东阿鲁西供水管道TPEP防腐钢管特点及施工技术浅析
2018-08-29
(东阿县水务局,山东 东阿 252200)
近年来,随着鲁西集团规模日益扩大,用水量急剧上升,地下水资源紧缺,供水能力不足已经成为制约企业发展的瓶颈,为保证鲁西集团更好的发展,急需建设供水管道增加供水量来解决企业用水问题。东阿鲁西供水TPEP防腐钢管管道工程,彻底解决了鲁西集团用水紧张的问题,可为城乡供水和工业用水管道工程提供借鉴。
1 工程概况
东阿鲁西供水管道工程始端位于大秦水库出库泵站出口接管点,末端位于鲁西集团接管点。供水管道全长4.67km,设计流量0.64m3/s,设计工作压力0.90MPa,设计管外径为920mm,壁厚8mm,该管线由于穿越路、沟渠较多,地形复杂,因此,管材选用TPEP防腐钢管。
2 TPEP防腐钢管特点
TPEP防腐钢管是一种外3PE内熔结环氧钢管,其外壁底层为热熔结环氧树脂、中间层为胶黏剂、外层聚乙烯三层结构的防腐层,内壁为热喷涂食品级环氧粉末防腐层,无毒无害,环保,横断面结构如图1所示。

图1 TPEP防腐钢管横断面图
2.1 供水量大
TPEP防腐钢管内壁光滑、糙率小,水流流速大,同等流量下可以降低一个口径等级。
2.2 施工方便
TPEP防腐钢管管材通过了耐阴极试验,不需要进行阴极保护,管道接口少,施工方便。
2.3 适用范围广
TPEP防腐钢管管道机械强度高,耐腐蚀能力强,对因地面沉降等造成的管道变形,有非常强的承受能力,不会产生爆管现象,能适用于不同的地形和水文地质条件。
2.4 使用寿命长
TPEP防腐钢管内壁采用纳米级环氧粉末,符合饮用水标准,涂层具有自清洁功能,不结垢,耐腐蚀、耐磨、耐冲击,终生免维护,免修补;外壁耐磕碰,防腐和机械保护效果好。
2.5 综合成本低
TPEP防腐钢管管道水头损失小,需配套的水泵扬程低,电力设施功率小,能够降低一次性投资和运行费用。
3 主要施工技术
TPEP防腐钢管管道安装施工流程如图2所示。
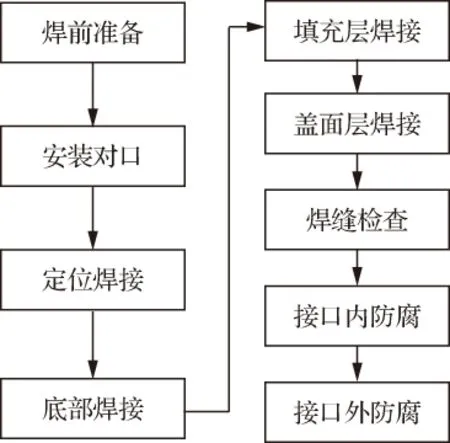
图2 管道安装施工流程
3.1 焊前准备
管道在安装前,首先检查钢管内外防腐层是否完好,如有破损,应先进行修补,合格后进行修口、清根,管口应做成30°~35°的坡口,管端内外15mm范围内用角磨机打磨出金属本色,并去除油污。
3.2 安装对口
按所放样的管道中心线,用25~35t起重机将管道吊装就位对口。对口时,为了提高对口效率和焊接质量,采用对口器组对,使其内壁平整,内壁错边量不宜超过壁厚的10%,且不大于2mm,对口间隙1.50~3mm。直管管段两相邻环向焊缝的间距不小于200mm,并不小于管节的外径,不得有十字型焊缝。
3.3 定位焊接
钢管对口检查合格后,及时用免充氩不锈钢焊丝氩弧焊进行定位焊接,定位焊接长度80~100mm,点焊间距不大于400mm,焊缝厚度与第一层焊接厚度一致,防止焊接中焊点开裂。
3.4 底部焊接
管道焊接采用单面焊接双面成型焊接方法,如图3所示。为了避免出现一般电弧焊容易产生的焊瘤、未焊透和凹陷,减小焊接接头变形量,提高表面平整度和焊接质量,底部焊接采用手工氩弧焊。焊接前将点固焊接两端部位打磨,清理焊渣,选择一点依次连续焊接。
3.5 填充层焊接
待底部焊接层温度降至100℃以下时,将打底焊接面用角磨机打磨,彻底清除焊渣,然后选用与管体相应的碳素钢碱性焊条,采用手工电弧焊焊接方法依次连续焊接。焊接前首先将焊条加热至350℃保温1小时后焊接(也可采用二氧化碳气保焊药芯焊丝焊接),然后调整焊接电流,试验性焊接合适后再对管道依次焊接。
3.6 盖面层焊接
当填充层温度降至100℃以下进行盖面层焊接,焊接方法和工艺同填充层,盖面焊缝必须有0.50~2mm的余高,不能存在咬边和焊不透等缺陷,收弧坑必须填满,不得出现凹坑。
3.7 焊缝检查
3.7.1 焊缝抛光修整
对焊完的焊缝首先用角磨机将盖面层焊接面进行抛光,清除焊缝、焊渣及焊缝边缘的飞溅物,使焊缝平整。
3.7.2 外观质量检查
对所有焊缝的外观质量进行检查,其观感质量应外形均匀,成型较好,焊道与母材之间平滑过渡,焊缝宽度应焊出坡口边缘2~3mm,表面余高、咬边深度和长度符合规范规定,表面无裂纹、夹渣。
3.7.3 无损检测
现场焊接的管道焊缝应进行射线检测,检测质量应符合设计文件和规范规定。对射线检测发现有不合格的焊缝,经返修后,应采用原规定的检验方法重新进行检验。
3.8 接口内防腐
管道接口涂装前须将内表面灰尘、油污、焊渣、氧化皮等处理干净,保持表面干燥无污。将防腐涂料口打开,把固化剂、专用稀释剂加入涂料内,防腐剂∶固化剂为10∶1(或按产品说明书比例),稀料适量充分搅拌均匀,熟化10min后进行涂刷,间隔1.5h后进行第二次涂刷。
3.9 接口外防腐
3.9.1 接口处理
首先用角磨机将管道连接处裸露钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油污等清理干净,做到表面光洁。接着对连接处两侧的聚乙烯层坡口打毛处理,每侧的宽度10~15cm,聚乙烯层打毛时不得破坏涂层,露出底材。然后用毛刷和棉纱把清理下来的碎屑和灰尘清理干净,保证修补层的结合力。前处理至刷底漆时间间隔不得超过30min,间隔期间若前处理的部位受到二次污染,必须重新进行前处理。修补区若受潮或有水分,必须采取措施干燥后再进行前处理。
3.9.2 刷底漆
首先将底漆的双组份及稀料按照使用说明书的比例混合,搅拌均匀。然后在管道连接的裸露处用毛刷均匀涂刷底漆,涂刷厚度一般为120~150μm,以刚好把底材遮住为宜,不能露出底材。坡口处露出的环氧底层要涂刷底漆,但聚乙烯层不得涂刷底漆。
3.9.3 缠绕热收缩带
漆膜表干后应立即缠绕热收缩带,间隔时间不得超过10min。热收缩带的宽度应确保缠绕后能完全盖住两侧打毛的部位,一般大于钢管裸露宽度加两侧打毛宽度5~10cm,热收缩带的长度应保证缠绕后搭接8~10cm。本工程采用315cm×40cm×2.5mm(长×宽×厚)的热收缩带,如下页图4所示。
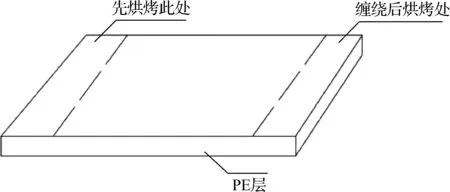
图4 热收缩带
a.用烘烤枪将热收缩带一端10~15cm长度内的热熔胶面均匀加热,当热熔胶发软、变亮时立刻停止加热,迅速将热熔胶一面按压在连接处,热收缩带要完全盖住两侧打毛的区域,并用辊轮从中线向两侧滚压,赶出黏结处的气泡,使之固定。
b.将热收缩带沿管道轴向缠绕并拉紧,然后把热收缩带另一端10~15cm的热熔胶层烤软、发亮,迅速和热收缩带前端黏贴搭接在一起如图5所示。
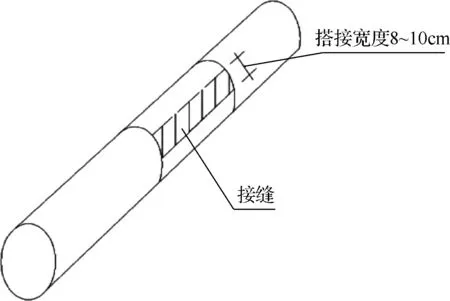
图5 缠绕热收缩带
3.9.4 黏贴固定片
a.将固定片热熔胶加热熔融后,搭接在热收缩带外重叠搭接的合缝处,并用辊轮碾压固定。
b.待固定片冷却后用烘烤枪加热热收缩带其他部位,加热时从中间向两边均匀移动加热,并用辊轮碾压赶出气泡,如图6所示。
4 施工注意事项
TPEP 防腐钢管安装最关键的工序是焊接和防腐,为了确保质量,必须要做到以下几点:焊接时必须采取挡风措施,严格控制焊接作业处的风速,避免产生气孔;雨雪天或相对湿度大于90%时,必须停止焊接施工或采取有效防护措施,保证焊接质量和施工安全;严格控制焊接速度,保证焊缝饱满,宽窄一致;阴雨天或相对湿度大于75%时必须停止接口内外防腐的施工;对热收缩带和固定片的加热必须来回移动均匀加热,防止烧焦碳化,从而影响性能。
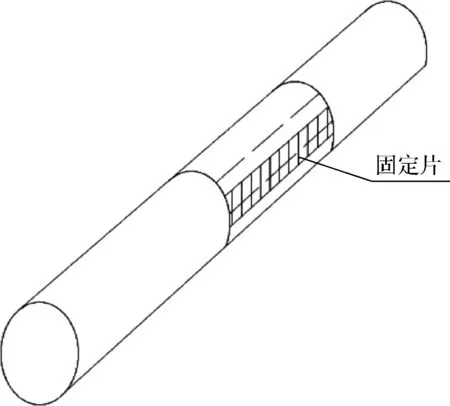
图6 黏贴固定片
5 结 语
实践证明,东阿鲁西供水管道工程采用的TPEP防腐钢管,适应性强,管道接口少,施工方便,工艺和材料先进,质量可靠,节能环保,综合成本低,使用寿命长。工程自2017年6月建成通水以来,运行良好,取得了良好的经济效益和社会效益。
