提高平面分段流水线高效焊接应用率的研究
2018-08-28刘郑培赖卫国广船国际有限公司
刘郑培 赖卫国/广船国际有限公司

在平面分段流水线焊接中,应用角焊小车是一种很好的实现角焊缝高效焊接的方法。在合适的条件下选择应用自动角焊小车可以提高船舶建造质量和效率,降低成本。
目前在国内船厂的平面分段流水线中,前道工序的两面成型自动焊(FCB)和纵骨线高效焊接大约占平面分段总焊接量的40%-50%。而在平面分段流水线后道的角焊缝还是大量应用手工二氧化碳(CO2)保护焊焊接,其焊接质量和效率均较低。
高效焊接相对于传统手工焊而言,有效率高、质量好、成本低等优势。其中应用角焊小车就是一种很好解决角焊缝高效焊接的方法。在合适的条件下选择应用自动角焊小车可以提高船舶建造质量和效率,降低成本。
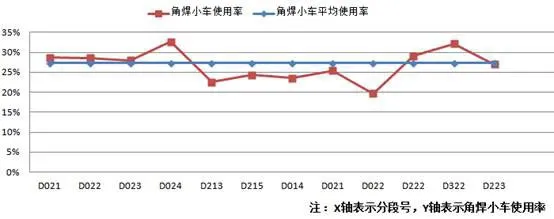
图1 角焊小车使用率统计

图2 普通角焊机无法焊接区域图解

表1 普通角焊小车无法焊接区域统计
广船国际新开工建造的11.4万吨成品油船和26.1万吨矿砂船等含有大量平直分段,急需提高建造焊接效率,保证公司生产计划顺利完成,满足公司降本增效的目标。
一、使用角焊小车的基本情况
在造船平面流水后道制作的框架类型都较为相似,适宜应用角焊小车,其不仅能减轻工人的劳动强度,而且能够提高焊缝的成型质量。以26.1万吨矿砂船底部分段为对象统计,平均每个底部分段可用平角焊小车焊接焊缝长度约为305米,约占平面分段框架平角焊缝的46%左右。
而在可用角焊小车的焊缝中,长度为600-950毫米的平角焊缝占全部平角焊缝80%左右。但在实际生产中,角焊小车的使用率很低,远不能发挥其应有作用(详见图1)。如果能让这类角焊缝应用角焊小车这种高效焊接,可使平面分段流水线高效焊接应用得到大幅提高。
二、使用角焊小车效率低的因素分析
1.普通角焊小车在1米以下焊缝适用性差
现在船厂使用的普通角焊小车,因车身与焊枪前后有200毫米的距离,导致焊接开始和结束端各有200-250毫米长度的焊道无法焊接(见普通角焊机无法焊接区域图解)。而在平面分段流水线后道框架的角焊缝中,可用于角焊小车焊接的焊缝,主要位于纵骨间的肋位角焊缝,长度一般在600-950毫米之间。如果使用普通的角焊小车焊接这类短焊缝,每条焊缝开始和结束端,共有400-500毫米长的焊道是属于普通角焊小车无法焊接区域。
经过现场试验,取5个分段使用普通角焊小车焊接1米以下角焊缝。经过试验数据统计,普通角焊小车无法焊接区域的比例大于42%(见表1)。在无法焊接区域,将增加焊接接头,拉长焊接时间,造成经济效益低下。这是造成平面分段流水线不使用角焊小车的主要因素。
2.原有焊丝效率低
在现场调查中发现,角焊小车使用原有焊丝焊接,单道焊能焊出最大焊脚(K)为7.0毫米。当焊接焊脚(K)超过7.0毫米以上的角焊缝时,单道焊焊出的焊缝往往存在偏焊、卷边缺陷,在多层多道焊接时直接导致效率成倍下降,对比手工焊完全发挥不出优势。而在超大型矿砂船或海洋工程类船舶产品中,平角焊缝焊脚(K)80%以上在7.5-8.5毫米范围。其他船型中也有部分区域有这种焊脚。当角焊机应用于此类焊脚时,因低下的效率,严重削弱应用角焊机的积极性。针对上述问题,现场做了一个对比试验。
试验条件:角焊小车比手工焊焊接效率一般高40%以上。抽取五名焊工,分别用角焊小车和手工焊焊接长度为1米、焊脚(K)为8毫米的平角焊缝。在使用原有焊丝情况下,实测对比角焊小车和手工CO2焊接的耗时,结果如表2。
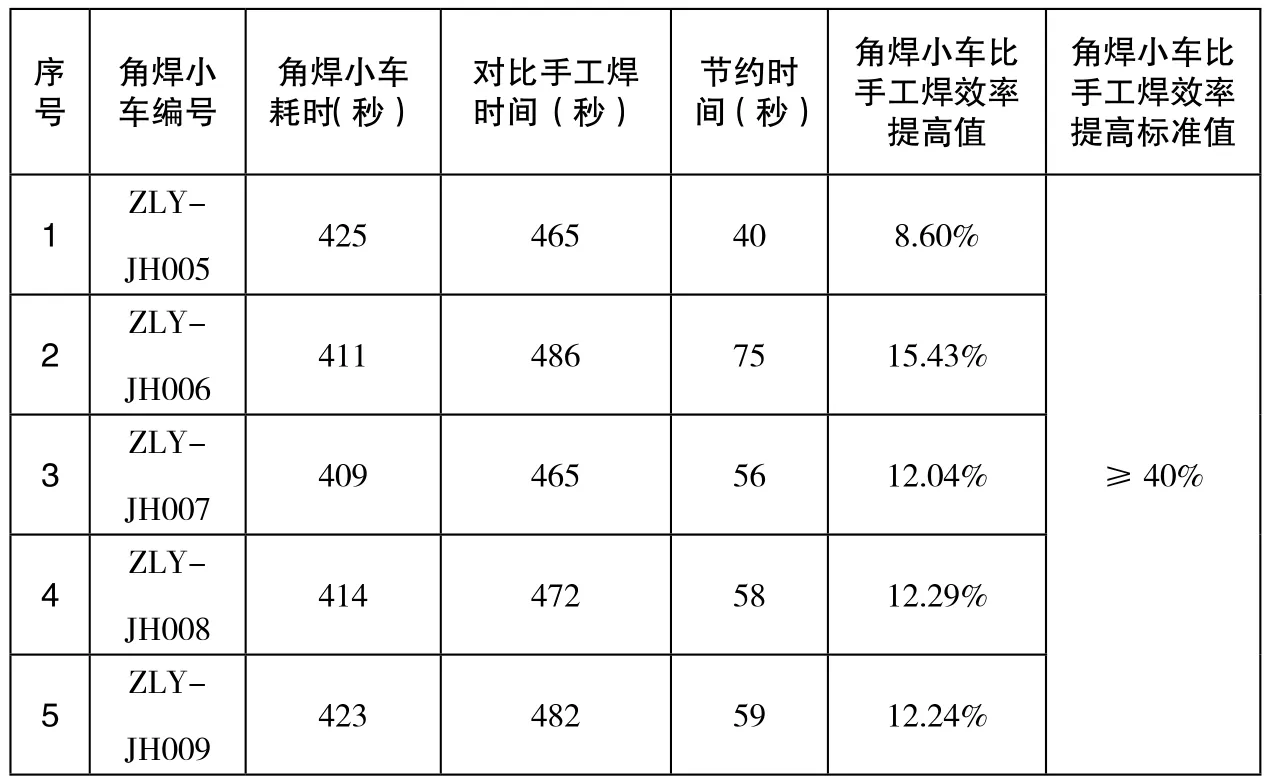
表2 角焊小车和手工焊焊接效率统计

图3 角焊机和手工焊效率对比
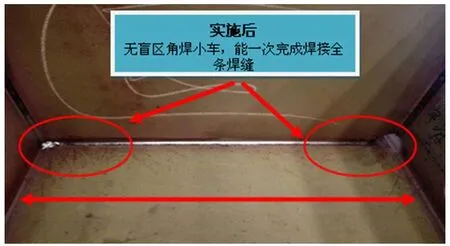
图4 无盲区角焊小车施工
由图3、表2可知,采用原有焊丝的角焊小车在焊接大焊脚时,和手工焊相比,效率提升很小,只有8-12%,与提高40%以上标准值差距还很大。所以原有焊丝效率低是影响角焊小车应用的主要因素。
三、研究改进无盲区角焊小车方法
1.试用无盲区角焊小车
笔者联合船厂焊接实验室的工艺员,对比各厂家角焊小车参数、性能、实用性,选定了两台无盲区角焊小车进行试用。将2台无盲区角焊小车分别投放到流水线的A线和C线班组使用。
通过试用无盲区角焊小车,1米以下角焊缝均能顺利完成焊接,焊缝首尾端头均能一次焊接到位,无法焊接区域为0,不需要手工焊补充,焊接效率得以大幅提高。
2.选用角焊机专用焊丝效果好
对焊缝长度950毫米,焊脚K=8毫米的平角焊缝使用角焊小车焊接,其中五条焊缝使用专用铁粉焊丝,剩余五条焊缝使用普通焊丝。分别测量焊缝质量、焊脚、耗时。选定铁粉焊丝型号SF-70MX作为角焊机专用焊丝。
通过使用角焊小车专用铁粉焊丝后,焊接7.5-8.5毫米之间的焊脚,平均焊接时间减少54.7%,同时提高焊缝表面光滑,成型美观,焊缝质量均上乘。

表3 普通焊丝和专用焊丝对比测试

图5 普通焊丝和专用铁粉焊丝效率

图6 更换焊材后取得的良好效果
3.整改设备,加强角焊机维护和保养工作
更换角焊小车行走电机及控制电路板,稳定焊接速度,使角焊小车焊接速度能从零至最大速度间线性调节。每天使用完角焊小车后,必须进行清洁保养,去除灰尘和飞溅,避免行走机构损坏。加强对角焊小车保养情况进行抽查监督。
在措施实施后,角焊小车速度完全符合工艺要求,整改效果比较明显。现场检查角焊机的焊缝,整体均匀,成型良好。
四、技术革新见成效
通过本课题的研究推广,以解决阻碍平面分段流水线使用自动角焊小车应用中出现的主要问题。经过一整年的努力,平面分段流水线已实现稳定应用角焊小车,平均使用率已超过90%以上。这彻底改变了平面流水线以手工焊接为主、自动化焊接水平低下的被动局面,分段生产和报验进一步加速,为完成本年度的生产任务提供良好基础。合理应用环境和采取管理措施,达到应用自动角焊小车的预期目标,提高了分段焊缝质量和工作效率。
通过角焊小车的普遍应用,大幅缩短了分段的建造周期,使得生产效率加快,提高了公司的生产能力。由于角焊机焊接焊缝表面光滑、成型好、质量高,获得了船东、船检的极大认可,加快了分段报验速度,为公司进一步赢得客户信赖和良好的口碑,树立了良好的形象。 ★
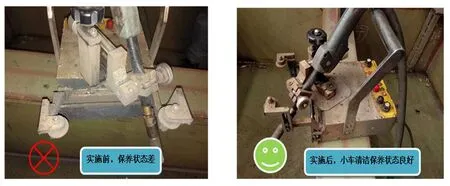
图7 设备保养实施前后对比

图8 实施前后焊缝情况
