Evaluation of stiffness in a cellulose fiber reinforced epoxy laminates for structural applications:Experimental and finite element analysis
2018-08-25FurkanAhmadPramendraKumarBajpai
Furkan Ahmad,Pramendra Kumar Bajpai
MPAE Division,Netaji Subhas Institute of Technology,University of Delhi,Sec-3,Dwarka,New Delhi,110078,India
Keywords:Finite element analysis Jute fiber Polymer composite Ply-stacking Weft fiber angle Laminates analysis
A B S T R A C T Natural fiber composites have been proved to have the ability to replace the synthetic fiber composites in many structural applications.Unprecedented growth in the field of computational techniques has opened the doors of analysis and simulation of composite materials under various environment.Modelling and simulation using various available softwares saves a lot of time and resources.In the present work,an attempt has been made to analyze the tensile behavior of jute fiber reinforced epoxy based polymer composite materials using the student version of commercially available finite element code Siemens PLM NX 10.0.In most of the structural applications,materials are required to have enough stiffness to resist the shape deformation under normal loading conditions.Therefore,emphasis is given to the load-deformation behavior of the developed composites.A 3-dimensional model of the test specimen was developed using ply-stacking method and the strain-stress values were verified by the available literature.The model showed a good agreement between the experimental and software results.Effect of ply angle, fiber percentage, fiber type,number of layers and weft fiber angle on the stiffness of laminate have been studied.
1.Introduction
Fiber reinforced composites are gaining its place very rapidly in distinct industrial and domestic applications.Composite materials possess a range of advantages over other conventional materials such as low specific weight,high specific tensile strength,impact strength, flexural strengths,high stiffness values and fatigue characteristics.In the past decade,demand of products based on biocomposite material has increased drastically in the commercial as well as domestic sectors.It is estimated that the growth of market size of natural fiber composites is compounding year by year due to its use in various industrial applications[1].Specific properties of the natural fiber reinforced polymer composites are much greater than some of the conventional materials,which makes them favorable materials for various applications[2].Jute woven mat is being widely used as a reinforcement in the polymer based composites to replace synthetic fibers such as glass fiber in some applications.Production of jute fiber woven mat has increased drastically in the past decade in order to cope up with the ever increasing demand.Jute corporation of India(JCI)has taken various steps to scale up the production of jute fiber.It is a vital step to evaluate the mechanical strength of a material before using that material in an application[3].Mansor et al.[4]designed a polymer composite based parking brake for automotive application.Authors performed the structural analysis of brake using finite element method and identified and estimated the weight attributes like quantity of raw material of the components.Davoodi et al.[5]performed the mechanical testing of kenaf/glass hybrid reinforcement in epoxy resin.Authors concluded that the impact properties of composites increased by 54%with incorporation of polybutylene terephthalate(PBT) fillers.With the advent of computational techniques,various simulation software platforms like Simulia Abaqus,NX Nastran,Ansys and Autodesk inventor are providing the solution to the real world problems.These codes can be used to model natural fiber reinforced polymer composites along with simulating the behavior in various structural or thermal environments.This would definitely reduce the design and development time along with the cost of experimentation needed to develop a new product.Nirbhay et al.[6]used finite element method to simulate tensile test of carbon/glass fiber reinforced epoxy composite specimens by using Abaqus software.Author developed the shell and solid model of the test specimen.Authors concluded that carbon/epoxy laminates were stiffer than the glass/epoxy laminates.Some authors developed the numerical models to understand the deformation behavior of the woven and unidirectional composites.Laroche and vu-khanh[7]introduced five types of deformation mechanism in the forming of woven fabric composites.Authors concluded that woven fabric might be considered as a two dimensional rectangular array connected by pin joint net system.Avdic and saha[8]also used Abaqus software to investigate the behavior of carbon fiber composite specimen under tensile loading.Authors developed shell model,solid continuum shell model and solid-solid model of the test specimens.Authors concluded that all the three developed finite element model showed the similar behavior under tensile loading environment.Thermal environment simulation is also possible using finite element methods.Ali et al.[9]performed the finite element simulation of microwave curing process of thermoplastic based bio-composites.Cerbu[10]characterized flax/epoxy composite material and concluded that all the mechanical properties in the weft direction of fabric were greater than that in warp direction.Anaidhuno et al.[11]evaluated mechanical properties and performed computerized simulation of sisal/jute hybrid polymer composite failure in automobile chassis panel.Zhang and Kassapoglou[12]performed orthotropic node-separation finite element method for composite laminate in hypervelocity impact simulation.Shetty et al.[13]reviewed on finite element method for machining of composite materials.Zheng et al.[14]predicted the delamination onset and growth for Advanced placed ply composite laminates using the finite element method.Ahmad and Bajpai[15]fabricated three flax/epoxy composite laminates with different ply angles and analyzed that un-symmetric orientation of plies results in the bending of specimen even if the pure tensile load is acting.
In present study,three different laminates were developed by reinforcing plain woven jute mat,short random jute fibers and unidirectional jute mat in epoxy resin using hand layup method.Plain woven jute and short random fiber epoxy laminates were used to validate the software model.Unidirectional epoxy laminates were used to find out the transverse Young's modulus of jute fiber required for simulation work.Effect of various factors like volume fraction of reinforcement,ply orientation in a laminate,reinforcement type,weft fiber angle and number of ply in a laminate on the tensile behavior of composite were studied.
2.Materials and methods
2.1.Constituents and fabrication
In the present work,jute fiber woven mat was used as reinforcement and epoxy was used as matrix material.Jute fiber woven mats were supplied by the compact buying services,Faridabad(India).Epoxy(J3P grade),Hardener(10000)and silica gel(used as removing agent)were purchased from the Shankar dyes and chemicals,Delhi(India).Jute/Epoxy composites were fabricated using hand lay-up method.A simple open mold was used to control the shape and the size of each composite plate.After curing,mold was detached to get the composite sheet.Fig.1 shows three different types of jute fiber geometries used as reinforcement and their developed epoxy composites.
2.2.Experimental-tensile testing
Tensile testing of the developed composite specimens was performed according to ASTM standard[16]D3039 at ITL labs,Mangolpuri,New Delhi using the texcare TTM900.The cross head speed was fixed at 10 mm/min.
2.3.Morphological investigation
Scanning electron microscopy of the developed composites was performed using JEOL JSM-7900F at the University Science,Instrumentation Centre(USIC),Faculty of science and University of Delhi,India.Gold coating was done on the samples before taking the images to make the surface electrically conductive.
2.4.Simulation
A 2-dimensional shell model of the specimen was extruded using ply stacking method to make a 3-dimensional model of the tensile test specimen.First a ply was modelled by providing the required properties to the software.Table 1 shows the properties of the constituents used to define a ply.Duleba et al.[17]also evaluated the fiber reinforced polymer composite materials using the same software platform.Authors also followed the similar procedure as adopted by the authors of current work.The aim of present simulation is to find out the effect of various parameters on the stiffness of the developed composites.At a static load,the extension of materials can be used to compare the stiffness of materials.Properties of epoxy resin were taken from the software's default material library and those values were also cross checked with the available literature[18].Epoxy was assumed to be as isotropic material.On the other hand,jute fiber yarn is especially orthotropic in nature.Young's modulus of the jute yarn in the longitudinal direction was found by performing single fiber pull out test(SFPT).Various authors[19]performed the SFPT in order to find out the interfacial shear strength between matrix and reinforcement but the objective of the present SFPT was to find out the load displacement behavior and young's modulus of the jute fiber yarn so that it could be used for the simulation purpose.Instron 3369 machine was used with a cross head speed of 2 mm/min.The fiber yarn axis was ensured to be aligned with the axis of cross head to avoid bending load.Both the end of fiber yarn was fixed to the jaws with the help of paper tab.A thick paper was used as a tab to mount the yarn specimen and after holding the tab in the fixture,the paper tab was cut from the middle.The cross-sectional area of the yarn was determined with the help of microscope(Radical RTM 900)with a least count of 1μm.An average of four tests was taken to nullify the scatter and variation in the fiber yarn diameter.The gauge length of the fiber yarn was fixed to 15mm.Transverse modulus of the fiber yarn was found by using transverse tensile test and reverse micro-mechanics in the following manner.
3.Transverse modulus of fiber
Young's modulus is an unavoidable parameter while selecting a material for a specific application.Transverse young's modulus of natural fiber affect the performance of composites manufactured using natural fiber as reinforcement.It is easy to define an isotropic material in comparison to the orthogonal materials due to the variation of properties in all three direction.Fibers are orthotropic materials exhibiting different modulus in all three directions.Micro-mechanics models can be used to calculate the longitudinal young's modulus of composite but they are not useful in determining the transverse young's modulus of fiber alone.It is also not possible to use experimental methods to investigate the transverse modulus of the fibers because single fiber test can be performed to find out the longitudinal modulus of the fiber.In order to define an orthotropic material,Young's modulus in all three orthogonal directions is required.Various softwares used for finite element analysis of natural fiber reinforced polymer composite materials requires the young's modulus in all three directions.In present work,reverse micro-mechanics and experimental transverse tensile test results are combined to establish a method to find out the transverse young's modulus of the fiber.Followings are some assumptions before calculating the transverse Young's Modulus of the jute fiber used as reinforcement in the epoxy polymer-based composites.

Table 1 Properties of Jute and Epoxy used to create a lamina in software.
a)Fibers are treated as homogeneous and perfectly aligned along a single direction throughout the length.
b)The diameter of a fiber is assumed to be constant and all the fibers are of same diameter.
c)Voids in the composites manufactured using unidirectional if bers are assumed to be zero.
d)Residual stresses are negligible.
From Fig.2,it is clearly evident that the strain developed due to loading in transverse direction is equal to the summation of strain developed in the constituents i.e.the strain developed in the fiber and matrix.This condition leads to an iso-stress condition where the stresses induced in the reinforcement is equal to the stresses induced in the matrix material.The tensile testing in this direction gives the young's modulus of composite in the transverse direction.
From the condition of iso-stress and micro mechanics[20].
Equation(2)can be further reduced to the following equation
Young's modulus of the fiber in the transverse direction(Efy)was calculated using equation 3.The matrix material is isotropic thus the young's modulus of matrix is same all directions irrespective of loading direction(Emx=Emy=Emz).The young's modulus of the developed composite(Ecy)was experimentally determined by performing the tensile test in the transverse direction.Three specimens were tested to average out the results.Weight fractions of fiber and matrix were kept constant during the development of composites and then converted to the volume fractions according to[15].Table 2 summarizes the calculation of transverse Young's modulus of jute fiber.
4.Results and discussion
4.1.Simulation validation
The developed model was validated by comparing the stress strain behavior under pure tensile loading environment created within the software with the experimental tensile test results.A six layers tensile test specimen of ASTM D3039 standard dimensions was extruded from 2 dimensional geometry.The volume fraction of the reinforcement in the model was kept constant to 0.3 similar to the specimen developed for experimental tensile test.The unidirectional enforced motion load of 5 mm in the longitudinal direction was applied to one end of the specimen while all the degrees of freedom of the other end were reduced to zero.Fig.3 shows the comparison of the stress-strain behavior of composite under experimental tensile test and simulated tensile test.
Young's modulus found after the experimental tensile test was lower than that of the developed model.This may be due to the fact that the interfacial bonding between fiber and matrix is assumed to be perfect in software while in actual case,the bonding strength between fiber and matrix may vary.Another possible reason behind this may be the presence of voids in actual specimen.Voids reduce the stiffness of the actual specimen while model specimen was developed assuming no voids present in the composite.Results of simulated tensile test and experimental tensile test were found to be in good agreement and consistent hence the present model has been used for further analysis of various factors which affect the performance of composite.
4.2.Effect of volume fraction of reinforcement
Volume fraction of reinforcement(in present case Jute)affects the overall behavior of composites.Along with the volume fractionof reinforcement,strength of composite also depend on many factors like processing method,degree of cure of matrix and interfacial bonding strength between fiber and matrix.In the present simulation,rule of mixture has been followed to evaluate the equivalent properties of the laminate assuming perfect bonding between fiber and matrix interphase.It was also assumed that there was novoids present in composite hence neglecting the effect of processing method.These assumptions are reasonable if much care is taken while processing the composites,leaving no room for voids and setting parameters for proper curing of polymer leading to good interfacial bonding.The objective of the present simulation was to compare only the modulus values(the slope of the curve)of neat epoxy and reinforced composites.The simulated curve does not give any information about the elongation at break.In experimental results,the displacement of cured epoxy is much lower than the displacement shown in Fig.4.
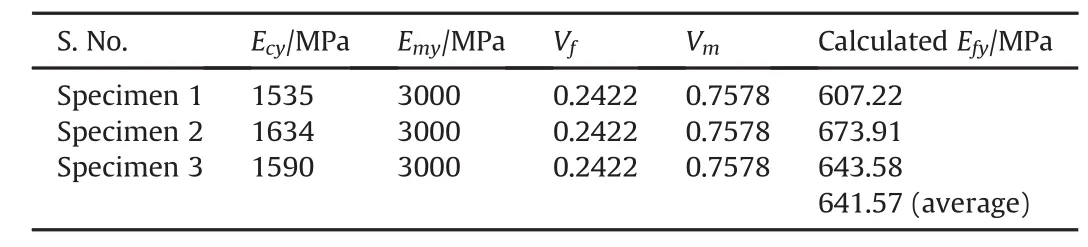
Table 2 Transverse Young's modulus of jute fiber.
Modulus of epoxy increased as the volume fraction of jute fiber increased from 0 to 100%during the simulation.As the maximum volume fraction of reinforcement is dependent on the processing technique used to develop the composites,the simulation may be helpful once the reinforcement fraction used to fabricate the composite is known.In the present simulation,total displacement of 150 mm rectangular bar of pure epoxy on the application of maximum 3 kN load was found to be 5.162 mm which reduced to 3.204mm when epoxy was reinforced by 20%jute by volume.Further 10%increment of jute fiber by volume reduced the displacement to 2.887 mm.The displacement of 2.23mm was shown by the simulation results when the volume fraction of jute fiber was increased to 50%.Similarly,the volume fraction of reinforcement was increased up to 100%which showed the displacement of 1.410 mm on the application of maximum 3 kN load.Similar findings were reported by various other authors working in the field of natural fiber reinforced polymer composites.Vilay et al.[21]manufactured the bagasse and polyester based composites and studied the effect of fiber loading on tensile properties of the developed composites.Authors showed that the tensile modulus of the developed composites increased with the increment in the fiber content.Some other authors also found the similar results for bagasse fiber reinforced polypropylene composites by experimental and analytical study[22].Jawaid et al.[23]studied the effect of jute fiber loading on mechanical properties of oil-palm fiber reinforced epoxy composites.Authors concluded that increasing the jute fiber volume fraction in the composite results in the increased tensile modulus and tensile strength of the composites.Wazzan et al.[24]used different volume fractions(20%,40%,60%)of date palm fibers as reinforcement in resin Methyl Ethyl Ketone Peroxide(MEKP)to fabricate the composites.Authors used date palm fibers in unidirectional form as well as in woven form.The results of tensile testing showed that the ultimate tensile strength of the composite increased with the increment in the fiber loading irrespective of the form of the fiber.
4.3.Effect of ply orientation
Five laminates L1,L2,L3,L4,and L5 were developed using the ply stacking method with different orientations arrangement of the plies as shown in Fig.5.
Fiber volume fraction and the dimensions were kept constant for all the developed laminates.Fig.6 shows the simulation results of tensile extension of all the five laminates having different ply orientations.
Simulation results showed that the laminates L1 and L5 showed better tensile resistance compared to other composites having different orientations.Same software was also used by other authors to investigate the properties of polymer composites with different ply orientations[17].Senthilkumar et al.[25]also observed the same results in sisal fiber reinforced polyester composites.Authors fabricated six laminates using six combinations of the fiber orientation in the direction of 0°,45°and 90°.The direction of loading was referenced as 0°orientation of the fibers.The composite having fibers oriented in the 45°direction showed maximum strain in comparison to other fabricated composites.Authors also found that the strength of the composite laminates is maximum when the fibers are oriented in the direction of loading.Hossain et al.[26]studied the effect of fiber orientation on the tensile properties of jute epoxy laminates.Authors fabricated three different laminates with ply orientations(0°/0°/0°/0°),(0°/+45°/-45°/0°)and(0°/90°/90°/0°)with a constant fiber volume fraction.Authors observed that the orientation of the ply affects the mechanical properties of the composites.The Young's modulus of first laminate was found to be approximately 25%higher than other two laminates while the tensile strength was improved by 100%in comparison to other laminates.In present simulation,laminates L1 and L5 showed similar behavior due to similar ply orientations as there was no difference between 0°and 90°orientation of a plain woven mat.Minimum tensile extension of the composite laminate represents maximum resistance to the applied load.In case of laminate L1 and L5,the number of yarn in the longitudinal direction are greater than other laminates which results into the maximum resistance offered in longitudinal direction of the yarns.
The resistance offered by the laminate L2,L3 and L4 were lower than L1 and L5 due to yarns present in other than longitudinal direction i.e.45°.The yarns present in the transverse direction contribute very less in the strength of composite in the longitudinal direction.The failure of yarns present in transverse direction of loading depend on spinning characteristics along with transverse strength of the fibers used in that yarn.SEM images of the tensile test fractured specimens having fibers in the transverse direction explored some possible reasons of the tensile failure of yarn in transverse direction as shown in Fig.7.SEM image shown in Fig.7(a)reveals that the whole fiber bundle(yarn)is intact while the matrixgot debonded from the outer surface of the yarn.In some places,some of fibers got breaked from the fiber bundle.Many other authors also reported the failure mechanisms of fiber reinforced polymer composites during the tensile testing.Chaudhary et al.[1]observed various phenomenon like fiber fracture,matrix brittle failure and fiber pull out at the time of tensile failure of developed natural fiber reinforced epoxy composites.Authors explained that inadequate adhesion between the fiber and matrix due to the presence of wax and oily contents on outer surface of fibers results in failure of the composite.Ozturk[27]fabricated the kenaf and fiber frax reinforced phenol-formaldehyde composites with upto 62%percentage of reinforcement.Authors concluded that at high fiber volume fraction,agglomeration of fiber results in inadequate impregnation of fiber in the resin.Low impregnation of the fibers leads tothe failure of composite by fiber pull out and fiber fracture mechanism.Ramnath et al.[28]also observed the similar failure mechanism of failure in abaca-jute-glass reinforced epoxy polymer composites.Authors also observed the intra fiber delamination of abaca fiber which reduces the strength of the developed composite.This may be due tothe reason that the fiber bundle does not have constant strength throughout the length.At places,where fiber matrix interfacial strength is greater than the transverse strength of the yarn,some fibers come out of theyarn leading tothe yarn failure but at some places where fiber matrix interfacial strength is weaker than the transverse strength of the yarn,the matrix gets debonded from the fiber surface leading to a clear interphase failure.Voids also leads to matrix fracture due to stress concentrated around them as clearlyevident from Fig.7(c).At some places, fiber matrix interphase failure has been visualized by the micrographs as sown in image 7(d).
4.4.Effect of reinforcement type
Jute fiber in different forms(woven mat,uni-directional,short random fiber,particulate)were used as reinforcement for the simulation keeping the volume fraction of the fiber as 0.6 in the composite.Core epoxy material was also compared to the other composites.Unidirectional fibers laminates offered greater resistance to the tensile axial load in longitudinal direction compared to the other composites for the same volume fraction of reinforcement.The results also proved the orthotropic behavior of jute fibers used for the simulation.A woven mat of the same volume fraction offered lower resistance than uni-directional fiber reinforced epoxy laminate.The laminate which was reinforced with particulate type of reinforcement showed lower displacement at corresponding loads compared to woven mat reinforced laminate due to isotropic nature of particulates in laminates.At 3 kN load,the lowest displacement of 1.457mm was showed by the laminate reinforced with uni-directional fibers as shown in Fig.8.Short random fiber reinforced laminate showed highest displacement of 2.351 mm at 3kN load among all the composites while pure epoxy showed a displacement of 5.16mm at the same load.
Various other authors also studied the effect of fiber geometry and type on the mechanical properties of natural fiber reinforced polymer composites.Eksi et al.[29]compared the tensile modulus and other mechanical properties of unidirectional and woven fiber reinforced epoxy based composites.The tensile strength of the composite with unidirectional glass fiber oriented in the loading direction was found to be 8.3 times higher than that of woven glass fiber reinforced composites keeping the fiber loading constant for both the composites.Authors concluded that the mechanical properties of the composites with unidirectional fibers in loading direction exhibits higher modulus than the composites with woven fibers.Hasan et al.[30]compared the tensile properties of jute fiber reinforced epoxy based composite laminates.Authors used three forms of the reinforcement namely woven,non-woven and carded sliver to fabricate the composites.Authors concluded that the tensile modulus of the non-woven fiber reinforced composite was lower that of woven fiber reinforced composites.The tensile modulus of the woven fiber reinforced composite was about 2.5 times higher than neat epoxy while the tensile modulus of nonwoven fiber reinforced composite was about only 1.6 times higher than that of neat epoxy.
4.5.Effect of weft fiber angle
In plain woven mat,the weft fiber also known as fill fiber is orthogonal to the warp fiber.If the weft fiber is parallel to the warp fiber,the resultant mat would be a uni-directional non-woven mat as shown in Fig.9.It is very intuitive that the angle between the warp and weft fiber will affect the structural integrity of the woven mat as well as mechanical properties of the developed composite using that fiber mat.First,the angle of weft fiber was kept at 0°with reference to the longitudinal direction i.e.the direction of weft fiber was similar to the direction of warp fiber resulting in a non-woven unidirectional mat.In the next step,the angle between warp and weft fiber was kept at 10°which resulted in a woven mat structure with 10°angle between warp and weft fiber.The resistance of this woven mat improved compared to the uni-directional non-woven mat.In the next simulation,the angle between weft and warp fiber was further increased by 10°resulting in a woven mat with 20°angle between warp and weft fiber.In the similar fashion,the angle between weft and warp fiber was varied up to 90°resulting in a plain woven mat.It was observed from the results of simulation that as the angle of weft fiber increased from the 0°to 90°,the stiffness of the composite increased as shown in Fig.10.
4.6.Effect of number of plies
The number of plies in a laminate directly influences the mechanical strength of the composite laminate due to increased thickness.It would be interesting to know the fashion in which the number of plies affects the mechanical properties of composite laminate.In the first simulation,a single ply of 0.5mm thickness was tested in the longitudinal direction.In the second simulation,the number of plies was increased to two resulting in a laminate of 1 mm thickness.Similarly,the number of plies were increased up to fifteen.A static load of 3kN was applied at one end of the specimen while keeping the other end fixed.The maximum tensile extension of specimens were recorded from the results of the simulation as a measure of stiffness.It was concluded from the results that as the number of plies increased from 1 to 8,the resistance of laminates increased rapidly.From the 8th to 15th ply,the resistance of laminate to the tensile loading increased but not significantly.Fig.11 shows the tensile extension of fifteen laminates each having different number of plies.
5.Conclusion
After successful simulation of tensile test of jute fiber reinforced epoxy laminates,following results can be concluded.
1.Tensile test simulation of jute fiber reinforced epoxy laminates was performed successfully and the results were in good agreement with the experimental tensile test.
2.Transverse Young's modulus of jute fiber was found by using transverse tensile test and reverse micro-mechanics.
3.According to simulation results,the strength of laminate increased by increasing the fiber volume fraction in a linear fashion proving that simulation results are simply based on micro-mechanics and assumes perfect interfacial bonding irrespective of fiber content in the composite.
4.The laminates L1 and L5 were found to have the same properties due to the same mat structure in both principal directions leading to the conclusion that woven mat possess similar tensile properties in two principal orthogonal directions.The strength of other laminates were found to be lower than L1 and L5 due to the distribution of strength according to ply lay-up directions.
5.Tensile strength of woven mat reinforced composite were found to be greater than short fiber and unidirectional fiber reinforced composites.
6.Effect of the weft fiber angle in a woven mat on the tensile strength of composite laminates was found to be significant from the 0°to 60°but from 60°to 90°,the effect was negligible.
7.The number of plies increased the tensile strength of composite laminate but after a certain number of plies,the effect of increasing the layers was reduced.
杂志排行

Defence Technology的其它文章
- Conceptual design of automobile engine rubber mounting composite using TRIZ-Morphological chart-analytic network process technique
- Effect of microwave treatment on tensile properties of sugar palm fibre reinforced thermoplastic polyurethane composites
- Hybrid reinforced thermoset polymer composite in energy absorption tube application:A review
- Friction surfacing of AISI 316 over mild steel:A characteriation study
- Experimental and simulation studies on delamination strength of laminated glass composites having polyvinyl butyral and ethyl vinyl acetate inter-layers of different critical thicknesses
- A review on machinability of carbon fiber reinforced polymer(CFRP)and glass fiber reinforced polymer(GFRP)composite materials