浅析对P70棚车顶棚焊接变形的控制
2018-08-24王婷

摘 要:本文主要介绍P70棚车车顶的焊接生产工艺,阐述在生产中采用的工艺方法和工艺措施,从而解决有关顶棚焊接变形量大的问题。
前言:
随着国民经济日新月异地发展,人民生活水平逐年提高,各种家电、食品,日用百货等产品运量迅速增加,使得棚车的需求性增大。棚车具有可运输货物范围广,通用性强,利用率高等优点,我国目前运用铁路货车中,棚车占有15%的局面。棚车主要承担各种免受日哂雨淋及风雨侵袭的贵重货物,各种箱装,袋装货物及粮谷等运输任务,加上一些附属设施后,还可运送人员和家畜等。为使货物免受雨淋,作为棚车重要组成部分的部件-车顶的质量显得尤其重要。
棚车车顶由2根侧梁,21根弯梁,22块顶板组成。P70型棚车顶棚总长16380mm,由于车顶的长度较长,而内部又没有梁柱支撑,焊后会造成其挠度变小,影响整体组装,且弯梁、顶板的厚度为2mm,属薄板焊接,极易产生波浪变形,这也是在顶棚生产中有待解决的最大问题。
以前,顶棚生产采用的是CO2焊,这种焊接方法虽然其成本便宜,生产效率高,但存在飞溅量大、成形较差的缺点,易造成顶棚的挠度变形以及侧梁的弯曲变形较大,增加了整车组装时劳动强度,影响了其组装质量,降低了生产率。在经过与分部有关技术人员的讨论分析后,认为变形问题主要和焊接热输入、装配顺序、使用的工装夹具、装焊顺序有关。下面介绍我在顶棚焊接生产过程中采用的工艺方法和措施。
一、采用富氩气体保护焊进行焊接
富氩气体保护焊具有焊缝成形均匀、美观,飞溅量比CO2焊减少50%以上等特点,尤其适用于薄板焊接。P70顶棚的板材为05CuPCrNi(化学成分见表1),为耐候钢。耐候钢有良好耐大气腐蚀性,具有优良的强韧性、延展性、可焊性等综合性能,钢板厚为2mm,其焊接属于薄板焊接。根据板材的特性和富氩气体保护焊焊接电弧的抗氧化性,我决定选用H08MnSiCrNiCu-Ⅱ的焊丝(化学成分见表2),焊丝中加入了适量的Si、Mn等脱氧元素,可降低电弧的氧化性。气体的选择80%Ar+20%CO2的富氩气体,气体流量的选择为10-15L/min最为合适,流量过小会造成气孔和成形不良的缺陷,流量过大则会产生不规则紊流保护效果反而变差。为了减少飞溅,保持电弧的稳定,电源极性选择直流反接。
二、采用胎膜+工装夹具进行装配
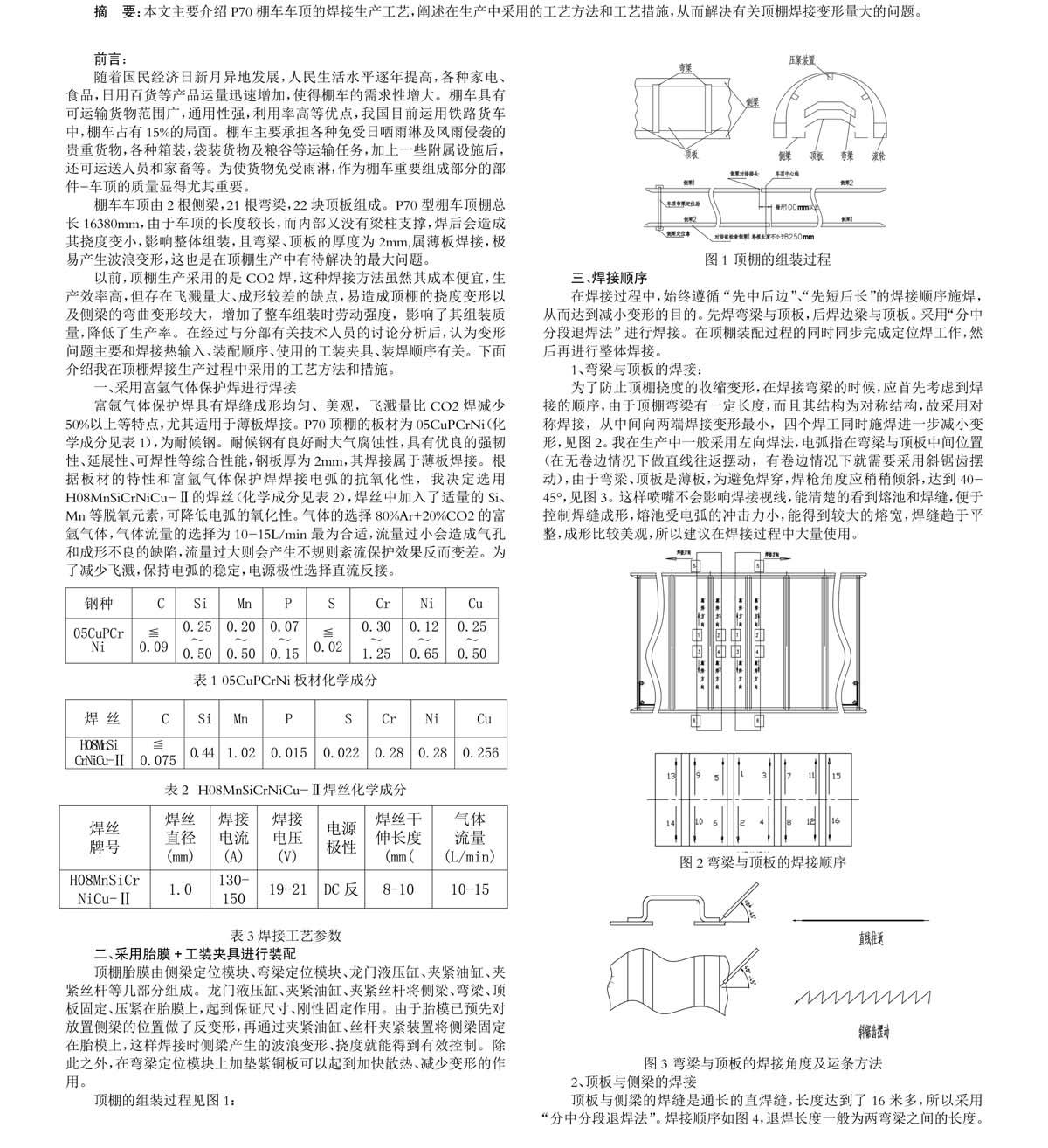
顶棚胎膜由侧梁定位模块、弯梁定位模块、龙门液压缸、夹紧油缸、夹紧丝杆等几部分组成。龙门液压缸、夹紧油缸、夹紧丝杆将侧梁、弯梁、顶板固定、压紧在胎膜上,起到保证尺寸、刚性固定作用。由于胎模已预先对放置侧梁的位置做了反变形,再通过夹紧油缸、丝杆夹紧装置将侧梁固定在胎模上,这样焊接时侧梁产生的波浪变形、挠度就能得到有效控制。除此之外,在彎梁定位模块上加垫紫铜板可以起到加快散热、减少变形的作用。
顶棚的组装过程见图1:
三、焊接顺序
在焊接过程中,始终遵循 “先中后边”、“先短后长”的焊接顺序施焊,从而达到减小变形的目的。先焊弯梁与顶板,后焊边梁与顶板。采用“分中分段退焊法” 进行焊接。在顶棚装配过程的同时同步完成定位焊工作,然后再进行整体焊接。
1、弯梁与顶板的焊接:
为了防止顶棚挠度的收缩变形,在焊接弯梁的时候,应首先考虑到焊接的顺序,由于顶棚弯梁有一定长度,而且其结构为对称结构,故采用对称焊接,从中间向两端焊接变形最小,四个焊工同时施焊进一步减小变形,见图2。我在生产中一般采用左向焊法,电弧指在弯梁与顶板中间位置(在无卷边情况下做直线往返摆动,有卷边情况下就需要采用斜锯齿摆动),由于弯梁、顶板是薄板,为避免焊穿,焊枪角度应稍稍倾斜,达到40-45°,见图3。这样喷嘴不会影响焊接视线,能清楚的看到熔池和焊缝,便于控制焊缝成形,熔池受电弧的冲击力小,能得到较大的熔宽,焊缝趋于平整,成形比较美观,所以建议在焊接过程中大量使用。
2、顶板与侧梁的焊接
顶板与侧梁的焊缝是通长的直焊缝,长度达到了16米多,所以采用“分中分段退焊法”。焊接顺序如图4,退焊长度一般为两弯梁之间的长度。在焊接过程中,电弧指在侧梁与顶板中间位置,焊枪角度为40°(在无卷边情况下做直线往返摆动,有卷边情况下就需要采用斜锯齿摆动),见图5 。在整个焊接过程中,由于引弧与熄弧比较频繁,这样操作不当时,就很容易产生焊接缺陷。因此,引弧前需把焊丝干伸出长度调整到位,如果焊丝端部有球形氧化层,应当剪掉。在焊缝起头处后方3-5mm引燃电弧,然后迅速移至焊缝端部,当电弧稳定燃烧后,还要掌握好焊接速度,避免开始端出现熔化不良和焊肉过高的情况。熄弧时,熔池未填满凝固前不能将焊枪抬起,以免影响对尾部熔池的保护。
四、注意事项
在选定好工艺参数后,还必须注意以下几点:
1、焊前应先检查气瓶中气体的余量、流量,焊丝的选用是否正确,板材上预涂底漆的厚度是否均匀(过厚会引起气孔、焊缝中断等缺陷),是否有毛刺、卷边等问题,预涂底漆过厚时需在焊缝周围20mm的区域进行打磨。
2、焊接过程中如果有因薄板在加工过程中出现的卷边而造成的焊缝不能压紧的情况时,我们可以使用木锤或橡胶锤敲击,避免使用铁锤,以防止造成板材表面损伤。
3、焊接过程中特别注意焊枪角度、电弧所指的位置、摆动手法的影响,以免将焊缝焊穿。此外,还应该控制好焊接速度,在一定的焊丝直径、焊接电流和电弧电压下,熔宽与熔深都随着焊接速度的增加而减小。如果焊接速度过快,容易产生咬边和未熔合等缺陷,同时保护效果变坏,可能会出现气孔;如果焊接速度过低时,不但会产生熔池下陷或烧穿等缺陷,还会增加焊接变形,降低生产率。
4、焊后要打磨接头、清理飞溅以获得均匀、美观的焊缝成形。
五、总结
以上便是我在焊接P70顶棚时采用的工艺方法和措施,由于选择了合适的焊接方法,配合了合理的工装胎模、夹具,以及适当的工艺参数和操作手法,使得顶棚的焊接变形比以前的焊后产品的变形要小得多,需要矫正的工作量减少,大大降低了劳动强度,在获得成形美观、机械性能优良的焊缝,同时降低了成本,提高了生产效率。
参考文献:
①《P70顶棚作业指导书》
②《焊接手册》机械工业出版社
③《焊接工艺理论与技术》机械工业出版社
作者简介:
姓名:王婷(1982.06-27);性别:女,籍贯:河南省临颍县,学历:大专,毕业于武汉大学;现有职称:高级技师;研究方向:焊接;
