卫生纸机真空系统节能及系统优化技术
2018-08-24杨凤辉芬兰兰泰克系统有限公司
杨凤辉 芬兰兰泰克系统有限公司
简单说来,造纸过程就是一个脱水过程,因为从浆到最终的纸或纸板,含水量将从99%减少到10%以下。如今,真空系统在造纸脱水过程中扮演着重要角色,如排水、纸幅处理、毛毯洗涤等。兰泰克抓住这一个关键点,研发了一成套的脱水系统节能优化解决方案。兰泰克系统优化技术体现在三个方面:真空系统、刮刀和脱水系统以及在线脱水测量系统。

图1 兰泰克系统优化技术
1 真空系统及脱水问题分析
1.1 卫生纸机脱水常见问题
1)局部真空过高导致成形网、毛毯负载大,磨损大;
2)真空压榨辊及刮刀配置不合理导致脱水效果差,纸幅进扬克缸干度低;
3)汽水分离器配置和管道连接不合理导致系统中产生大量泡沫,化学品消耗高;真空管道真空度损失大,导致真空能耗高;
4)喷淋水温度低,喷嘴方向、角度设计不合理导致成形网、毛毯清洗效果差,脱水效果差,纸幅成形效果差;
5)无精确脱水流量计导致只能依靠经验采用高真空度脱水,真空能耗高。
1.2 卫生纸机真空系统运行效率影响因素
1)设备选型
高效率的真空系统设备能极大减少真空系统能耗;
传动损失尽可能少。
2)工艺优化
真空系统管道设计合理化,尽可能降低压损;
自动控制提高操作效率;
合理真空系统设计;
合理刮刀脱水与计量配置;
工艺条件优化(浆料、工艺水、真空等);
供给侧(真空设备)和使用侧(纸机网部、压榨部)都要考虑到,以上两部分对纸机真空系统运行效率的影响基本上各占50%,因此设备与工艺优化是卫生纸机真空系统高效运行的关键。
2 真空系统
2.1 卫生纸机常用真空系统发展历程
纸机真空系统技术经历了水环泵技术(第一代)、传统透平机技术(第二代)和变速透平机技术(第三代),如图2。
第一代水环泵技术,发明于1900年,现在世界上仍有90%以上的纸机使用该技术。
第二代定速透平机技术,发明于70年前,相比水环泵技术,汽水分离充分,无需密封水,抽真空效率较水环泵技术要高20%~30%。依据抽真空级数,市场上的第二代透平机又可分为单级透平机和多级透平机。
第三代变速透平机技术,芬兰兰泰克公司于1999年成功投入市场。相比第一代真空系统技术,变速透平机技术可进一步节能30%~70%;相比第二代传统透平机技术,变速透平机技术凭借变频控制可进一步节能20%~30%。变速透平机技术相比第一代和第二代技术,由于对真空度和抽气量可以根据纸机实际生产状况进行调节,所以可以显著地改善真空系统控制,同时提高纸机运行性能和运行效率。

图2 真空系统发展历程
2.2 兰泰克真空系统技术性能
与传统的水环泵和单/多级透平机相比,Ecopump变速透平机根据纸机不同运行条件设定透平机的转速来满足纸机不同工况下动态的抽气量和真空度需求,从而带来显著的节能和节水。三种真空系统设备的性能曲线比较如图3。
Ecopump变速透平机在曲面范围内运行,表示它可以在图3中全部红色斜线区域内提供变化的真空度和流量,然而水环泵与定速透平机都只能在极其有限的两条曲线上运行(提供曲线上对应的真空度和流量)。在实际生产中,真空度和流量需求当然不可能完全契合这两条曲线上的数值。由于在水环泵绿线右侧或定速透平机蓝线上边表示超出它们的性能(过载),所以实际需要常常都是在绿线左侧或蓝线下侧,而这些数值因为不在流量曲线上,所以就很清楚地意味着能源浪费(供过于求)。

图3 水环泵、定速透平机及变速透平机运行曲线
在纸机真空系统方面,目前国内大多数卫生纸吨纸能耗在100~150kWh左右(随纸机产能和纸张定量等变化而变化),占整个纸机能耗的30%以上。采用兰泰克真空系统优化后,最佳应用案例为:卫生纸吨纸能耗约为60~90kWh,节能超过50%。

图4 卫生纸机真空系统能耗行业对标
2.3 Ecopump变速透平机特点
◆ 提高纸机运行性及效率;
◆ 节能30%~70%的真空系统,投资回收期1~2年;
◆ 完全释放纸机供应商因“过度设计”所产生的节能潜力;
◆ 相比水环泵,无密封水要求。无需冷却塔/消音池及水处理费用;
◆ 施工及运行费用低;
◆ 安装维护简单,改造项目可在纸机停机甚至运行时进行。

图5 Ecopump变速透平机
卫生纸机真空系统节能优化过程,对于新纸机来说设计时就直接设计好并安装即可。对于现有纸机改造,也很方便,直接在旧真空泵边上另设计,旧真空系统可以留在原地,作为备份。

图6 新纸机真空系统安装和旧纸机真空系统改造
3 卫生纸机脱水测量系统
目前,绝大多数纸机都没有配备准确、可靠的网压部脱水计量系统,少数纸机配备的是传统的电磁式流量计,而电磁式流量计往往由于受到测量条件的限制无法准确反映实际脱水量,也就无法为真空调节提供真实有效的依据。芬兰兰泰克公司的Ecoflow在线脱水测量系统,其采用重力原理巧妙测量纸机各关键脱水点的脱水量,相比传统的电磁式流量计,Ecoflow能最大限度地避免水中气泡、纤维以及其他因素对测量结果准确性的影响,从而显著提高脱水测量准确性。通过对关键脱水点的精确测量,使用Ecoflow作为辅助工具来调节纸机关键脱水点的真空度,可以优化真空度,合理化毛毯选型,最终提高纸机运行效率。
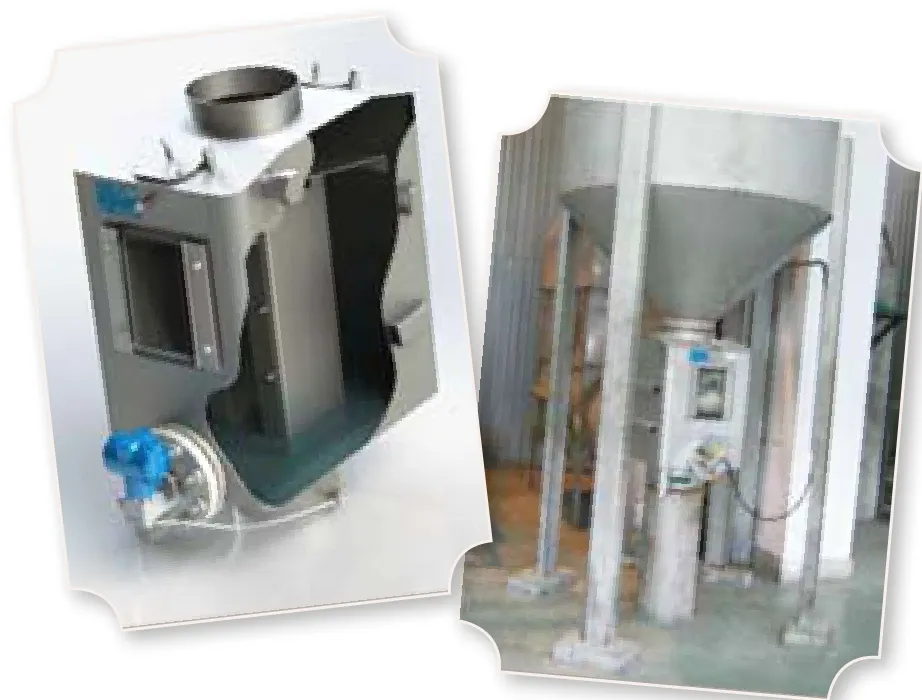
图7 Ecoflow在线脱水测量系统

图8 卫生纸机关键脱水点检测安装位置(左为BF型,右为新月型)
图9 举例说明了利用Ecoflow在线脱水测量如何优化最佳毛毯吸水箱真空度。纸机压部的脱水量是毛毯吸水箱脱水和压区脱水的总和,它们的脱水量可通过测量毛毯吸水箱汽水分离器水腿及压区接水盘脱水量获得。从图9可以看出,随着真空度的提高,毛毯吸水箱的脱水量呈现上升趋势,而接水盘的脱水量却逐渐降低,总脱水量也呈现出逐渐下降的趋势。当毛毯吸水箱真空度为-30kPa时,总脱水量达到最大为1,625L/min,实现最佳的脱水效果。此真空度即为该纸机该抽吸点在这一运行条件下的最佳真空度。由此可见,压区脱水对压部总脱水量起到主导性的作用,在某些情况下甚至可以关闭部分毛毯吸水箱以实现最佳的压区脱水并提高出压区干度。
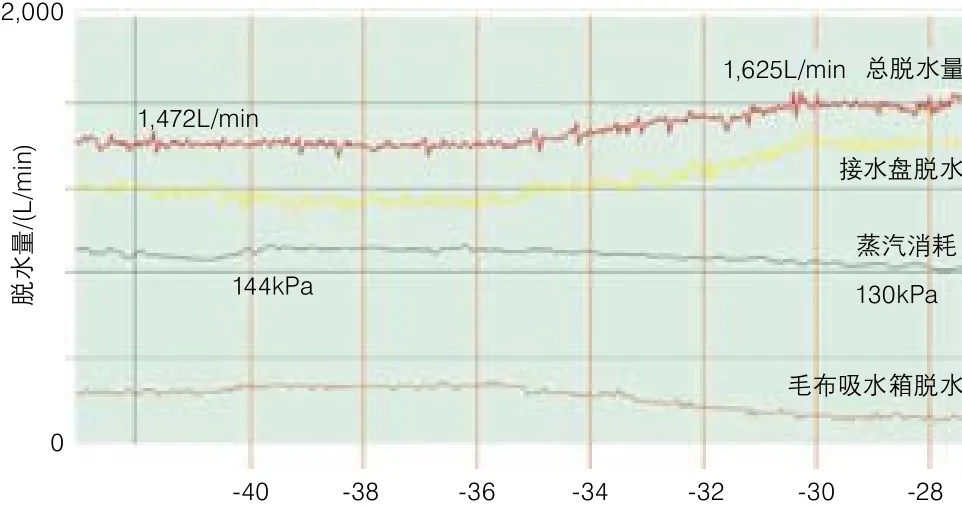
图9 毛毯吸水箱真空度对压部脱水量的影响
另外还可以借助Ecoflow优化毛毯选型。从图10可以看出,采用左边的毛毯,45天内,脱水效果较好,脱水量稳定。而45天后更换了毛毯之后,脱水效果不好,脱水量降低。由此可以根据Ecoflow系统来选定左边的毛毯。
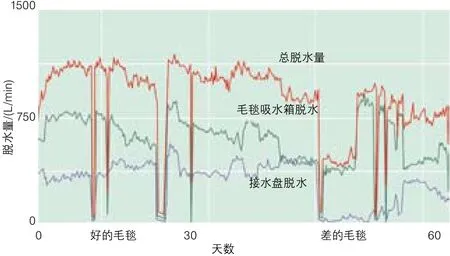
图10 不同毛毯对压部脱水量的影响
借助Ecoflow还可以优化纸机运行性能。从图11看出,更换毛毯后,0~5天内断纸非常频繁,影响生产效率。降低真空度或者关掉几个吸水箱后,断纸次数明显减少,脱水量也增大了。由此可以优化纸机运行性能,提高生产效率。

图11 毛毯真空度对运行性能的的影响
4 卫生纸机刮刀及接水盘系统
干燥部蒸汽消耗过高和纸机运行效率低的问题也困扰着很多的造纸企业,最主要的原因为:纸幅出压部干度低,容易造成断纸和干燥部蒸汽消耗过高。当刮刀和接水盘效果不佳时,则进一步加剧了这一现象。刮刀性能差使得压部脱除的水无法全部刮除,最终回到毛毯和纸幅造成回湿;接水盘效果差使得压区脱除的水无法被全部收集,最终回到毛毯和纸幅,还会造成脏物在接水盘下表面积聚并最终掉落到毛毯造成断纸。所以最大限度刮除和接收真空压榨辊脱除的水,从而减少纸幅回湿,提升纸幅进扬克缸干度,实现能耗节约和产能提高。
芬兰兰泰克AirBlade空气刮刀技术及接水盘系统,借助压缩空气的原理,从根本上解决沟纹辊或盲孔辊脱水效率低以及回湿等问题,极大提高压部脱水效率。

图12 兰泰克刮刀及接水盘系统
5 兰泰克系统优化理念
以芬兰兰泰克系统优化为例,真空系统采用变频控制,可根据纸机不同运行条件设定透平机的转速来满足纸机不同工况下动态的抽气量和真空度需求,刮刀与接水盘可最大限度接收和脱除压区脱除的水,降低毛毯和纸幅回湿。在线脱水测量系统提供实时及准确的脱水数据,作为辅助工具用来调节纸机关键脱水点的真空度。变频透平机、刮刀和接水盘,及在线脱水测量三者协同作用,达到在最大化纸机运行性的同时,最小化真空系统能耗的效果。三者结合对纸机进行系统优化的关联关系如图13。

图13 兰泰克系统优化理念
6 结论
系统优化=纸机系统运行收益最大化:
◆ 网部及压榨部真空系统合理配置,有助于降低真空系统能耗,减少成形网及毛毯的负载和磨损,延长成形网和毛毯使用寿命。同时,成形网和毛毯传动负载也会降低,从而节约传动电耗。
◆ Ecoflow在线脱水测量实时监测各个脱水点脱水量,通过Ecopump变速透平机方便地调节纸机真空系统,借助Ecoflow脱水量反馈即可找到最合理的真空配置以达到脱水量最大化。
◆ 刮刀和接水盘作为最直接的脱、排水工具,合理、高效的刮刀和接水盘可确保高效脱、排水,以及最小化的纸幅回湿。真空、刮刀、脱水及脱水测量之间互相促进,从而达到提高压榨后干度、提高产能以及提高纸机运行性的系统优化效果。
◆ 另外,合理的真空和脱水配置也为快速开机以及优化毛毯选型,提升纸机运行性能创造良好条件。
7 兰泰克真空系统在生活用纸行业案例

表1 兰泰克真空系统改造案例(国外)

表2 兰泰克真空系统案例(国内)