一种薄壁盘类件的加工方案
2018-08-22宋凯齐飘
宋凯 齐飘


摘要:机械加工中,工件的夹紧定位至关重要,然而薄壁奇形件的装卡一直不易解决。本文以车床加工离合器端盖为例,提出一种异于传统的夹紧定位方式,开拓思路。
关键词:薄壁;奇形;摩擦力
对于车床而言,传统的薄壁类零件在加工过程中一般选择抱爪,用增大接触面积的方式,减小零件的卡紧变形进行加工。此种加工方案虽然结构简单,可靠性高,但对于无法卡持的盘类零件却束手无策,下面以离合器端盖为例,阐述一种加工奇形盘类件的加工方案。其加工位置如图1所示,材料为铸铝。
1.卡具體
卡具体结构如图2所示,卡具体通过连接盘与主轴头连接固定。Ⅰ处为卡紧定位结构,由3个均布的弹性销组成。在上料时,工件推入卡具体内,均布的弹性销3点浮动支撑对零件进行径向定位,然后利用弹簧的弹力将工件卡持在卡具体上。Ⅱ处为轴向定位驱动结构,由5个均布的齿形块组成。5个齿形块配磨等高,保证工件卡紧后不会发生变形,其端面的尖齿,用来驱动工件旋转。Ⅲ处为辅助支撑结构,由5个液压支撑缸组成,其目的是为了抵消车削端面时的轴向分力,防止工件车削过程中发生变形。
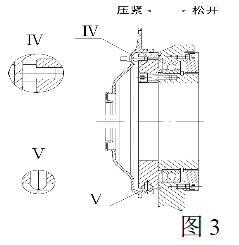
2.压板体
压板体结构如图3所示,压板体由油缸驱动,沿轴向移动,压紧、松开工件。Ⅳ处为压紧驱动结构,前端为5个弧形聚氨酯压条,压条位置与Ⅱ处的齿形块一一对应,压条固定在后端的压盘上,压盘与压板体通过深沟球轴承连接。压盘外圆柱面上均布5个尼龙柱,如Ⅴ处所示,为防止工件在切削过程中径向窜动,起径向限位的作用。由于在工件压紧加工过程中,为防止工件由于压紧力变形,要求压条压在齿形块的支撑位置。因压盘角向可以自由旋转,因此,在压板与工件不接触时,需要固定压盘角向位置,增加锁紧机构,其结构如图4所示,插销与后端的薄型液压缸连接,液压缸驱动插销前后移动,插销向前,压盘锁紧,插销向后,压盘松开。
3.加工过程
将工件置于卡具体内;压板体向前移动,将工件压在卡具体上;辅助支撑油缸伸出;插销向后,松开压盘;主轴旋转,加工零件。加工完成后,主轴回到原点,支撑油缸收回,插销向前,锁紧压盘;压板体向后移动,松开工件;将工件取下。
4.结语
以压代卡,靠摩擦力端面驱动。只要卡具体和压板满足装配要求,薄壁件在加工过程中就不会发生卡持变形,保证了加工的一致性。
参考文献:
[1]沈阳第一机床厂中捷友谊厂沈阳第三机床厂编著机床工人技术手册,辽宁科学技术出版社,1989.5
[2]李洪主编实用机床设计手册辽宁:辽宁科学技术出版社1999.1
[3]隋秀凛高安邦主编实用机床设计手册[EB/OL].www.uudx.com
[4]王志刚薄壁零件加工变形分析及控制方案《中国机械工程》,2012
