劲酒推动行业生产方式升级(四)-------大曲清香型白酒酿造工艺技术开发与应用
2018-08-18蔡志鹏
蔡志鹏 吴 鑫


自动输粮系统
湖北枫林酒业酿造有限公司进行了酿造工艺技术研究、开发、应用,效果良好。
一、自动化输粮系统
储粮:枫林酒业公司新上6000吨钢板粮仓及输送成套设备系统工程,包括4座1500吨的高粱筒仓及配套的通风除尘设备、输送设备、计量设备。
输粮:采用输送系统进粮,原理是通过刮板机输送,采用自动称粮系统精确计量,再通过斗式提升机提升至泡粮桶,进粮采用液位方式自动控制进料量,满料后自动切换至下一泡粮桶,目前输送效率约30吨/时。
传统储粮及输粮:传统储粮为仓库堆放,存在鼠患、受潮等问题;输粮为人工转运、过磅后再入泡粮桶进行泡粮,存在在劳动强度大、输粮效率不高及粮食被外界污染等缺点。
工艺、自动化技术研究:整个项目共设置两套进料系统,投料口进粮方式为人工拆包投粮或散粮倾倒投粮。系统全部连续化、机械化操作,采用计算机控制。所有低压电气元器件采用施耐德、PLC组件使用欧姆龙品牌,编程软件使用欧姆龙,组态软件使用组态王。筒仓出入仓、倒仓、计量、温度监测等全部控制在二楼中控室实现,出仓设备与车间内输送设备实现联锁控制。
主要完成的项目任务:通过研究及实际生产改进,枫林酒业小曲白酒酿造新工艺目前使用刮板机和提升机将原料运送至酿造车间,将粮食运送至车间泡粮桶,整个操作过程全部连续化、机械化操作,采用电脑自动化控制系统。
解决的关键技术与关键问题:针对粮食输送过程出现的除尘效果不理想问题,在进粮、输粮环节增加除尘设备,通过增加吸尘口等方式减少杂质对生产的影响。针对发粮过程中采用人工控制发粮量的问题,在发粮时,通过先水后粮,液位到达设定值时,自动关闭控制阀门,从而减少发粮人数1人,缩短发粮时间,有效解决在发粮过程中人工控制发粮量的问题。

泡粮、蒸粮立体物流
进粮刮板机输送效率:小曲白酒酿造新工艺采用横向刮板机和斗式提升机将粮食运送至酿造车间,目前稳定输粮效率为30吨/小时左右,运行效率稳定,与传统人工相比,不需要人工运料泡粮,实现全机械化,减轻员工劳动强度,提升运输效率。
发粮液位控制效率提升:通过液位控制法来进行发粮操作,减少1人现场人工操作,每次发粮缩短发粮时间约2小时,效率提升近两倍。
二、泡粮、蒸粮立体物流
传统生产中,每班靠人工手推小车从传统粮库中领取袋装粮食,然后通过人工将粮食每袋解开后倒入泡粮桶中,劳动量大且效率低。平面物流占地面积大,人流、物流交叉,易产生安全隐患,且靠人工转运(粮食、糟醅),劳动强度大。由于平面物流存在诸多的不足,2007年在行业内率先实行平面物流转立体物流的验证,根据验证结果,2008年建设新工艺车间一栋,通过从传统酿造到半机械化(生产中粮食由人工运到现场,提升至三楼泡粮桶)生产。
工艺、自动化技术研究:整个项目实现酿造生产全过程实现机械化(粮食输送入仓 → 粮食提升入三楼泡粮桶→ 浸泡好的粮放至二楼蒸粮锅 → 粮食蒸煮好后放至一楼板链进入下道工序)。
主要完成的项目任务:通过采用立体物流,实现了从传统的平面物流酿酒到立体式酿造技术的创新升级,关键工序通过设备及自控程序进行控制,降低了劳动强度及消除安全隐患。
解决的关键技术与关键问题:研究采用筒仓进行储粮,再采用刮板机及斗式提升机将粮食自动输送至泡粮桶内,所有工序动作均由机械设备来完成,从而有效降低劳动强度。通过优化及创新,采用不锈钢钢架结构来替代楼层式结构,从而有效减少建设投入成本及便于生产集中管理。改变了原有管理人员需在不同楼层频繁跑动管理的问题,提高了管理效率。

泡粮工序研究
取得的科技成果总体水平:优化与机械化生产相配套厂房设计,将原三层建筑厂房优化为一层建筑(局部设备操作区层高加高),将泡粮、蒸粮在同一设备平台实现,既显著节约了厂房建设成本,又便于车间现场定点管理。通过实现立体物流,大大减少了厂房及设备占地面积,再通过不锈钢钢架结构有效降低厂房楼层的建设成本。传统的人工将粮食转运至泡粮桶内泡粮,完成后再转运到蒸粮锅蒸粮,其中所有工序均需要人工操作才能完成。通过实现立体物流后,所有输粮均采用设备操作来实现,不仅降低了劳动强度也改善了生产作业环境。粮食泡好后自动开启阀门,粮食能通过自身的势能在1min内顺利滑到蒸粮锅中,从而节省了物料转送能源。从传统的多个作业区域到立体式的仅1个作业区域,通过优化工序结构,集中工序操作,从而实现泡粮、蒸粮的集中生产,便于工序间信息的有效沟通,提高了管理效率。
三、泡粮工序
传统工艺采用地下泡粮甑泡粮,不便于物料的运输,枫林酒业小曲白酒酿造新工艺经过验证,采用不锈钢泡粮桶安装在车间顶楼泡粮,方便物料的上下工序转运,最终确定的泡粮桶参数为:底部锥形体积0.278m3、上方长方体1720*1150*1150mm,物料容积2.55m3。在泡粮水温70-80℃、泡粮时间14-20h可达到泡粮后含水量40%左右。
试验方法:随机选取4个泡粮桶,对加水前和加水后不同时段的高粱取样检测其含水量,以此监测泡粮过程粮食水分的变化情况。
试验结论:泡粮0-1h为快速吸水期,泡粮2h时粮食含水量达到90%以上,之后随着泡粮时间的延长粮食吸水速度逐渐下降。泡粮6h粮食含水量达到蒸粮前的94%以上,泡粮6-12h粮食含水量变化不大,泡粮12h至泡粮结束粮食含水量提高1%-2%。因此,泡粮时间12h以上则满足泡粮工艺要求。
主要完成的项目任务:泡粮区控制过程主要包括进水和泡粮;主要控制点是泡粮水进水阀与排水阀,其中进水阀与泡粮水罐处的泡粮水泵联动;主要监测点是泡粮水的温度、流量以及每个浸粮槽的液位,监测数值在上位机和现场显示,同时可以在上位机与显示仪表上设置泡粮水温度和流量阈值。
解决的关键技术与关键问题:本系统设备由机架、泡粮桶、输送水泵、出料电动控制阀、转动式排粮管、液位控制器等组成。本工段设备的主要功能是将热水放入泡粮桶内,再将高粱输送到各泡粮桶中。主要工艺为先水后粮,再通过液位控制法来实现定量加粮,保证各泡粮桶粮量一致。
取得的科技成果总体水平:

自动带压蒸粮工序
进水:系统对加水过程设自动加水和手动加水,自动加水只需在上位机或现场水位显示仪表设定泡粮用水位后,点击启动,系统通过液位计自动监测控制加水量,达到设定值后自动停止。手动加水主要用于在前期调试或需要少量补水时。
泡粮:系统根据泡粮水罐内水的温度及设定的泡粮温度,判断是否需要打开蒸汽阀对泡粮水进行加热。根据设定的泡粮水温、时间进入泡粮过程。
四、带压蒸粮工序
传统工艺采用敞开式粮甑蒸粮,枫林酒业小曲白酒酿造新工艺通过实际验证,采用不锈钢压力锅蒸粮,安装在泡粮桶下方,方便物料转运。最终确定的蒸锅参数为:锅体内径为1900mm,高度为1600mm,设计压力0.28MPa,耐压试验压力0.35MPa,最高允许工作压力0.28MPa,容积3.5m3。采用二次带压蒸粮、一次焖水工艺,全程由电脑控制自动蒸粮,相比传统的三次蒸粮、二次焖水工艺,在节约能耗和操作便利性方面有明显优势。
试验方法:每天投料300公斤,蒸粮一锅,入一个发酵槽车,观察对比粮食蒸煮效果。
方案一:直接加水密封蒸粮再敞蒸,开展20天试验。
方案二:采用泡粮、排水、初蒸、焖粮、排水、带压复蒸工艺,开展10天试验。
结论:方案二粮食柔熟、爽粒,裂口率85%以上,粮食整体水分适中,耗水量偏多,耗汽量较少;方案一粮食柔熟、部分粮食淀粉溢出,粘手,裂口率15%左右,主要为破皮较多,粮食表面水分较重。综合比较,方案二优于方案一。初步确定最佳蒸粮工艺流程为:泡粮 — 排水 —上汽保压 — 泄压 — 焖粮 — 排水 — 低压复蒸 — 出粮。
方案二与传统常压蒸粮工艺对比(以单锅1.25吨计),带压蒸粮工艺相比常压蒸粮工序,少了1道焖粮环节和1道蒸煮环节,既节约了蒸粮时间又节约了能耗;由于蒸锅的转动和运行操作均需要电驱动,而传统常压蒸粮依靠人力多,故耗电少。

项 目 工艺流程 耗时 耗电量 耗水量 耗汽量带压蒸粮 1次焖2次蒸 2小时 110度 2.45吨 42公斤传统常压蒸粮 2次焖3次蒸 3小时 ----- 4吨 80公斤
标准化蒸粮工艺的研究:不同蒸粮参数的粮食感官验证结果如下:经过连续跟踪验证,方案1、2、3、4与原工艺蒸粮感官效果相差不大,但是方案1、2、3相比方案4的生产时间相对较长,且蒸粮稳定性不如方案4。因此,在验证过程中,将方案4中的工艺参数作为最佳蒸粮工艺。
总结:结合车间设备的具体情况,制定压力锅带压蒸粮试验方案并对方案进行了多次的试验摸索、分析验证,确定最佳蒸粮工艺流程为:泡粮—排水—上汽保压—泄压—焖粮—排水—低压复蒸—出粮。蒸粮工艺主要参数:初蒸为0.13MPa保压25min,最佳焖粮时间控制在35-45min,复蒸压力为0.06MPa保压15min。实际投产过程中由于设备参数和粮食品种的变化,会结合实际情况进行微调。
蒸粮参数适宜性验证:2016年枫林酒业酿造车间蒸粮数据,熟粮水分范围55.30-58.84%,均值57.29%;水分标准范围内占比86.52%。说明蒸粮工艺参数适宜。
带料自动蒸粮系统验证:酿造车间经过自动控制系统反复空锅调试及整改后,于2015年11月3日进行了单锅带料自动蒸粮,整个带料调试过程较顺利,熟粮感官较好。
本系统实现中控室上位机和现场显示,一键自动控制整个蒸粮过程,这些键包括:自动初蒸键、自动焖粮键、自动复蒸键。其中自动初蒸键主要控制第一次排水,进蒸汽,保压,泄压;自动焖粮键主要控制进焖粮水,排焖粮水;自动复蒸键主要控制第二次进蒸汽,保压,泄压,提示出粮;现场共有8个蒸锅。所有粮甑的压力和温度在现场和上位机显示和设置阈值。

摊粮工序研究
主要完成的项目任务:现场安装筛上、筛下阀门的进汽压力传感器,可以及时监测筛上、筛下的进汽压力,避免粮甑筛上加热蒸汽管道压力过高出现蒸坏粮食情况。进料过程结束时,现场工作准备就绪。现场操作人员点击进料完成按钮并点击相应蒸锅自动启动,系统自动进入排水过程。当排水完成后,在现场或者上位机设定压力和保压时间、排水、排气等一系列参数,系统对蒸煮过程实现自动控制,自动开启蒸汽阀,定时开启排气阀,关闭排水阀,提升粮甑内压力、温度达到设定值,进入保压过程,过程中粮甑内处于自然状态,保压时间达到设定值后,系统开启排气阀排压为零。进入加水焖粮阶段,自动打开焖粮进水阀,排气阀,通过流量计自动累计加水量,水量达到设定值后,系统进入二次排水请求状态。系统提示操作人员进行排水操作,结束后进入复蒸过程。复蒸完成后,系统自动打开排气阀,排水阀,启动排水泵,时间达到设定值后关闭排气阀,同时关闭排水阀、排水泵。罐内恢复常压后,操作人员进行出甑操作。
五、摊粮工序
传统工艺采用人工将蒸好的热熟粮转运至通风凉床降温的方法,枫林酒业小曲白酒酿造新工艺通过不锈钢机械板链传输粮食,中途经过带有大功率制冷机组降温的摊粮机对粮食进行降温,再添加酒曲入槽。在夏季生产采用制冷机组降温仍然可以保持适宜入槽温度,其它季节用抽风机和引风机降温即可满足工艺要求。
验证方法:通过研究不同室温下的摊粮风机开启组合、制冷机组模块控制,精准控制出风温度,从而使物料温度达到工艺要求。
结论:①风机组合模式由3#、4#、7#离心风机改为2#引风机、3#、7#离心风机,提高表层熟粮干爽度,同时降低熟粮水分差;②为确保入槽温度控制在16-18℃,针对不同室温、不同入槽微调7#离心风机风量,比如刚摊粮时室温偏低(2℃左右),熟粮降温稍快,7#风机进风口开启稍小,待室温略微上升后,7#风机进风口开启可稍大(1/5调至1/4)。
摊粮制控温效果验证方法:对比各月份使用大风机降温和使用制冷机组降温效果,摸索出不同环境温度下的制冷机组开启功率。
试验数据及分析:使用摊粮强降温设备后,不同季节入槽车温度较稳定,酒率也稳定在较高的水平。
主要完成的项目任务:蒸粮完成后,进入摊凉环节。每条生产线有两台摊凉机。系统需先设定出风温度、加曲机速率值,然后进入进料请求状态。进料时进入降温过程,在整个降温过程中,系统会根据物料的实际温度以及设定的温度,自动控制风机开启台数。温度过高将增加风机开启台数,温度低于设定温度将降低风机频率。异常情况改为手动控制。物料经摊凉机降温后进入粮曲混合绞龙,加曲机频率与物料厚度成比例手动调节。加曲机均采用变频控制。经过粮曲混合绞龙后入槽车。自动控制键主要控制接粮斗网带输送机,板链提升机、摊凉机、加曲机、粮曲混合绞龙、板链输送机。每台摊凉机设有一个急停按钮,控制相应的流程设备,当自动启动时,先启动流水线最后端的设备,再向前逐个启动。摊凉机入口处料斗中有料位开关,如果达到高料位,前面的接粮斗网带输送机与相应的提升板链机停止,当回到低料位时,设备重新启动,系统实现互相连锁,当一个设备出现故障时,可根据设定程序连锁控制其他设备的启停。加曲机具有来料判断功能,粮食没有到位则自动停止。制冷机组分模块控制,实现精准控温,所开制冷机组模块的组数和风机的台数由温度计检测到的摊凉机物料的温度所控制。现场温度探头检测需实际接触粮食进行探测,保证检测温度的准确性。同时通过实现制冷机组分模块式控制,根据环境温度的不同而开启制冷机组模块台数,有效降低制冷机组用电能耗。
六、机械定量加曲、拌曲
传统工艺采用手工多次下曲再拌曲的方法促使粮曲混合均匀,小曲白酒酿造新工艺经过试验并不断改进,采用滚轴式机械下曲机,安装在粮食输送管道上方,均匀下曲,可达到一次加曲就达标的目的。

自动入槽工序
精准加曲控制研究:新工艺与传统工艺加曲环节的工艺差异,主要体现在加曲次数的变化。传统工艺分三次加曲,每次加曲后,人工翻动混合一次。新工艺采用机械机加曲,加曲比例仍然保持传统工艺25%的比例,熟粮在经过机械下曲机加曲后,由粮曲混合绞龙实现粮曲的均匀混合。经一年的使用效果跟踪,熟粮经过一次加曲后,粮食吃曲均匀,无酒曲添加不均匀的现象。熟粮加曲后入槽发酵,均能在正常的时间内完成发酵,且酒率有明显优势,说明按照占干粮重量比25%的下曲比例适宜。通过调整设备加曲频率,现能控制加曲比例为24.5-25.5%,完全满足工艺要求。
七、自动入槽车工序
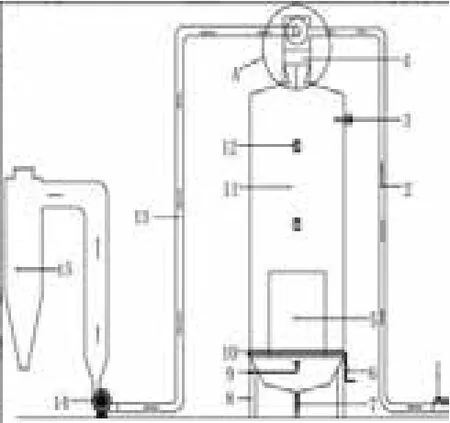
传统大曲清香酿造工艺使用地缸发酵,劳动强度较大。枫林酒业小曲白酒酿造新工艺采用使用可转运的不锈钢槽车自动进料然后转运至恒温发酵间发酵,发酵结束后不需要人员出料,极大地降低了劳动强度。
试验数据及分析:从下表可以看出:新工艺比传统工艺的平均出酒率高出近2%,酒率提升较大。酒质方面,从指标上看二者差别不大,有害成分均控制在较低的水平,感官上新工艺的酒体更加干净,酒质也更稳定。

酒质数据 平均酒率 总酸 总酯 乙酸乙酯 甲醇 正丙醇 杂醇油传统工艺 42.24% 0.64 3.12 201.2 17.1 17.9 61.1新工艺 44.16% 0.67 3.31 217.2 11.5 15.3 58.0
入池自动耙平机使用效果验证:
验证方法:一方面验证自动耙平机输送效率、耙平效果,另一方面验证耙平机入槽车温度是否均匀。
试验数据及分析:从下表可以看出,整体入槽车温度符合要求,但是内侧和外侧少数点还是存在1℃以上的温差,产生的原因主要是风冷机铺料的上下层温度不一致,酿造车间为首次使用自动耙平机,后期经过不断改进,将温差控制在1℃以内。从长期生产情况来看,自动耙平机输送效率及耙平效果较好,可满足生产要求。
主要完成的项目任务:控制过程分为单机控制、联动控制和一键控制三种模式:
单机控制:单机控制就是对某一个设备进行单独控制,分别通过各自的手动启停开关实现。酒甑出糟后,酒糟有两种走向:大楂酒糟继续经过摊凉加曲入槽车发酵,二楂酒糟通用出糟绞龙直接输送到丢糟场。大楂糟冷机板链采用变频器控制,可实现手/自动操作、现场和远程实现频率调节。大楂糟冷机的风机采用分组控制,每组由一个变频器控制,根据摊凉机出口处检测到的物料的温度来决定所要开风机的组数和风速,经摊凉机后定量加曲并入槽车进行二次发酵。

自动入槽工序
联动控制:出糟分为丢糟自动1(出糟输送)、丢糟自动2(酒糟摊凉)、丢糟自动3(加曲入槽),相应有启停按钮,丢糟自动联动控制,设有急停开关;大楂酒糟把整个二楂生产过程分成三个联动部分,第一个部分:从酒甑出糟到输送板链;第二个部分:酒糟的摊凉;第三个部分:混合加曲入槽。每个部分一对自动控制启停按钮,分别控制该部分多对应的所有设备。现场有一个控制柜和一个触摸屏,每个分别控制不同的部分,上面有该部分的联动按钮、单机启动按钮和急停开关以及整个大楂吊酒线的联动按钮。在混合料斗内有料位开关,当达到高料位时,上面两个部分的设备全部停止,当料位回归正常时在重新开启。
一键联动:每个现场控制箱上都有控制该区域所有设备的一键联动按钮。对应于第一部分的三种联动模式,一键联动也有三种模式,在常温摊凉机出口处的输送带上和板链的末端都有物料温度检测设备。
八、发酵工序
传统工艺采用地缸发酵,发酵环境温度不可控。枫林酒业小曲白酒酿造新工艺使用不锈钢槽车自动进料然后转运至恒温发酵间发酵,一年四季发酵环境均可控,酒率和酒质均有明显优势。通过枫林酒业在实际生产过程的不断改进,最终确定发酵间环境20-24℃的工艺标准,发酵间温度由电脑系统自动控制。
不锈钢槽车发酵工艺验证方法:在新工艺车间实际生产中试验不同体积槽车发酵的可行性。
试验数据及分析:
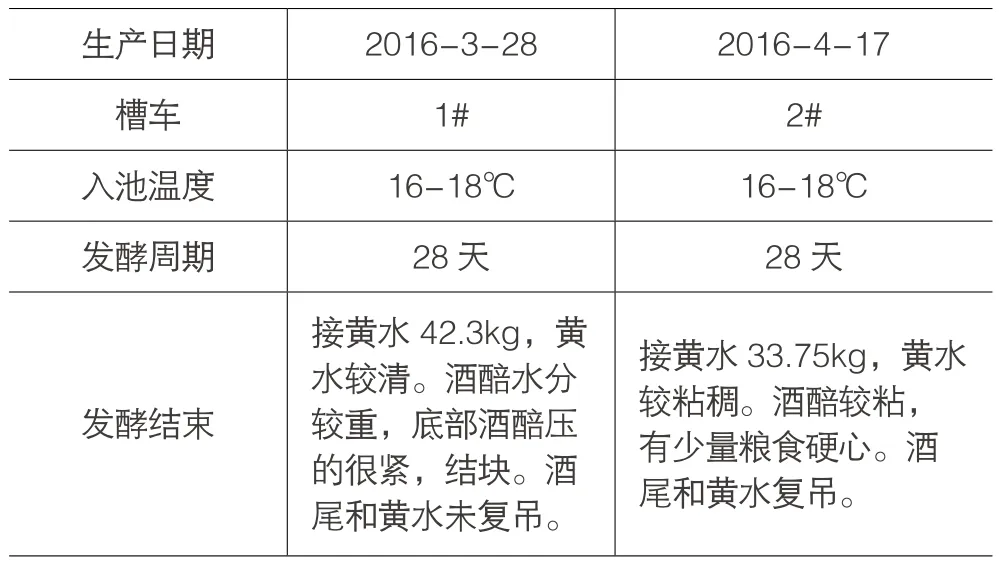
酿造车间槽车试验数据表

出酒率 44.10% 43.43%
简析:初期试验在不同入池温度及发酵周期下,酒率均不低于传统工艺(传统工艺酒率一般为42%左右)。
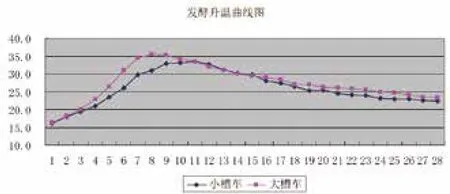
小槽车与大槽车发酵升温曲线图
简析:发酵升温均符合“前缓中挺后回落”的规律,但小槽车散热效果更好,顶温更低些,适合低温发酵,利于产出优质酒,酒体口感上更加干净,糟味少。
结论:不锈钢槽车发酵在酒质上有一定优势,且试验初期酒率就已不低于传统工艺;因小槽车更低于低温发酵产出优质酒,因此枫林酒业采用小槽车发酵。
最佳发酵周期验证:
验证方法:在新工艺车间酒醅入槽车后,每隔24小时从槽车的上、中、下层分别取250g酒醅,加水500ml,蒸馏出100ml,进行酒度检测和气相色谱检测。多次试验,分析主发酵期和色谱成分的变化趋势。
试验分析:发酵25天后酒度基本稳定(误差来自于蒸馏过程);发酵第28天乙酸乙酯等风味成分处于最高值。因此,综合比较,发酵期28天为最佳。
发酵间控温标准验证:首先根据传统的最佳出酒季节的平均气温,以及微生物的特性,设定18—25℃的温度范围进行试验,综合考虑酒醅的升温启动情况、发酵后期的降温速度,最终确定发酵间的温度控制在20—24℃最为适宜。
自动控温:发酵间所有空调机组通过9个电控柜进行控制,每个电控柜控制8路(编号为1—8)空调机组,单路空调机组由一个吸风口和4个出风口构成,单路空调上所有吸风、出风口风机进行联动控制。每个电控柜配备有一个单独的温度传感器,将发酵间分为9个自动控温区域,传感器安装在现场电控柜外,实现底部及顶部基本无温差。
CO2浓度自动控制:在中路和靠近吊酒区一侧各安装了4个抽风管道,在发酵间中间区域过道处安装有4个CO2浓度测定仪,通过对CO2浓度数据的采集和反馈,控制自动抽风设备的运行。
无线自动查温探头:共计121个,此温度探头为可移动式,将其放置于发酵槽车物料中,实现对发酵槽车的升温过程进行实时监控。

蒸馏及自动收酒系统
物料进入发酵槽车后,系统进入发酵过程。发酵时间达到设定值后,发酵过程结束。系统利用物联网技术对发酵室内二氧化碳气体浓度和发酵室内的温度进行监测,并根据设定二氧化碳气体的浓度值控制换气设备的启停。对室内二氧化碳气体浓度进行监测,并根据设定浓度值控制换气设备的启停(二氧化碳仪表检测范围在0-8000ppm)。系统对发酵间的温度进行记录性监测。温度检测元件采用有线传输,将数据传至上位机和现场显示屏。
九、自动收酒系统
传统的收酒主要依赖人工使用收酒小车接酒,再通过手动操作阀门实现分级、转运过磅再抽酒入库,整个操作过程均为人工操作,效率低下,且人为转运及操作过程均存在偏差。枫林酒业自动收酒系统,系统采用可编程序控制器(PLC)进行控制在线检测仪表(压力变送器),实时监测产酒情况及信息,实现自动化的过程控制。馏酒完成后再通过上位机读出过程数据并记录,再自流收酒至收酒库酒罐内,通过集中分级后采用液位控制方式来实现自动输酒,将酒体转至陈酿罐区进行分类陈酿。
自动收酒系统研究:

酒尾黄水回收系统
集中分级及自流收酒:通过PLC控制系统实现收酒自动控制,采用压力变送器采集酒体重量数据,由系统自动进行采集并记录。读取信息结束完成后,再通过集中分级及高低落差自流方式将酒体自流收酒至收酒库进行存放。
在线监控及自动输酒:所有不同级别酒体收至收酒库酒罐时,均通过(PLC)控制系统及压力变送器进行在线监控,可实时读取生产相关数据及信息。当酒体储存至设定量时,系统自动开始转运并抽送酒体至陈酿罐区,实现酒体分类、分区域存放。
十、黄水回收、自来水回收、水渣过滤等辅助系统
传统工艺黄水回收复吊主要采用单个塑料桶接,接好后再通过人工转运至酒甑内进行复吊回收。由于单个槽车黄水回收量大,且均需人工搬运才能完成,造成操作工序复杂及劳动强度大。在传统馏酒过程中,自来水经过冷凝器循环一次后,由于温度升高,再用于馏酒则冷却效果较差,只能进行排放处理,主要表现为能源浪费及增加污水处理成本。在酿酒生产时,酒糟及杂质很难进行过滤、清除,导致大量酒糟流入到污水处理站,加大污水处理负荷,甚至于未及时清理而堵塞污水管网,加大管理难度。
黄水回收系统:通过在发酵间东墙边设计一排黄水槽,槽中间增设一个黄水收集池,待糟醅发酵完毕后,通过叉车转运至黄水槽边上,打开控制阀门,黄水自动流入黄水槽中,汇集到收集池内,等黄水液位升至一定量时,启动酒泵将黄水抽至酒甑内进行复吊。通过与传统黄水回收比较:便于统一管理,统一在一个地方进行收集,其次为简化工序操作难度及大大降低员工劳动强度。
自来水回收:结合传统工艺馏酒自来水直接排放,未循环利用等缺点,通过将馏酒自来水进行回收再利用(主要用于清洁及加热后做为泡粮用水),若储水罐自来水蓄满水时,再将馏酒冷却水通过管道引至环岛鱼塘内循环使用。通过实施自来水回收主要优点有:自来水回收重复利用,节约能源。做到车间清污分流,有效降低污水处理成本;且可用于自来水临时停水后的应急使用。
水渣过滤:通过在车间所有污水排放口处加装隐形式不锈钢筛网接收篓,同时结合前端过滤装置进行拦截,实现两级酒糟过滤拦截,当过滤装置出现堵塞迹象时。液位上涨,提示员工及时对其进行清理,这样就可以有效做到水渣过滤分离,防止酒糟及杂质流入到污水管网及环保站,从而降低管理难度及环保站处理负荷。
十一、谷壳清蒸工序
由于酒甑高度较小,传统工艺在清蒸谷壳过程中蒸汽难以均匀穿透所有谷壳,导致谷壳感官不一。清蒸后谷壳直接存储在生产现场,易受潮发霉,造成谷壳变质,影响酒的品质和食品安全。随着劳动力成本增加,生产环境以及食品安全的重要性和提升酿酒生产效率,谷壳清蒸工序的规范化研究是非常重要的项目。
工艺研究:谷壳入库存储 → 清蒸 → 暂存 → 绞龙输送。
从以上4道谷壳清蒸生产操作工序进行机械化代替人工操作研究。将机械操作结合到实际生产工艺要求中,使生产过程控制更精细化、更能满足食品安全要求。主要研究内容如下:
谷壳入库:谷壳根据入库日期进行分批定位存储,采取集中存储的方式存储。分批定量存位存储,保证了先进先用的原则,确保谷壳的新鲜。集中存储摒弃了传统酿酒现场存储的方式,避免了受潮和霉烂现象发生。
谷壳清蒸:谷壳清蒸与酿酒生产是独立运行系统,互不干扰。谷壳采取连续式清蒸方式进行,每日根据酿酒生产所需,核定生产量,不积压库存。保证了酿酒生产用谷壳的新鲜。生产设备实现了一键式启动 ,改善效果对比如下图:

传统清蒸谷壳
设备清蒸谷壳
主要完成的研究任务:实现了谷壳、酿酒生产同步进行,互不干扰。机械化连续生产方式减轻人力劳动,提升了生产效率。生产现场谷壳清蒸、输送过程中不落地,避免了谷壳受潮和污染,食品安全得到有效保障。实现酿酒生产现场谷壳在线补料,消除了现场堆放谷壳的现象。
经济社会效益:谷壳清蒸机一次性可清蒸谷壳10m3,而传统工艺的酒甑一次只能清蒸2m3,投料量增加了四倍。采用谷壳清蒸机后显著的降低能耗(降低了60%),起到节能降耗的目的。通过运用谷壳清蒸机后,谷壳清蒸不需要单独占用酒甑,按每日占用酿酒生产时间1小时,年度每甑累计可节约300小时。机械化自动谷壳清蒸集中配料系统,是将分散资源集中进行处理后再进行定量分配的重要组成部分,也是机械化和自动化实现的必须途径,是四化生产的重要基础。
项目经验:谷壳清蒸机在设计过程中未考虑到谷壳摩擦力较大,导致谷壳清蒸机出料口过小,下料速度较慢,同时也存在搭桥现象。后期通过加大出料口,解决谷壳搭桥、下料速度慢的现象。在设计过程中,未考虑到谷壳机的除尘问题,导致灰尘扩散、沉降在谷壳表面。由于谷壳在加工过程中带有一定量的灰尘,当谷壳通过管道输送到谷壳清蒸机内部后,灰尘扩散,最终沉降在谷壳表面,造成谷壳粘结。后期通过加装排风和除尘系统,在谷壳进料时开启排风机和除尘系统,将灰尘通过排风机收集到除尘室内,做到尘料分离,从而降低了谷壳清蒸机内部的灰尘,避免谷壳表面灰尘粘结的现象。
推广应用前景:机械自动化谷壳清蒸并集中配料的系统,能够解决白酒企业规模化批量清蒸、现场连续供料及在线补料的困境。不占用酿酒设备,提升酿酒生产效率。不仅适用于大曲香型白酒酿造企业,也可应用于整个白酒行业,拥有广阔的应用前景。
研究结论:连续清蒸及集中配料系统,在大曲清香型白酒生产应用是可行的,同时也是生产实现四化的重要组成部分和基础。
主要优点:大大降低了人力劳动强度,提高了生产效率。谷壳清蒸及输送过程不落地,增加了食品安全的可控性,现场生产环境卫生显著改善。糠壳清蒸与使用同步进行,保证糠壳使用的新鲜。
