中厚板激光切割技术应用与研究
2018-08-15尤胜超
尤胜超 张 伟
(安徽合力股份有限公司,合肥230601)
激光加工技术在现代制造业发展中发挥着越来越重要的作用。对于工程机械制造行业来说,近年来,也加大了对激光切割设备的投入和使用。但在实际切割使用中,激光加工较多的应用于5mm以下碳钢板材切割,而对于6~16mm板材切割,多使用火焰切割或等离子切割技术。随着激光加工技术发展以及激光切割在环保方面的优势,碳钢中厚板也越来越倾向于使用激光技术进行切割加工。本文结合热切割原理以及实际应用案例的综合比较,阐述激光切割技术在中厚板切割中的应用,为企业实际选用提供了良好的借鉴。
1 热切割与激光加工原理
热切割是指利用集中热能使材料熔化或者燃烧并分离的方法。目前应用最广泛的三种热切割方式有火焰切割、等离子弧切割和激光切割。
火焰切割。用可燃气体和氧混合燃烧所产生的火焰来熔化金属,并将其吹除而形成切口。可燃气体一般用乙炔气,也可用石油气、天然气或煤气。
等离子弧切割。用等离子弧作为热源,借助高速热离子气体(如氮、氩及氩氮、氩氢等混合气体)熔化金属,并将其吹除而成割缝。同样条件下,等离子弧的切割速度大于气割,且切割材料范围也比气割更广。等离子弧切割包括,小电流等离子弧切割、大电流等离子弧切割和喷水等离子弧切割。
激光切割。利用激光束作为热源进行的切割,其温度超过11000℃,足以使任何材料气化。
图1是三种热切割原理的比较示图。

图1 热切割原理比较
激光切割是通过应用激光聚焦后产生的高功率密度能量来实现的。在计算机的控制下,通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定频率、一定脉宽的光束。该脉冲激光束经过光路传导及反射,并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细微的、高能量密度光斑。焦斑位于待加工面附近,以瞬间高温熔化或气化被加工材料。每一个高能量的激光脉冲,可以瞬间把物体表面溅射出一个细小的孔。在计算机控制下,激光加工头与被加工材料按预先绘好的图形进行连续相对运动打点,从而把物体加工成想要的形状。切割时,由切割头喷出一股与光束同轴的气流,将熔化或气化的材料由切口的底部吹出(注:如果吹出的气体和被切割材料产生热效反应,则此反应将提供切割所需的附加能源;气流还有冷却已切割面、减少热影响区和保证聚焦镜不受污染的作用)。
2 三种切割方式综合比较(火焰、等离子、激光)
主要从切割板厚、切割精度、切割速度等方面进行比较,分别如图2、图3和图4所示。
从上述比较图示可知,每种切割方式针对不同板厚、不同工艺条件,所体现的加工能力不同。比如,在切割50mm以上低碳钢板时,等离子和激光切割由于受技术条件限制,正常情况下较难实现切割加工,但火焰切割可以实现。对多数工程机械行业来说,所用板材产量较大的仍主要以1~30mm低碳钢板材为主,这个时候,等离子和激光切割就体现出一定的优势。表1是火焰、等离子和激光切割的简要综合比较,能直观判断优劣势。
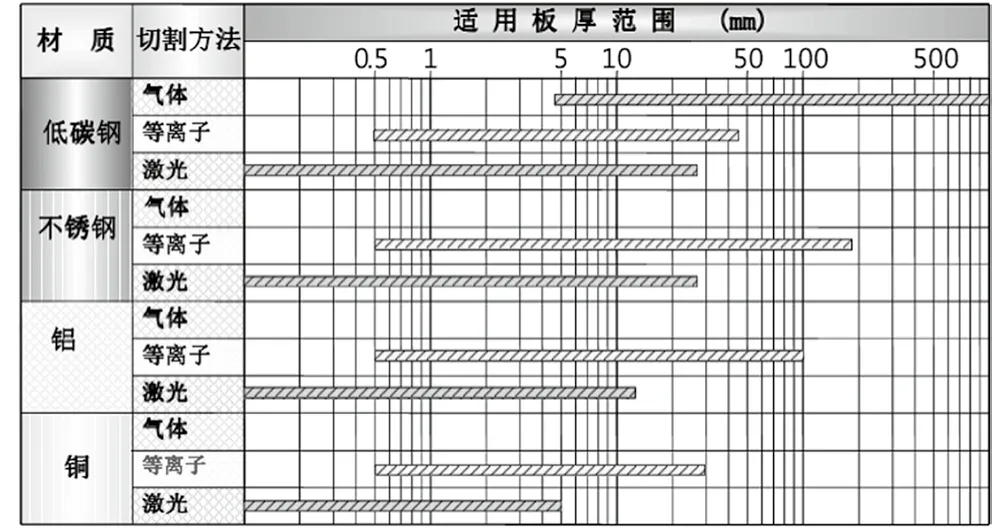
图2 可能切割的板厚比较
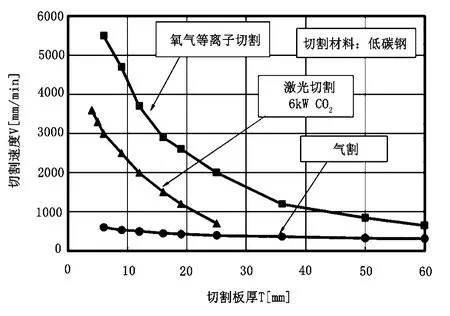
图3 切割速度比较

图4 切割精度比较
3 激光切割在中厚板加工中的优势
由于激光切割光斑小、能量密度集中、切割速度较快,所以在中厚低碳钢板的加工中,体现出很多优势。
(1)激光切割产生的烟尘、熔渣、挂渣较少,特别是熔渣和挂渣几乎没有,容易清理。不需要后道工序去除毛刺和打磨作业,降低了劳动强度,减少了环境和噪音污染。
(2)切割时,板材产生的热变形较小,部分板材可以不用再校正。
(3)由于切割缝隙较小,容易实现精细套料切割和共边共缝切割,提升了材料利用率和生产效率。
(4)激光切割加工精度高,可以部分替代螺栓孔、槽孔的加工,从而减少工序、降低加工成本;
(5)结合自动化上下料,更容易实现智能化加工。
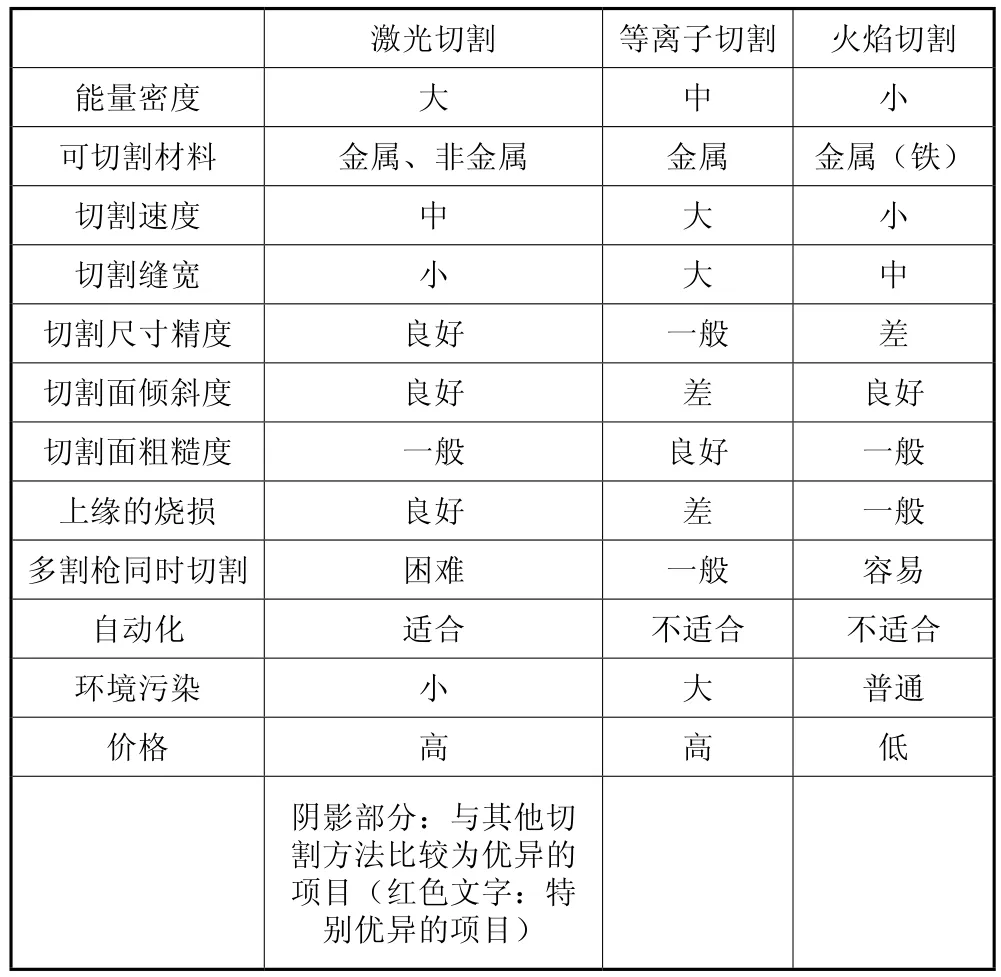
表1 切割方式的综合比较
4 结束语
随着《中国制造2025》和智能制造的推进,激光切割加工技术在企业生产中将扮演越来越重要的角色。但气割、等离子切割、激光切割等热切割技术都在不断更新发展,这几种切割技术应用的范围和场景也在不断变化,企业在实际选择应用时,可根据企业自身发展和生产工艺的需要来综合考虑,根据不同的工艺对象选择不同的切割方式,从而高效能实现在切割加工方面的生产运营。