磨机电控系统调试和维护中常见问题及处理
2018-08-15王应丽苑香丽
王应丽 苑香丽
(中信重工工程技术有限责任公司 河南洛阳 471000)
1 磨机电控系统的重要性
磨机作为整个生产线的中间环节,磨机电控系统的可靠性与安全性对磨机自身的正常运行,磨机系统的各个参数,整条生产线产量的影响至关重要,这就对磨机电控系统提出了较高的要求。系统的可靠性是指系统正确,准确,有效;安全性是指对系统相关数据的保护以及相关故障的处理能力。磨机电控系统的可靠性和安全性除了靠设计来保证外,调试和日常的维护也对系统的可靠性和安全性有着极其重要的作用。
2 磨机电控的主要硬件组成部分
磨机电控系统采用PLC为核心控制部件,以其作为过程控制的实际单元以确保磨机的安全可靠运行;以触摸屏为监控平台,作为操作人员和磨机之间接口,使复杂的生产过程可视化并且操作人员可以通过图形界面控制磨机生产过程;电控系统辅以DP通讯接口同整个生产线系统的其他设备相关联进行信息传递。同时,在启动控制方面,磨机有重载启动的要求,驱动转矩和启动电流也相应增加,引起电网系统的的电压降和电压波动,妨碍其他用电设备的正常工作,通常采用水电阻柜软启动的方式进行启动,以保证启动电流和启动转矩的需要。整个磨机电控系统由主电机高压控制设备,低压成套电控设备组成。控制系统结构框图如图1所示。

图1 磨机电控系统结构框图
其中,磨机主电机高压开关柜选用固定式户内交流金属封闭开关设备,它主要控制磨机主电机的起、停,并对主电机具有过电压保护、欠电压保护、过载、短路保护、零序、差动保护等功能,满足“五防”要求。同时与磨机低压控制系统联锁。大于1000kW或者启动容量大于上级变压器20%的鼠笼交流异步电动机或异步起动的高压同步电动机驱动的磨机采用液体电阻软起动装置,作为电机降压起动之用[1]。
磨机低压电控系统包括主电机同步电机励磁柜、PLC控制柜、低压配电保护柜、慢驱控制箱、磨机现场就地操作箱、润滑站机旁操作箱、大小齿轮喷射润滑控制箱、气动离合器控制箱、测温电阻接线箱等。
励磁柜为同步电机提供励磁电压和励磁电流。
PLC控制柜为磨机电控系统的核心,采用PLC可编程控制器和液晶触摸屏控制。主要完成对磨机主电机的启停控制,主轴承润滑的控制和保护,并协调磨机电控系统各设备之间的报警和联锁控制。
低压配电保护柜实现以下功能:磨机润滑站高低压油泵电机的控制主回路,为其他控制柜和控制箱提供电源。
慢驱控制箱控制磨机慢速驱动电机的起动、停止,正向、反向运行,以及对慢速驱动电机实施过流、过载、短路、缺相等保护;并与磨机主电机高压开关柜及磨机PLC控制柜保持联锁。
现场就地操作箱主要是来实现磨机和主电机的就地起、停操作。
3 磨机电控的软件组成
磨机电控软件有控制器软件组态部分和触摸屏软件组态部分组成。控制器软件组态部分主要实现采集模块输出信号的量化处理,系统启停顺序和控制逻辑的搭建,系统各参数的报警和归档处理。
控制器组态部分采用西门子的编程软件STEP 7。控制器组态软件的部分逻辑功能图如2~3所示。
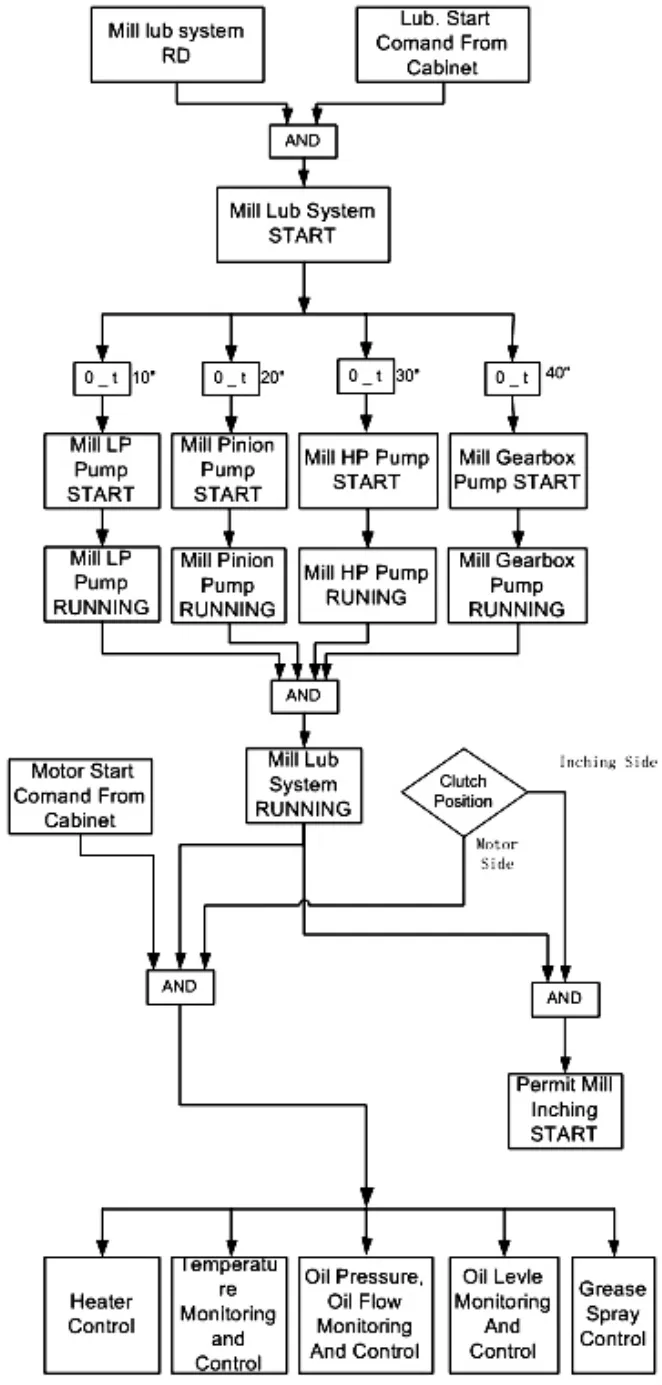
图2 磨机电控系统启停组态逻辑图
监控部分是一个人机对话窗口。它通过控制信号、动态图形、以及通讯等手段来监控生产线。其主要功能如下:
(1)显示设备状态;
(2)控制方式选择;

图3 磨机电控系统故障信号组态逻辑图
(3)参数设定;
(4)重要参数实时趋势;
(5)故障复位;
(6)口令保护。触摸屏组画面由组态软件Wincc flexible完成。触摸屏控制画面部分如图4所示。

图4
4 磨机系统调试和维护中常见问题的处理
4.1 主轴承温差大
常见问题之一为主轴承温差大。其表现现象为几个点的温度有一点温度高。解决问题的思路就是要缩小问题的查找范围,首先需要判断问题出现在哪个模块,为此需要执行以下步骤:
(1)查此点温度是否确实高。若就地表和画面显示相同,基本可以判断此点的实际温度值确实高。若画面和就地表显示不同,则应查找仪表是否有故障或者信号线路出现断线的情况。一般断线但硬件内部没有做断线处理时会出现画面显示高值的情形。
(2)若温度确实高,查循环冷却水是否正常,或者查干油是否打足。从工艺上顺藤找出问题所在。
4.2 出现振动大跳停
常见问题之二为振动大跳停。此问题的表现现象为振动信号有突然的长时间的波峰,电控系统程序分析该振动信号高值超设定时间后,发出跳停主电机信号。出现此问题应首先判断振动传感器信号是否正常,检查信号采集回路和信号处理元件及软件是否有问题,或者有无出现信号干扰。确定信号来源无问题后,应进行供料或机械安装问题的检查,检查来料是否均匀,是否有粘料。同时应检查设备的安装问题,连接部分是否有松动情况。
4.3 模拟量报警及故障处理
此问题的表现现象为画面提示模拟量超量程。出现该问题是由于模块的模拟量通道检查到的4~20mA电流超过了模拟量模块所能接受的最大电流值,或者模块本身检测到断线故障,会向内存送出一个最大值,以标志该故障。此时,需要检查以下几个方面:
(1)从模块开始到传感器的整个信号回路是否有断线现象。如西门子的AI模块,当模块电源断开时,但通讯良好,则此时模块内部接收到的16进制值为7FFF,提示超上量程。当模块电源良好,但DP通讯中断时,则画面模拟量都显示超下量程,即内部接收到的16进制值为8000。
(2)控制器内部分组态是否有问题。若控制器内部组态模拟量输入模块为双极输入范围,即-32768-32767。那么大于32767为上溢,此时大于数值为全部量程的118.515%,当数值小于全部量程的-117.596%为下溢,此时16进制为-32768。27648对应100%,-27648对应-100%。100%到32767之间及-100%到-32768之间为过冲范围[2],若控制器内部组态模拟量输入模块为单极输入范围,对应数值为-32768~32767之间。大于32767为上溢,此时大于118.515%,小于-17.596%为下溢,此时小于-32768。27648对应100%,-32768对应-17.596%,-4868对应-17.593%,100%到32768之间及0到-868之为过冲范围,小,4~32768为下溢。
对应电流数值如下:-32768对应8000,单极对应1.18MA以下。
32767 对应7FFF,电流对应22.96mA。
(3)若为热电阻PT100信号,或者热电偶信号,需要检查控制器内部组态的热电阻类型。西门子系统默认的为标准型热电阻,标准型热电阻的测温范围为-243~1000℃,标称范围为-200~850℃。而另一种常用的热电阻类型为气温型热电阻,气温型热电阻的测温范围为-145~155℃。标称范围为-120~130℃。
(4)检查传感器本身是否有故障。
4.4 磨机无法启动或者电流大跳停
调试中经常出现磨机无法启动的情况,若此时有水电阻柜的超时信号输出,说明水电阻启动柜的液阻配比有问题,需要重新配置。
电流大跳停是由于系统负荷过大,导致电机输出扭矩增大,从而造成电流增大。长时间的电流大造成电机过载,系统跳停。应从以下几个方面查找原因:首先看进料量过大,若有突然的大规模进料,应调节给料。检查磨内负压是否正常,磨内负压决定磨内料层的厚度,太多物料的滞留造成了磨电流过高。
4.5 磨机系统电控柜的日常维护和检修
磨机系统电控柜的日常维护也很重要,大问题往往是由小问题积累的,平时维护时注意提前预防和小问题的处理,会大大提高磨机电控系统的工作稳定性和无故障工作时间。平时维护应做到以下工作:
检查电柜周围环境,利用温度计,湿度计,记录仪检查周围温度-10℃~+50°C,周围湿度 90%以下,是否冻结。
检查全部装置是否有异常振动,异常声音。
检查电源电压主回路电压是否正常。
加强紧固件,观察元件是否有发热的迹象。
检查端子排是否损伤,导体是否歪斜,导线外层是否破损。
检查继电器动作时是否有“Be,Be”声音,触点是否粗糙、断裂;检查电阻器电阻器绝缘物是否有裂痕,确认是否有断线[3]。
进行顺序保护动作试验、显示、保护回路是否异常。
4.6 控制器组态及调试中遇到的问题及其解决办法
(1)如果把IO输入输出映像的值放入FC中,再在另外一个FC中调用时,当本次循环没调用FC时,FC的值会保持,
(2)上位机对M点写值的时候,PLC对M点也可以同时写值,且PLC的优先级高于上位机的优先级。
(3)找问题要分析到点再去改东西,先观察,再改动。
(4)有时侯下载往往不如上载,不确定的时候,先上载,然后把DB块和符号表拷贝过来,这样注释就有了。
(5)上升沿可以当触发信号来用的,我自己做的用一个计时器,然后一上电就复位的办法也可以用的。
(6)DB块的值同时只可以有一个地方往里面写。
(7)DB35循环块必须要在STEP7在线的时候来删才可以删掉,否则是删不掉的。即使你再次下载,它任然存在于PLC中。
5 小结
文中所总结的问题和解决办法为本人长期从事电控系统的设计和现场调试工作时,从屡次遇到问题,解决问题后总结而来。总结分类于此,希望对同为此类工作的同行提供参考解决办法。