浅议5000m3LNG储罐现场安装
2018-08-15李杰
李杰
(山西省工业设备安装集团有限公司 山西太原 030032)
1 基础验收
在安装处理前,必然需要首先做好基础验收工作,能够结合相关图纸进行细化分析,了解基础平台的具体施工效果,从尺寸、预埋孔洞、倾斜度以及表面平整度等各个方面进行详细审查,及时修正相关问题,避免影响后续安装准确度。基础上平面应水平,以基础中心作圆心,以不同直径作同心圆,同心圆上任意两点高差不得大于两点间距的0.1%且不超过12mm。平面内任意两点的高差都应该小于15mm。
2 基础定位
在基础定位处理中,主要就是明确后续设备安装需要关注的中心点以及各个轴线,并且做好标记,促使其能够在后续底板铺设以及其它安装中形成较强的指导性作用。
3 外壳底板铺设
在设备安装处理中,外壳底板铺设是比较基本的一环,也是直接决定后续运行效果的重要条件,需要结合图纸以及基础施工状况进行详细分析,确保其能够体现出较强的准确度。在具体底板铺设处理中,需要明确基本顺序,能够严格按照标准工序进行规范化执行,确保其能够更为可靠。此外,还需要在具体底板铺设中切实做好相关检测工作,比如真空试漏检测以及脱空现象的检测分析就是比较重要的手段,有助于确保整体安装效果。
4 外壳壁板安装
(1)在外壳壁板安装中,需要首先明确其基本位置和尺寸大小,并且借助于多桅杆电动葫芦倒装法处理,具体吊装如图1所示。
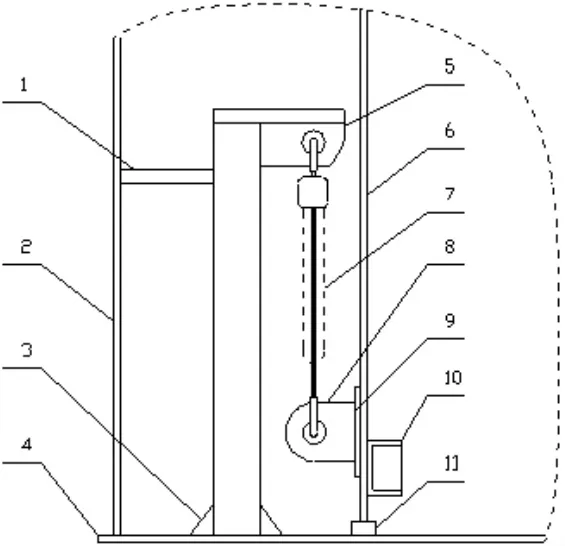
图1
(2)待上圈壁板安装焊接完后可以安装压缩环、顶盖帽顶临时中心支撑托架、伞形板以及罐顶平台、栏杆安装,中心圆环水平度小于±2mm,焊接现场应通风良好:工作时将贮罐顶部人孔打开,罐内用2台轴流风机强制通风。然后以第1圈壁板为外圆基准组对第2圈壁板,纵缝对口错边量小于2mm,焊接成型。同时在罐内可进行胀圈、桅杆和电动葫芦的安装。
(3)待围设的壁板焊接完立缝后通过电动葫芦提升顶圈罐壁到一定高度后,同第二圈壁板相组对并焊接,对口错边量小于2mm,检查椭圆度和棱角度,应符合规范要求。
(4)依次组装第其余壁板,焊接成型要求同上。其中最下部一圈留出1块壁板不安装作为内筒体安装运输通道,为防止外罐变形,应用拼装胎具和槽钢将通道加固,将材料从通道口吊到罐内,材料放置按施工先后顺序排列,人工搬运堆置在相应位置,为防止铁污染,内筒不锈钢材料的堆放及焊接环境应有适当措施(用木板或橡胶板隔垫)。
(5)外壳壁板与底环板的角焊缝焊接,焊接要分段同向退焊,严格按焊接工艺指导书进行。
5 内筒安装
(1)按顺序将各圈板人工搬运到相应位置,首先组焊内筒顶部第一圈壁板,找正找平,并在内壁用槽钢撑圆以防变形(槽钢为厂内分段制作卷圆至罐壁内径,其大小由罐直径与壁板厚度确定,椭圆度±5mm,作为拼装胎具)(方法同外壳),安装顶盖压缩环骨架及伞形板。内筒所有对接焊缝为射线探伤,符合JB/T4730-2005要求II级合格。按外壳同样的方法安装内筒体。
(2)提升顶盖:利用电动葫芦在内筒外壁上的吊耳提升筒体。内筒顶盖、筒体组焊完成后,顶升内筒体1.5m以上,以满足泡沫玻璃砖与均压板施工需要,并将内筒体作临时腾空固定(设立柱将内筒体固定),以便泡沫玻璃砖、均压板铺设。吊装同外筒。
(3)利用外筒预留孔进行泡沫玻璃砖、均压板的导入,促使其能够形成较为理想的铺设条件。在底层混凝土铺设中,需要严格控制其厚度,避免因为厚度分布不均匀影响到最终的设备安装效果;对于水平基准线的控制也需要较为严格,确保其垂直度符合设计要求。针对泡沫玻璃砖的铺设也需要进行严格控制,确保其符合图纸要求,能够形成较为理想的平整度,在浇筑处理中也需要进行严格把关。针对具体防水层的构建进行控制,确保防水材料的选择应用较为合理,并且得到规范施工处理。
(4)上层混凝均压板施工完成后,开始内筒体的底板铺设,按照施工顺序做好拍片,填写资料等工作。为了保证混凝土板不受损伤,施工时应小心有序的进行。
(5)内筒底板安装完后放下内筒体,与底板的角焊缝组焊,再完成边缘板与中心底板的搭接缝(边缘板的对接焊缝焊完后应及时拍片),并按要求做好焊缝的着色探伤和真空检验等工作。
6 配管
内筒、外壳安装完后开始配管、安装阀门及仪表,罐壁上所有开孔必须先号线,经业主技术负责人及专职质检员核查后方可开孔,配管前及时做好管道的清洗工作(用清洗剂浸泡、擦洗)。
7 水压试验
7.1 试验内容及要求
(1)盛水试验:9350mm水位:
内筒灌水1/2最高液位、最高液位、最高液位后24h三次观测基础沉降。
(2)强度试验:9350mmH2O+32kPa(气)。
(3)气密性试验:9350mmH2O+25kPa(气)。
7.2 内筒强度试验及气密性试验
(1)关闭入水口及内筒所有出气口,呼吸阀下壳体出气口加盲板。
(2)氮气瓶连接减压阀,减压阀用氧气皮管与仪表盘上內筒顶部气体分析阀相连,作为试压进气口(根据现场实际,可以选用无油压缩空气)。
(3)打开內筒顶部气体分析阀,打开氮气瓶减压阀,往储槽气相空间加压,至气相压力达设计压力的1.15倍规定值。即:液氧、液氮、液氩贮槽均为11.5kPa。
(4)保压1h,检查,无渗漏、无异常变形为合格。
8 质量保证措施
(1)低温贮槽内筒为不锈钢材料,在安装过程中应不与碳钢材料直接接触,应用不锈钢垫板或木头隔开。安装时,其临时垫铁、胀圈、挡板、龙门卡、支撑槽钢等应采用不锈钢或衬不锈钢。
(2)内筒的不锈钢壁板规格为8~14mm,板比较的薄,起吊时吊点的承重应尽量的小,防止壁板变形后造成组对困难。
(3)对于坡口形式进行严格控制,结合不同设计要求进行恰当处理,比如对接接头可以利用V型坡口处理,对于不锈钢板的坡口处理则需要围绕着机械加工进行规范控制。
(4)在不锈钢焊接处理中,同样也需要进行严格控制,能够确保相应焊接操作较为规范,尤其是需要确保其能够焊透。在具体焊接处理中需要恰当选择焊条以及焊接方式,能够促使具体焊接结合母材进行有序处理,尽量避免可能形成的焊缝威胁。
(5)在罐底板焊接处理中,最好是能够采用手工焊处理,进而降低变形几率,其主要操作程序如下:
①在中幅板焊接处理中,需要首先进行短焊缝处理,然后再按照从中心向两边的策略进行长焊缝的处理。
②对于边缘板的焊接处理,其需要采取对称焊接方式进行操作,并且关注焊缝的光滑处理,避免影响到后续罐体的可靠应用。
③在罐底与底圈壁板的焊接处理中,需要重点关注可能出现的变形问题,尤其是需要针对环形角焊缝的处理进行细化,确保其能够严格按照对称分布方式,确保罐底和底圈壁板的焊接处理较为可靠,采取先焊内圈后焊外圈的顺序进行处理。
④在边缘板与中幅板的焊接处理中,则需要重点把握好对于焊点的恰当选择,不仅仅要确保其分布较为均匀合理,还需要重点确保焊接人员均匀分布,确保焊接更为高效。
(6)罐壁的组装焊接
①在纵焊缝出乱子,需要确保其错边量得到较好控制,一般需要确保其小于壁厚的10%。
②对于焊接过程中存在的变形问题进行控制依然极为关键,需要确保其焊接较为均匀,焊接顺序也能够规范可靠。
(7)在罐顶顶盖的焊接处理中,需要把握好以下三点:
①按照从内到外的顺序进行连续焊缝处理。
②对于径向的长焊缝处理,应该财务对称施焊的手段进行处理。
③在拱顶板与圆环板焊接处理中,同样也需要按照同一方向均匀处理。