基于正交试验法的熔融沉积快速成形工艺参数优化研究
2018-08-08肖忠跃刘丁宁袁慧羚
肖忠跃,刘丁宁,袁慧羚
基于正交试验法的熔融沉积快速成形工艺参数优化研究
*肖忠跃,刘丁宁,袁慧羚
(井冈山大学机电工程学院,江西,吉安343009)
建立了以缩小成形样件表面条纹间距为目标,成形层厚ap和成形室温度T为因素的2因素5水平正交试验,研究了熔融沉积快速成形工艺参数优化问题,得到了成形层厚是影响表面质量的主要因素以及在环境温度为28℃时最佳成形层厚ap和成形室温度T的参数水平分别为0.2 mm和50℃,该方法对于研究其它特种加工方法的工艺参数优化提高工艺效益具有一定借鉴作用。
正交试验;熔融沉积;快速成形
0 引言
快速成形(RP)技术是20世纪80年代中后期发展起来的一种基于离散堆积成型数字化现代制造技术,被认为是近30年制造技术领域的一次重大突破,可以快速准确地将概念设计转化为具有一定功能的原型件,缩短了新产品开发周期,降低了新产品开发成本。而熔融沉积制造(FDM)作为RP技术中一种重要的工艺形式,在验证新产品功能方面有独特的优势[1-2]。由于受到各种条件的制约,国内对快速成型技术的研究始于上世纪90年代初,且主要集中在国内一些重点大学,如清华大学开展了快速成形方面的现代成形学理论、FDM工艺以及基于SL工艺的金属模具开发[3-4];华中科技大学开展了LOM成型工艺的研究,并研制了HRP系列成形设备及相应的成形材料[5-7];西安交通大学成功研制了LPS和CPS系列的光固化成形系统[8]。与国外相比较,国内在RP技术的研究应用上普遍存在着研究队伍比较薄弱、资金投入有限、应用普及范围不够等缺陷,且在性能、工艺水平等方面还有一定的差距[9-10]。同时,随着新材料、新工艺及信息网络化技术的迅速发展,快速成形技术不断涌现出不同类型的工艺方法并应用在新产品开发、模具制造、仿生工程和医学等领域。基于上述行业的迅速发展,从国内市场看,势必给熔融沉积快速成型市场带来难得的发展机遇。因此,开展对熔融快速成形工艺参数优化的研究也是提高快速成形产品质量、开发新产品效率和降低成本的有效措施。
1 熔融沉积成形试验
试验时环境温度为28℃,并在Tiertime公司生产的Model 3D-1快速成形机上进行,如图1所示,试验材料为该公司生产的直径1.75 mm的 UP Fila ABS材料。试验采用正交试验法,以成形样件的表面条纹间距为目标并选择成形层厚(ap)和成形室温度(T)作为主要因素,且在设备常用工作范围内每因素选择5个水平值,如表1所示。在此基础上,建立2因素5水平的正交表试验方案,并测量每次实验后成形样件侧面的条纹间距,为减少误差,每组试验测量三次并取平均值,得到试验数据如表2所示

图1 快速成形工艺参数优化试验示意图
表1 快速成形参数水平表

Tab.1 Level table of the rapid prototyping parameters

表2 快速成形参数优化试验数据
2 试验结果分析
采用极差分析法对表2试验结果进行分析预测,得到表3所示结果。
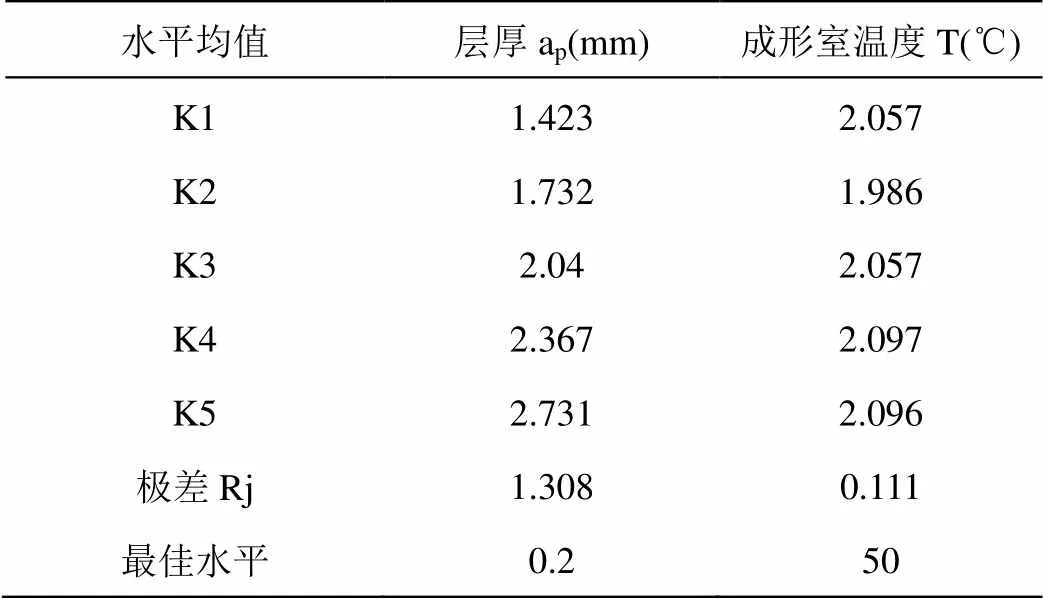
表3 快速成形试验数据极差分析
极差分析法的结果告诉我们当极差值越大,则该因素对目标的影响越大,且可以得到常用参数范围内同一因素的最佳水平值。因此由上述极差分析法结果可知,各因素对试件成形后条纹间距的影响:成形层厚a>成形室温度T,且成形层厚a和成形温度T的最佳成形水平分别为0.2 mm和50℃。
同时,为了验证上述结论的真实性,根据正交试验数据,并考虑其他因素对目标值综合平均影响的基础上,进一步建立图2所示各因素水平与成形表面条纹间距之间的趋势图。从趋势图可看出,采用极差分析法得到两因素的最优水平值是正确的。

3 结论
(1)以成形层厚ap和成形室温度T为因素建立了2因素5水平正交试验,研究了熔融沉积快速成形层厚ap和成形室温度T工艺参数对成形件表面条纹间距的影响,得到成形层厚是影响表面质量的主要因素;
(2)利用极差分析法以成形样件表面条纹间距为目标对成形时层厚ap和成形室温度T两参数进行了优化,得到在环境温度为28℃时的最佳成形参数水平为0.2 mm和50℃。
[1] 徐攀,徐刚. 熔融沉积快速成型中的工艺参数研究[J].湖北工程学院学报,2016,36(06):110-112.
[2] 谯攀,傅骏,贾定磊,等. 基于快速成型技术和熔模铸造的金属材质工艺品铸造实践[J].热加工工艺,2017, 46(17):119-121.
[3] 徐国贤,颜永年,郭戈,等. 直接金属沉积成形工艺的RP软件研究[J].新技术新工艺,2003(2):31-34.
[4] 祁鹏,王青岗,张人佶,等. SL与FDM成形件表面性能的对比研究[J].新技术新工艺,2004(12):45-47.
[5] 何新英,陶明元,叶春生. FDM工艺成形过程中影响成形件精度的因素分析[J].机械与电子,2004(9): 77-78.
[6] 张晓华,张李超,李智,等. 基于熔融沉积法的快速成形柔性丝材技术研究[J].精密成形工程,2015(5): 81-85.
[7] 李海波. 等离子熔积制造功能梯度材料零件成形路径规划基础研究[D].武汉:华中科技大学,2007.
[8] 陈中中,黄昆. 气压式熔融沉积造型系统工艺参数研究[J].制造技术与机床,2003(7):50-53.
[9] 余东满,李晓静,王笛. 熔融沉积快速成型工艺过程分析及应用[J].机械设计与制造,2011(8):65-67.
[10] 胡邓平,文泽军,陈裕和,等. 基于3D打印技术的FDM薄板塑件表面成型精度试验研究[J].中国塑料,2017, 31(2):82-87.
STUDY ON OPTIMIZATION OF RAPID PROTOTYPING PROCESS PARAMETERS BASED ON ORTHOGONAL TEST
*XIAO Zhong-yue, LIU Ding-ning, YUAN Hui-ling
(School of Mechanical and Electrical Engineering, Jinggangshan University, Ji'an, Jiangxi 343009, China)
Orthogonal experiment of 2 factors and 5 levels was established based on the forming layer thickness apand forming chamber temperature T with the aim of reducing the surface stripe pitch, and the optimization of the process parameters of the melt deposition rapid prototyping was studied, and obtained the forming layer thickness is the main factor affecting the surface quality and at 28 ° C ambient temperature the optimal forming layer thickness apand forming chamber temperature T are 0.2mm and 50℃, respectively. This method has certain reference value for studying the process parameters of other special processing methods and improving the process efficiency.
orthogonal test; fused deposition; rapid prototyping
1674-8085(2018)03-0074-03
TG54
A
10.3969/j.issn.1674-8085.2018.03.015
2017-11-02;
2018-14-18
江西省教育厅科技项目(GJJ150774);吉安市科技计划项目(吉市科计字[2014]4号)
*肖忠跃(1974-),男,江西吉安人,副教授,主要从事机械制造加工工艺研究(E-mail: xiao_zhongyue@163.com);
刘丁宁(1992-),女,江西吉安人,实验员,主要从事机械制造工程研究(E-mail:3067106503@qq.com);
袁慧羚(1986-),女,江西吉安人,实验师,主要从事材料成形研究(E-mail:yuanhuiling9@163.com).
