欧姆加热杀菌对豆浆中微生物菌落总数的影响
2018-08-04单长松宋华鲁李法德
单长松,吴 澎,+,封 铧,宋华鲁,李法德,*
(1.山东农业大学食品科学与工程学院,山东泰安 271018;2.山东农业大学机械与电子工程学院,山东泰安 271018)
欧姆加热技术是一种新型的食品加工技术。其原理是利用电极将电流直接导入食品,利用食品物料自身的电导特性对食品进行加热[1]。与传统加热方式相比,欧姆加热过程中,物料升温均匀、快速,能够有效避免传统加热过程中所遇到局部过热和焦糊现象等问题,保证食品的品质[2-4]。除此之外,欧姆加热由于非热效应—电场的作用,可以使食品中的微生物发生“电穿孔”效应,造成微生物细胞膜的破裂,内容物溶出,导致微生物的死亡[5]。因此,欧姆加热可以有效降低食品的杀菌温度。欧姆加热技术还可以与无菌冷包装相结合,具有广阔的发展空间。
欧姆加热技术应用于食品物料的杀菌最早可追溯至19世纪末,最初被应用于对液体原料的杀菌[6]。20世纪初,欧姆加热技术逐渐在带颗粒食品灭菌和乳制品加工方面取得应用性进展[7-8]。1937年,连续式欧姆加热装置开始应用于牛奶的巴氏杀菌[9]。该系统可以在15 s内将牛奶加热至71 ℃,电能利用率高达95%~98%。但是,由于缺少合适的电极材料等问题,使得该技术未得到快速推广。20世纪末,随着新型电极材料的出现和电子技术的发展,欧姆加热技术重新引起人们的重视,并被应用于液态鸡蛋的杀菌[10]。英国APV Baker公司设计制造APV FX系列巴氏消毒系统,主要应用于对果汁和牛奶的加工,工作能力可达40000 L/h,能够单独作为杀菌系统与其他加工工艺组成热装罐生产线。欧姆加热技术在国内的研究则相对较晚。欧姆加热技术在杀灭牛奶中的微生物和苹果汁中嗜酸耐热菌方面取得的良好效果[5],使其备受青睐。但是,欧姆加热杀菌技术在豆浆杀菌方面的研究较少。李修渠等[11]、刘志胜[12]、Li等[13]均对该技术在豆制品加工的应用做出了探索性研究,发现欧姆加热可用于豆制品加工,并能够钝化豆浆中的部分抗营养因子。但是,有关该技术在豆浆杀菌方面的应用及其相关工艺参数还未见报道。
豆浆是传统的植物蛋白饮品之一。由于其富含蛋白质、维生素以及大豆异黄酮等营养物质,深受人们的青睐[14]。但是,豆浆中丰富的营养物质也为微生物的繁殖提供了优良的培养基。豆浆的加工、生产和包装过程中极易受到多种微生物的浸染,造成豆浆品质的下降和货架期的缩短。常温条件下(温度高于25 ℃),鲜豆浆的保质期一般不超过24 h,冷藏条件(4 ℃)下,其保质期也不足3 d[15]。目前,工业生产中使用高温瞬时(HTST)或超高温(UHT)杀菌处理,可以大大延长豆浆的保质期[16-18]。但是,过高的杀菌温度会对豆浆的营养物质造成不同程度的破坏。巴氏杀菌技术由于其杀菌时间长,也会对豆浆的营养物质造成破坏[19]。在豆浆中添加防腐剂,货架期可以得到有效延长[20]。但多数消费者对防腐剂存在抗拒心理。因此,如何在豆浆的生产过程中实现安全、高效、低成本的杀菌以及与无菌冷包装的结合,是亟待解决的一个重要问题。
本研究中采用欧姆加热杀菌技术,以加热温度、电压和电场频率为参数,利用响应面法对豆浆中微生物的杀菌条件进行优化,为欧姆加热技术在豆浆加工过程中的应用提供理论依据。
1 材料与方法
1.1 材料与仪器
大豆(鲁豆1号) 山东农业大学种子公司提供;胰蛋白胨 北京奥博星生物技术有限责任公司;酵母浸膏 天津市永大化学试剂有限公司;葡萄糖 上海国药集团化学试剂有限公司;琼脂 英国OXOID公司;氯化钠 天津市永大化学试剂有限公司,以上试剂均为分析纯(AR)。
MB-KS0601型磨浆机 江苏松桥电器有限公司;ATY224型电子天平 日本岛津公司;SW-CJ-1F型实验型无菌操作台 苏净集团苏州安泰空气技术有限公司;YXQ-LS-30SI型压力蒸汽灭菌器 上海博迅实业有限公司医疗设备厂;YH-1A BOD型培养箱 姜堰市银河仪器厂;550A型pH计 美国ORION公司;HP34970A型数据采集器 美国惠普公司;A2-20A-3V型霍尔电流传感器 北京石新技术研究所;静态欧姆加热装置 山东农业大学机械电子与工程学院。
1.2 实验方法
1.2.1 豆浆样品的制备 准确称量50 g无破碎、无霉变的大豆种子,置于烧杯中,用去离子水反复洗涤3次后,按照豆水比1∶4的比例往烧杯中注入去离子水,室温条件(25 ℃)下充分浸泡至大豆子叶中部发白、无凹坑(约14 h)。浸泡终止后,用去离子水冲洗3次后沥干。按1∶8的豆水比(干质)加入去离子水后磨浆4 min,用100目滤布过滤后4 ℃保存备用。豆浆中可溶性固形物含量为8.47%±0.08%(GB 5009.3-2010 食品中水分的测定方法)。
1.2.2 欧姆加热设备的操作 本研究中所使用的欧姆加热装置示意图如图1所示。加热槽由聚丙烯板制成,板厚15 mm。加热电极极板为304不锈钢。数据采集系统由T型热电偶、HP数据采集器和霍尔电流传感器和T型热电偶组成。欧姆加热的电压、频率及温度由数据采集器测量,测量时间间隔为10 s。电源的频率范围为50~10 kHz,电压范围0~250 V,波形为方波,占空比为50%。

图1 欧姆加热装置Fig.1 Ohmic heating device注:1:加热槽;2:极板(304不锈钢);3:豆浆样品;4:热电偶;5:电源;6:电流传感器;7:数据采集器;8:电脑。
分别取制备好的生豆浆各200 mL,并测定各样品组中生豆浆样品的初始菌落总数,将豆浆样品倒入加热槽中,接通电源,对豆浆样品进行欧姆加热杀菌,测定杀菌后豆浆中的菌落总数。每组实验结束后,用自来水彻底清洗加热槽,然后用75%乙醇溶液喷雾消毒,最后再用无菌蒸馏水清洗备用。
1.2.3 单因素实验
1.2.3.1 加热温度对豆浆中微生物菌落总数的影响 控制欧姆加热电源频率为500 Hz,电压为180 V,分别将豆浆样品加热至60、70、80、90、100 ℃后不保温,立即取样。分别测定对照组和不同加热温度处理组中微生物的菌落总数,考察加热温度对豆浆中微生物菌落总数的影响。
1.2.3.2 保温时间对豆浆中微生物菌落总数的影响 控制欧姆加热电源频率为500 Hz,电压为180 V,将豆浆样品加热至70 ℃,分别保温为0、10、20、30、40 s后取样。分别测定对照组和不同保温时间处理组中微生物的菌落总数,考察保温时间对豆浆中微生物菌落总数的影响。
1.2.3.3 电压对豆浆中微生物菌落总数的影响 控制欧姆加热电源频率为500 Hz,分别将电源电压调整为140、160、180、200、220 V,将豆浆样品加热至70 ℃后立即取样。分别测定对照组和不同电压处理组中微生物的菌落总数,考察电压对豆浆中微生物菌落总数的影响。
1.2.3.4 电场频率对豆浆中微生物菌落总数的影响 控制欧姆加热电源电压为180 V,分别将电场频率调整为100、300、500、700、900 Hz,将豆浆样品加热至70 ℃后立即取样。分别测定对照组和不同电场频率处理组中微生物的菌落总数,考察电场频率对豆浆中微生物菌落总数的影响。
1.2.4 响应面实验设计 在单因素实验的基础上,选取对影响豆浆中微生物杀灭率的3个主要因素,即加热温度、电压和电场频率,以豆浆加热后微生物的杀灭率为检测指标,采用Box-Behnken Design(BBD)实验设计3因素3水平的响应面优化实验(见表1),确定欧姆加热对豆浆杀菌的最佳工艺参数。
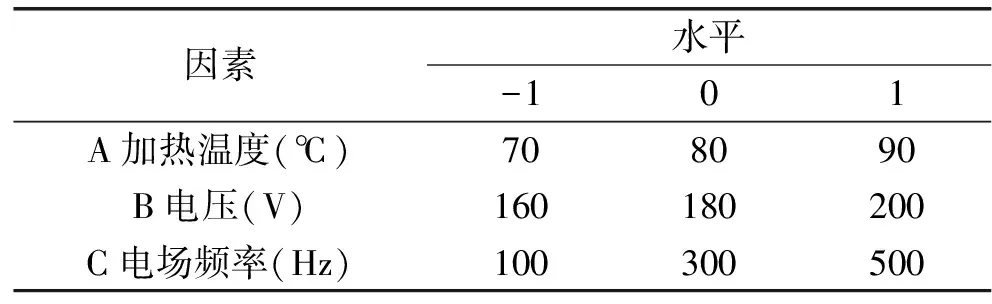
表1 响应面分析因素与水平表Table 1 Factors and levels in response surface design
1.2.5 豆浆中微生物菌落总数的测定方法 豆浆中微生物菌落总数按GB 4789.2-2016规定的方法检测[21]。
1.2.6 微生物杀灭率的计算 豆浆加热杀菌后微生物的杀灭率按如下公式计算:
式(1)
式中:n表示微生物杀灭率(%);M表示豆浆中微生物菌落总数初始值(CFU/mL);M0表示豆浆加热处理后微生物菌落总数(CFU/mL)。
1.3 数据处理
用Excel 2016和Origin 2017软件对实验数据进行统计分析和绘图,用统计分析软件SPSS 19.0对实验数据进行相关性分析并进行显著性检验;用Design Expert 8.0.6软件,根据Box-Behnken组合原理进行实验条件的优化。
2 结果与分析
2.1 单因素实验
2.1.1 加热温度对豆浆杀菌效果的影响 由图2可知,豆浆样品经欧姆加热处理过程中,微生物菌群杀灭率随加热温度的升高而升高。当加热温度高于80 ℃后,微生物杀灭率的曲线逐渐趋于平稳。当加热温度在60~80 ℃时,豆浆中微生物菌群杀灭效率较高;当加热温度为80 ℃时,豆浆中微生物菌群杀灭率为98.4%±0.10%。当温度高于80 ℃后,豆浆中微生物菌群基本被全部杀灭。由于研究过程中,需保留一定数量的微生物,以探究加热温度对微生物菌群的杀灭效果,因此,选取70 ℃为最适加热温度。
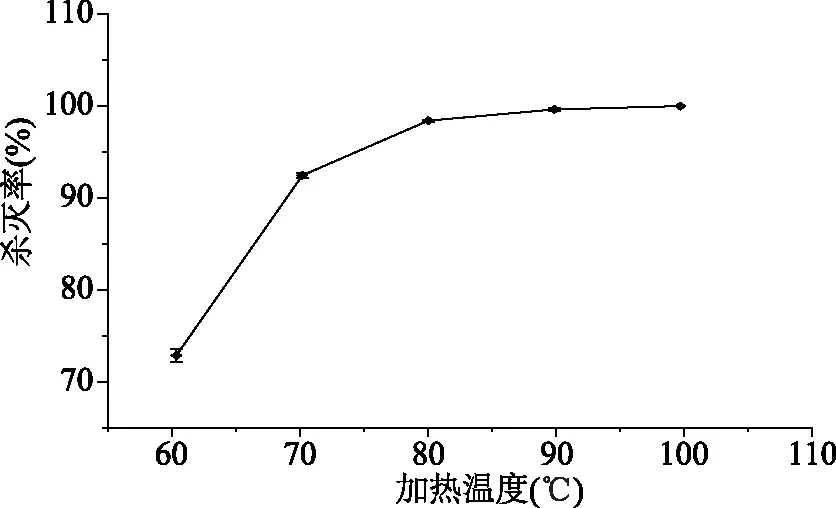
图2 加热温度对微生物杀灭率的影响Fig.2 Effect of temperature on the bactericidal rate
2.1.2 保温时间对豆浆杀菌效果的影响 由图3可知,豆浆样品经欧姆加热处理后,保温时间对豆浆中微生物菌群杀灭率的影响不显著。保温时间在0~40 s范围内,微生物杀灭率虽然略有变化,但保温前后微生物菌群杀灭率无显著差异(p>0.05)。这可能是由欧姆加热技术的特性造成的,欧姆加热杀菌技术是依靠被加热物料自身的导电特性来达到杀菌目的,且加热快速、均匀,因此短时间的保温对豆浆中微生物菌群的杀灭情况影响较小。综上所述,欧姆加热对豆浆样品处理过程中,单纯的热效应对豆浆中微生物菌群的效果影响不大。

图3 不同保温时间对微生物杀灭率的影响Fig.3 Effect of holding time on the bactericidal rate
2.1.3 电压对豆浆杀菌效果的影响 由图4可知,豆浆样品经欧姆加热处理过程中,豆浆中微生物菌群杀灭率均随电压的升高而升高,当电压高于180 V后,微生物杀灭率的曲线逐渐趋于平稳。欧姆加热过程中,由于电压的升高,两极板间的电场强度逐渐增大,通过豆浆样品的电流也逐渐增大,电流密度随之增强,当达到一定值后会引起微生物菌体细胞膜表面的电穿孔[5],从而使豆浆样品中微生物菌群的杀灭率升高;当其超过此临界值后,微生物菌群已基本被杀灭。当电压高于180 V后,电压条件对豆浆中微生物菌群的杀灭率无显著影响。因此,选取180 V为最适电压。

图4 电压对微生物杀灭率的影响Fig.4 Effect of voltage on the bactericidal rate
2.1.4 电场频率对豆浆杀菌效果的影响 豆浆样品经欧姆加热处理过程中,豆浆中微生物菌群杀灭率均随电场频率的升高呈先平稳后下降的趋势。当电场频率为100 Hz和300 Hz时,对豆浆中微生物菌群的杀灭效果较好,且两者在杀菌效果上无显著差异(p>0.05);当电场频率高于300 Hz后,微生物杀灭率随电场频率的升高逐渐下降(图5)。因此,选取300 Hz为最适电场频率。
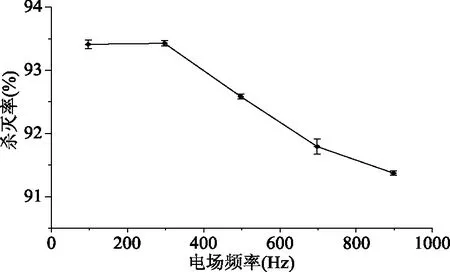
图5 电场频率对微生物杀灭率的影响Fig.5 Effect of frequency on the bactericidal rate
2.2 欧姆加热杀菌参数的优化结果
2.2.1 响应模型的建立与显著性检验 在单因素实验的基础上,以加热时间、电压、电源频率为主要考察因素,以豆浆中微生物菌落总数的杀灭率为指标,采用Box-Behnken Design(BBD)实验设计进行响应面分析。每个因素取3个水平,分别以1、0、-1编码,利用Design-Expert 8.0.6进行数据分析,建立数学模型,优化欧姆加热对豆浆中微生物菌群杀灭率的工艺参数(表2)。

表2 响应面分析实验及结果Table 2 Experiments and the experimental results of response surface methodology
利用Design-Expert 8.0.6软件对表2中的实验结果进行二次方程拟合,得到微生物杀灭率对加热温度、电压和电场频率的二次多项回归方程的模型为:
R=98.00+6.81A+5.28B-0.74C-3.91AB+0.34AC+1.04BC-4.40A2-2.91B2-2.01C2
由表3中豆浆中微生物菌群杀灭率的回归分析结果表明:此回归模型的方差p<0.0001,说明二次多元回归模型回归效果极显著;F失拟=3.04
2.2.2 响应面图分析 根据表3的回归分析结果,得响应值和各实验因子间的响应曲面图,如图6所示。图6显示了加热温度、电压和电场频率中任意两个变量取零水平时,其余两个变量对豆浆微生物菌群杀灭率的交互影响。等高线图中同一椭圆区域内,微生物菌群的杀灭率是相同的,椭圆中心点为微生物杀灭率最高的点;由中心点向外缘延伸,杀灭率逐渐减少。等高线的形状可以反映实验因子交互作用的强弱,形状越接近圆形则交互作用越不显著。

表3 回归模型方差分析Table 3 Analysis of variance for the fitted quadratic polynomial model
由图6可知,图6(a)、6(c)中等高线的形状较图6(b)中的等高线的形状更陡,因此加热温度与电压、电压与电场频率的交互作用极显著(p<0.01)大于加热温度与电场频率的交互作用对豆浆微生物菌群杀灭率的影响。

图6 任意两变量对微生物杀灭率影响的响应曲面图Fig.6 Response surface plots for the effects of any two variables on the bactericidal rate
2.3 验证实验
根据回归模型分析结果,理论最佳提取工艺参数的优化结果如下:加热温度为81.69 ℃,电压为199.63 V,电场频率为190.12 Hz,在此最佳工艺条件下豆浆中微生物菌群的理论杀灭率为99.96%。为验证该方法的可靠性,采用最优提取条件对豆浆中微生物菌群杀灭率进行3次平行验证实验,考虑实验实施的可行性,将最佳杀菌工艺参数修正为:加热温度为82 ℃,电压为200 V,电场频率为190 Hz,实际实验中豆浆中微生物菌群的杀灭率为100%,微生物的残留量为(147±8) CFU/g,相对误差为0.044%。实验结果表明该回归模型可以良好的预测豆浆中微生物菌群杀灭情况。
3 讨论
目前,豆浆在工业化生产中仍使用锅炉或蒸汽等传统方法加热,采用高温瞬时(HTST)、超高温(UHT)或者巴氏杀菌的方法杀菌,延长其货架期。这种传统工艺一方面对能源利用不充分,另一方面会在不同程度上影响豆浆的品质[19]。欧姆加热技术在日本、英国等发达国家已相当成熟,并广泛应用于食品加工业[10,22-24]。近几年,国内对欧姆加热技术的研究也逐渐增多,多集中于液体和半固体食品的加热处理[25-28]。本研究对欧姆加热技术在豆浆杀菌方面做出探索,发现欧姆加热能有效杀灭豆浆中的微生物,且不同的电场条件对杀菌效果有一定的影响。在一定范围内,杀菌效果与加热温度、电源电压呈正相关的关系,这与高霞等[29]、罗玉福等[30]关于欧姆加热在牛奶、番茄酱等杀菌方面的报道相一致。此外,贾琛等[31]在利用欧姆加热对肉糜的加热处理中,发现低频电场更易于杀灭微生物,推测当电场频率相对偏高时,带点粒子可能未产生能够冲击菌体细胞膜的有效运动,致使杀菌效果偏差。本研究中也发现在一定电场频率范围内(100~900 Hz),相对低频率的电场更有利于杀灭豆浆中微生物。但是,由于欧姆加热电源自身属性的限制,本研究中所使用的电源的最低电场频率为100 Hz,杀菌效果良好,但对于电场频率低于50 Hz条件下对豆浆的杀菌情况未能做出进一步探究。因此,进一步的研究工作可在研发频率欧姆加热电源和低频条件对微生物的杀灭机理方面做出探究。
4 结论
采用欧姆加热杀菌技术可有效杀灭豆浆中的微生物菌群,实验因素影响杀菌效果的主次顺序依次为:加热温度、电压、电场频率。在单因素实验的基础上,采用响应面法优化了杀灭豆浆中微生物菌群的电场参数,建立了加热温度、电压、电场频率3个因素对杀灭率的二次回归方程模型。验证实验结果表明,该模型可准确分析预测各因素对欧姆加热对微生物杀灭率的影响。通过响应面优化模型确定欧姆加热杀菌的最佳条件为加热温度为82 ℃,电压为200 V,电场频率为190 Hz,此条件下欧姆加热对豆浆中微生物菌群的杀灭率达100%,豆浆中微生物的残留量为(147±8) CFU/g,远小于1500 CFU/g,符合国标中的相关规定,因此,该模型可以为实际生产提供一定的理论依据。
