文昌13-1/2油田液化石油气工艺优化与实践
2018-08-04卞超峰
卞超峰
(中海石油(中国)有限公司湛江分公司,广东湛江 524000)
1 LPG回收系统流程简介
文昌13-1/2油田LPG回收系统的原料气主要来自原油、燃气处理系统的火炬放空气体,原料气经两台两级螺杆压缩机压缩至1200kPa后,经冷却后进入常温分离器进行油、气、水三相分离,分离后的气体则经过分子筛脱水、干气过滤器过滤后分为三路,少部分气体用于分子筛的再生,另两路气体进入下游吸收单元。
其中一部分气体进入气/气换热器与来自吸收单元冷分离器的残余气体进行换热,换热后被冷却至-17.1℃,而大部分气体则进入吸收塔塔底重沸器与吸收塔的塔底产品进行换热,换热后被冷却至17.6℃,这两路气体汇合后进入丙烷蒸发冷却器(初级制冷)进行冷却,冷却至-6.7℃后自吸收塔的中部位置进入吸收塔。在吸收塔内,塔底液体被换热气加热至26.7℃,塔顶气体则进入丙烷蒸发冷凝器(低温制冷)进行冷却,温度由-18.5℃冷却至-32.8℃后进入冷分离器分离。绝大部分C3轻质组分析出,经过冷分离器分离出的残余气体(主要组分为:甲烷、乙烷),经过气/气换热器,与一部分来自干气过滤器的气体进行换热,温度由-32.8℃加热至30.8℃后,一部分放空到火炬燃烧,一部分则供给主机、锅炉用户。经冷分离器分离出的温度较低的轻烃重新打回至吸收塔上部,与塔内挥发的气相形成逆向传热传质。
来自吸收塔以及热分离器的液态烃进入脱丁烷塔中部闪蒸,在塔中部闪蒸出的气体,从塔的上精馏柱自下而上运动,并与脱丁烷回流储罐打回的液相回流进行传质传热,其中,重组分被冷凝下来,轻组分则变得更纯。从塔顶出来的气体经过脱丁烷回流冷凝器凝析成液态烃,液态烃进入脱丁烷回流储罐后,部分液烃通过脱丁烷回流泵自上部打回脱丁烷塔控制塔顶温度,其余则全部打至液化石油气储罐。在脱丁烷塔中部闪蒸出来的液相以及回流液态烃自上而下移动过程中,与脱丁烷重沸器蒸出的气相进行传热传质,其中轻组分不断被蒸发,重组分则变得更纯,下至塔底。下至塔底的液体进入脱丁烷重沸器,在重沸器内,温度由141.3℃加热至147.2℃,部分液体被气化,作为塔底气相回流。塔底轻质油则经过冷却后回至原油总管。
2 LPG产品中C2组分高的原因及处理措施分析
2.1 流程优化与分析
2.1.1 增加脱丁烷塔回流储罐至常温分离器气相管线:LPG投产过程前,发现原料气比设计时更“重”,使得常温分离器液烃产量增加,同时C1、C2等轻质组分的含量也有所增加。脱丁烷塔中轻质组分增加会造成塔压升高,若不采取相应措施,将使大量LPG中C3、C4组分在塔顶被放空进入放空总管。因此,在投产过程中增加了从脱丁烷塔回流储罐至常温分离器的气相管线,使多余脱丁烷塔回流储罐气相中C2组分(携带部分C3、C4组分)及时引至常温分离器重新处理,这样做可以保证脱丁烷塔塔压正常,又可以避免C3、C4组分因为泄压至放空系统而跑损。同时通过将脱丁烷塔重沸器出口温度由设计的147℃提升至157℃,大大提高了系统的LPG回收率。
2.1.2 吸收制冷单元工艺优化调整:LPG回收系统设计日处理量为 6×104~18×104m3/d,随着油田伴生气量逐渐减少,到2015年,进入回收系统的气量约为6×104m3/d,工艺设备已达最低处理量、残余气量的相应减少等问题严重影响系统的稳定运行。由于来料气量不足,在系统运行时未投用低温级丙烷压缩机,这样在吸收塔塔底重沸器的加热作用下,将会造成吸收塔塔顶放空气因为没有低温液烃回流冷却,塔顶产品中C3组分大幅增加,塔底液烃C3组分相应减少,造成LPG产量损失。
因此,油田随后停用吸收塔底重沸器降低吸收塔温度,降低了吸收塔中C3组分的跑损量,从而提高了LPG回收率。但在吸收塔塔底温度降低后,塔底液烃内将含有更多的C2组分,当液烃进入下游脱丁烷单元时,会引起脱丁烷塔压力高、液化气产品中C2较高。
2.1.3 燃气系统液烃排放至常温分离器:燃气系统中燃气压缩机将一级分离器伴生气及部分LPG系统残余气从450kPa压缩至2000kPa后供给主发电机使用。燃气被压缩冷却后,含较多C3组分的液烃(由于液化气的溶解作用而含有部分C2组分)在后涤气罐底部沉降下来,油田通过工艺管线将这部分液烃排放至LPG中压系统(常温分离器),这部分液烃、湿气进入常温分离器后,沉降下来的液烃被液烃输送泵输送至脱丁烷塔;部分气态组分则随原料气一起进入了下游吸收制冷、精馏单元。LPG产量增加的同时,产品中的C2组分也随之升高。
2.1.4 回收系统中脱C2效果分析:初始设计为了提高系统C3回收率,从而导致脱C2能力较差;后将脱丁烷塔回流储罐气相引至常温分离器以提高脱C2能力,并使产量提高了1/3。由于停用吸收塔底重沸器降低吸收塔温度后,吸收塔也就失去了脱除C2的作用。因此,LPG中的C2只能由脱丁烷塔回流储罐至常温分离器气相管线部分脱除,在正常操作参数下,此管线脱除C2能力有限。
2.2 流程优化措施分析
(1)回流罐是LPG产品出装置前的最后一个分离设备,提高其操作温度,可增加轻质组分饱和蒸汽压,利于C2等轻组分的逸出,降低LPG产品的乙烷含量;(2)提高其塔底操作温度,可使进入脱丁烷塔的物料中轻组分含量降低,但会使C3回收率下降;(3)通过增加回流量,可使脱丁烷塔内传质更为充分,有利于对C3组分的吸收,从而降低塔顶产品中的C5组分;(4)降低塔底温度,可降低饱和蒸汽压,限制塔底产品中重质组分向塔顶的输运,降低LPG中的C5含量;(5)提高进入吸收塔物料温度,调整思路与2.1.2一致;(6)提高常温分离器温度,调整思路与2.1.2一致类似,提高其操作温度,利于轻组分的逸出,降低进入脱丁烷塔液相中乙烷含量。
3 建模分析
3.1 模型计算
根据2.2的分析,确定将脱丁烷塔塔顶冷凝温度、脱丁烷塔底温度、脱丁烷塔回流量、入吸收塔物料温度、吸收塔塔底温度、常温分离器温度分别作为自变量进行敏感性分析。关注应变量有:液化气中乙烷和戊烷含量、吸收塔闪蒸气量以及LPG产量。
根据实际运行工况,利用模型进行仿真计算,计算结果为:吸收塔底温度(16℃)、LPG中乙烷含量(7.6%)、常分出口温度(38℃)、LPG 中异戊烷含量(2.5%)、脱丁烷塔顶回流量(1.8 m3/h)、LPG中正戊烷含量(0.4%)、脱丁烷塔底温度/148℃、LPG中C2、C5合计(10.5%)、脱丁烷塔顶冷凝温度(39℃)、吸收塔闪蒸气量(1272m3/h)、入吸收塔温度(-7℃)、LPG 产量(1226 kg/h)。回收系统运行并不理想,LPG中C2+C5的含量超过10%,不能满足国标对产品质量的要求。以下将根据现有运行情况,进行关键参数调整,关注相关操作参数对产品中C2+C5含量和LPG产量的影响,为回收系统操作优化提供指导依据。
3.1.1 脱丁烷塔顶冷凝温度的影响

图1 丁烷塔顶冷凝温度对产品质量和产量的影响
由图1可见:高脱丁烷塔塔顶冷凝温度有利于提高产品质量。原因在于冷凝温度提高后,塔顶回流罐中的轻质组分(如C2)将更多地溢出返回至常温分离器,而温度增加使重组分(如C5)溢出增加不显著,从而使产品中C2+C5含量降低。计算结果显示,在操作温度附近,冷凝温度提高4℃,可使C2+C5含量减少0.5%,而且随着冷凝温度的提高,作用更显著。同时,冷凝温度的提高会略微影响回收率,计算结果显示,在操作温度附近,冷凝温度提高4℃,LPG产量将会减少2%,而轻烃产量对塔顶温度变化不敏感。综合考虑,提高脱丁烷塔顶冷凝温度是提高产品质量的较好方式。
3.1.2 脱丁烷塔塔底温度的影响
由图2可见:适当降低脱丁烷塔底温度有利于提高产品质量。当塔底温度降低时,液相轻烃中的重组分(如C5)将减少向塔顶的输运,从而降低LPG产品中的重烃含量;由于塔底轻组分含量较低,温度对C2等的挥发影响不大。计算结果显示:当塔底温度从155℃降低到135℃的过程中,LPG中C2含量变化不足1%。值得注意的是,当塔底温度降至145℃前,每降低2℃,LPG中C5含量约降低2%,影响显著;但塔底温度低于145℃时,C5含量已小于1%,且对温度的变化不敏感。另一方面,塔底温度的降低不利于提高LPG收率,温度降低2℃,LPG产量将减少2%~3%;但是,减少的产量主要进入轻烃产品中,并未大量损失。
因此,适当降低脱丁烷塔底温度可显著降低LPG产品中C5含量(不大于1%),从而提高产品合格率。
3.1.3 吸收塔塔底温度的影响
仿真计算结果显示:提高吸收塔塔底温度有利于提高LPG产品质量。当吸收塔温度提高时,物料中的轻质组分更易逸出从塔顶气相管线排出,使得进入脱丁烷塔的物料组分更重,利于提高LPG产品质量。图3可见:吸收塔温度每提高5℃,LPG中C2+C5含量可减少约 0.5%,温度越高,影响越大。进一步分析可知,提高吸收塔温度对LPG产品中C5的影响更大,而C2变化较轻微。另一方面,吸收塔温度的提高将直接导致轻质组分的损失,从而影响产量。由图3可见:吸收塔温度每提高4℃,LPG产量将减少12%,轻烃产量也有略微下降。因此,提高吸收塔温度对于提高产品质量有益,但同时会影响LPG产量,实际生产时应综合考虑。

图3 吸收塔塔底温度对LPG质量和产量的影响
3.1.4 吸收塔进料温度的影响
仿真计算结果显示:调整吸收塔进料温度对产品质量和产量没有明显影响。原因在于仿真模型中如果吸收塔底及塔顶温度受控,进料物流在塔内的传质情况就基本一致。在实际装置中进料温度对塔内温度的分布肯定将造成一定影响,然而这种影响可以仍然可以用塔内温度变化对产品质量和产量的影响情况来进行分析。
3.1.5 脱丁烷塔顶回流量的影响
仿真计算结果表明:增大脱丁烷塔顶回流量有助于提高产品质量。当回流量增加时,脱丁烷塔上部气液传质更加充分,从回流罐回流的液体在气液逆流的过程中吸收了更多的重质组分,使其进入塔底产品中。图4可见:当回流量从1m3/h开始增加时LPG产品中的C5组分含量开始迅速下降;当回流量增大到一定程度时,产品中C5含量就基本稳定,这是由于气液传质已经接近热力平衡。在回流量变化的过程中,LPG产品中C2含量变化不大。随着回流量的增加,塔顶产品中C5等重组分进入塔底,使得LPG产量有轻微下降,而轻烃产量略有增加。
3.1.6 常温分离器温度的影响
仿真计算结果显示:提高常温分离器的温度,对LPG产品质量影响不大。在不同的温度点,产品中C2含量与温度的相关性略有不同,但由于C5受影响的关系不同,使得产品中C2+C5的含量基本稳定。与此相类似的还有液烃产量,在调整常温分离器温度时,轻烃产量保持不变而LPG产量略有起伏但也基本稳定。由此说明常温分离器温度对于原料中组分的分离作用很小,提高其值并不是有效的优化手段。
3.2 模拟结果分析
通过建模仿真计算可知:提高脱丁烷塔塔顶冷凝温度、降低脱丁烷塔底温度、提高吸收塔塔底温度以及增加脱丁烷塔塔顶回流量均可提高产品质量,但提高吸收塔温度、提高脱丁烷塔塔顶冷凝温度和降低脱丁烷塔底温度会影响LPG收率,在实际调试时应根据实际情况调整。
4 降低C2、C5工艺优化调试
4.1 调试思路
(1)依据理论分析和模型计算结果进行参数调整,主要参数有脱丁烷塔塔底温度、脱丁烷塔顶回流流量、脱丁烷塔塔顶冷凝温度、吸收塔塔底温度;(2)逐一调整影响 C2、C5变量参数,防止几个参数一起调整产生C2、C5含量变化而不知由哪个参数调整引起;(3)调试在尽量少降低LPG产量的前提下以提高产品中丙、丁烷含量(降低C2、C5含量)为目标;(4)降低产品中 C5的含量的主要措施包括降低脱丁烷塔底的温度和提高脱丁烷塔回流量;(5)降低产品中C2的含量的主要措施包括提高脱丁烷塔回流罐温度和提高吸收塔温度;(6)调试时温度参数应每两度一个梯度进行测试,每个梯度调整后应等待系统平衡,若发现系统气量不足应停止调试,将温度恢复。
4.2 工艺优化调试过程
4.2.1 调整脱丁烷塔塔底温度及塔顶回流流量
为了提高LPG回收率,油田在投产初期将脱丁烷塔重沸器出口设计温度由设计的147℃提升至157℃,以降低稳定轻烃中LPG含量,并控制塔顶回流流量控制塔顶LPG中的C5含量,实际塔底温度在145~149℃,LPG中C5在3%以下,满足旧国标要求。
将脱丁烷塔底温度由145℃逐步降至132℃,LPG中C5含量从3.0%降至0.8%左右,而C2含量在此期间略有下降,然后不再变化,如图5。

图5 脱丁烷塔塔底温度对LPG质量和产量的影响
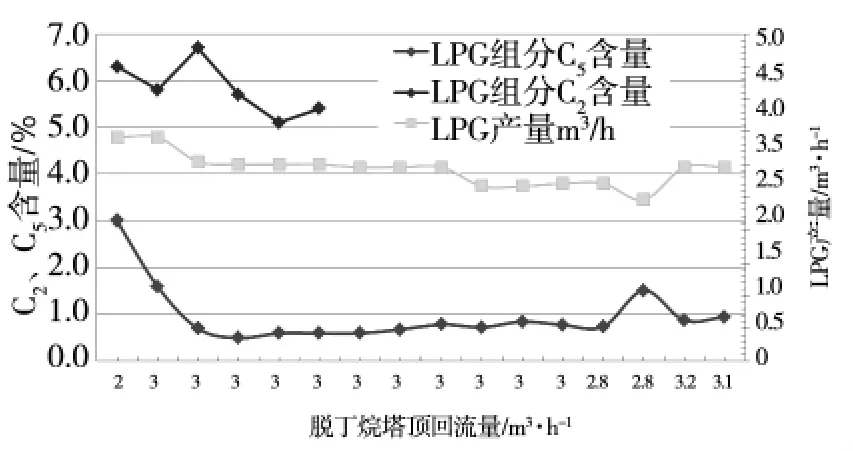
图6 脱丁烷塔顶回流量对LPG质量和产量的影响
由图6可见:将脱丁烷塔顶回流量由2m3/h升高至3m3/h,LPG中C5含量从3.0%降至0.8%左右,而C2含量在此期间略有下降,然后不再变化。并保持此塔底温度和塔顶回流量观察,C5含量在后续改变脱丁烷塔顶冷凝温度和吸收塔底温度也稳定在1%以下,下降幅度达2%,为降低LPG产品中C2+C5含量提供有力支持。
调整这两个参数后,随着LPG中C5含量的下降,LPG产量从3.42m3/h下降至3.01m3/h,下降幅度9%。
4.2.2 调整脱丁烷塔顶冷凝温度
由图7可见:前面提到调整脱丁烷塔塔底温度和塔顶回流量时,脱丁烷塔顶冷凝温度保持40℃,随着温度从40℃升至48℃,LPG中C2从调整前平均5.9%下降至4.5%,调整期间LPG产量3.0 m3/h下降至2.76 m3/h,有小幅下降。

图7 脱丁烷塔顶冷凝温度对LPG质量和产量的影响
另外,在冷凝温度为49℃时,脱丁烷塔压力上升较高,后在脱丁烷塔顶回流罐至常温分离器管道增加了一条1/2"的仪表管增加燃气回流量,以降低脱丁烷塔塔压,同时使部分LPG中C2回到中压系统重新回收,减少LPG产量损失。LPG中C2含量从4.5%降至3.9%,结合“4.2.1中调整后C5含量”,C2+C5含量为4.8%,已低于5%的新国标中C2+C5大于95%的组分要求。
4.2.3 调整吸收塔塔底温度
由图8可见:在其他参数不变的情况下,提高吸收塔塔底温度对LPG中C2组分降低作用不明显,LPG产量有所下降。根据相平衡原理,在吸收塔塔底重沸器加热作用下,由于C2组分比C5组分的挥发度高,液相中较多的C2组分与较少C5组分会进入气相中(达到相平衡时同一组分在气相中组成与在液相中组分成一定比例关系),在吸收塔塔顶没有冷却介质回流冷凝的情况下,C2组分与C5组分仍无法进行有效分离,相反进一步大幅提高吸收塔塔底温度,势必会引起LPG产量大幅损失。

图8 脱丁烷塔顶冷凝温度对LPG质量和产量的影响
5 结论及建议
5.1 结论
5.1.1 通过提高脱丁烷塔塔顶冷凝温度41℃至50℃,C2含量从6.3%降至4.0%;
5.1.2 降低脱丁烷塔底温度、增大脱丁烷塔塔顶回流量可以将C5含量从2.0降至0.8%;
5.1.3 由于吸收塔脱C2能力差,升高吸收塔塔塔底温度对LPG产品中C2含量影响不大;
5.1.4 通过脱丁烷塔塔顶冷凝温度、脱丁烷塔底温度、脱丁烷塔塔顶回流量等操作参数进行优化,能够将LPG产品中C2+C5含量降至5%;
5.1.5 增大脱丁烷塔顶回流罐气相返回常温分离器管线流通能力可以对降低LPG产品C2含量和减少LPG产量损失起到促进作用;
5.1.6 在当前系统操作下,降低LPG产品中的C2+C5含量势必降低LPG产量(达到要求实际LPG产量减少约10m3/d),故应根据实际需要降低C2+C5含量。
5.2 操作建议
5.2.1 由脱丁烷塔顶回流罐至常温分离器管道尺寸偏小,即使增加了一条1/2"的仪表管后流通量依然不足,限制了产品质量的进一步提升,建议将从脱丁烷塔顶回流罐至常温分离器气相管道尺寸改造为2";
5.2.2 由于脱丁烷塔顶回流罐至常温分离器气量增加,进入制冷系统的气也相应增加,丙烷制冷系统受循环水系统冷却效果的影响而效率低下,成为系统改善LPG质量的另一瓶颈,故应采取有效措施提高丙烷制冷系统效率;
5.2.3 由于提高吸收塔底温度后,LPG产品中C2组分含量降低不明显,而对LPG产量影响较大,故应适当降低吸收塔底温度以提高收率。