表面燃烧器用金属纤维制品的开发现状
2018-08-02
1.西安菲尔特金属过滤材料有限公司,陕西 西安 710201;2.西部金属材料股份有限公司,陕西 西安 710201
以铁铬铝纤维(一般都含少量稀土元素)为原料制备的金属纤维制品(包括纤维毡和织物等)是一种耐高温产品,具有开孔率高、透气均匀、抗热震性和导热性好等特点,可作为表面燃烧器的火焰载体材料。基于当前的国内外的研究发现,金属纤维制品的表面燃烧器也称金属纤维燃烧器,其特点有(1)燃烧头外形适应性强,如有圆盘形、圆柱形、球形等,并具有良好的抗热震性和抗机械冲击性;(2)燃烧强度高,燃烧功率调节范围大,可在100~10 000 kW/m2范围内任意调节;(3)NOx排放浓度低,在20 mg/Nm3以下;(4)金属纤维制品的表面燃烧器是全预混燃烧器,完全燃烧时过量空气系数较低,故节能效果明显。
近年来,随着国家环境治理步伐的加快,特别是北京市地方标准DB 11/ 139—2015《锅炉大气污染物排放标准》的发布,表面燃烧器出现了井喷式发展。与表面燃烧器相关的金属纤维制品厂家为避开知识产权壁垒、抢占部分市场,纷纷开发了自己的金属纤维制品,这便造就了当今表面燃烧器用金属纤维制品“百花齐放”的局面。
西安菲尔特金属过滤材料有限公司是生产金属纤维及制品的一家知名公司,生产表面燃烧器用金属纤维制品已有近十年的历史。公司不仅拥有铁铬铝纤维烧结板和集束铁铬铝长纤维针织物两种成熟的产品,还时刻关注国内外相关产品的开发状况,具备较强的前沿市场洞察力和敏锐度。本文将以市场上现有的产品为依据,介绍目前国内外表面燃烧器用金属纤维制品的开发状况,分析各种产品的特点,以期为下游客户选择合适的金属纤维制品提供参考。
1 金属纤维开发现状
1.1 主要材质
目前,表面燃烧器用金属纤维制品的材质绝大多数是铁铬铝合金。这种铁铬铝合金有是否添加稀土元素之分。一般情况下,表面燃烧器长期蓝焰燃烧时,火焰浮于燃烧面上方,燃烧面表面温度约850 ℃,可选用未添加稀土元素的铁铬铝纤维;表面燃烧器长期红焰燃烧,或蓝焰和红焰经常交替出现时,燃烧面表面温度可达900 ℃以上,此时只能选用添加稀土元素的铁铬铝纤维。
1.2 几种表面燃烧器用铁铬铝纤维
1.2.1 集束拉拔铁铬铝纤维
集束拉拔铁铬铝纤维是采用集束拉拔法[1-2]制备而成的。先将50~300根铁铬铝原料丝(丝径为500 μm)放在一起,中间利用隔离层(通常采用电镀法在铁铬铝原料丝表面覆上一层铜)隔开,然后一起穿入铜管中形成复合体;随后对此复合体进行多次拉拔,每次拉拔的加工率控制在8%~10%范围内,总加工率控制在80%以下;接着进行再结晶退火,如此拉拔和退火交替进行,直至将此复合体拉拔至最终的尺寸;最后采用电解或化学法将复合体上的铜溶解掉,即得集束拉拔铁铬铝纤维。
集束拉拔铁铬铝纤维表面形貌如图1所示,其为连续长纤维,常规丝径在12~40 μm,可直接用于制备集束铁铬铝长纤维针织物和机织物,也可通过牵伸加工成短纤维用于制备纤维烧结板、纤维覆网烧结板、集束铁铬铝短纤维针织物及机织物等。
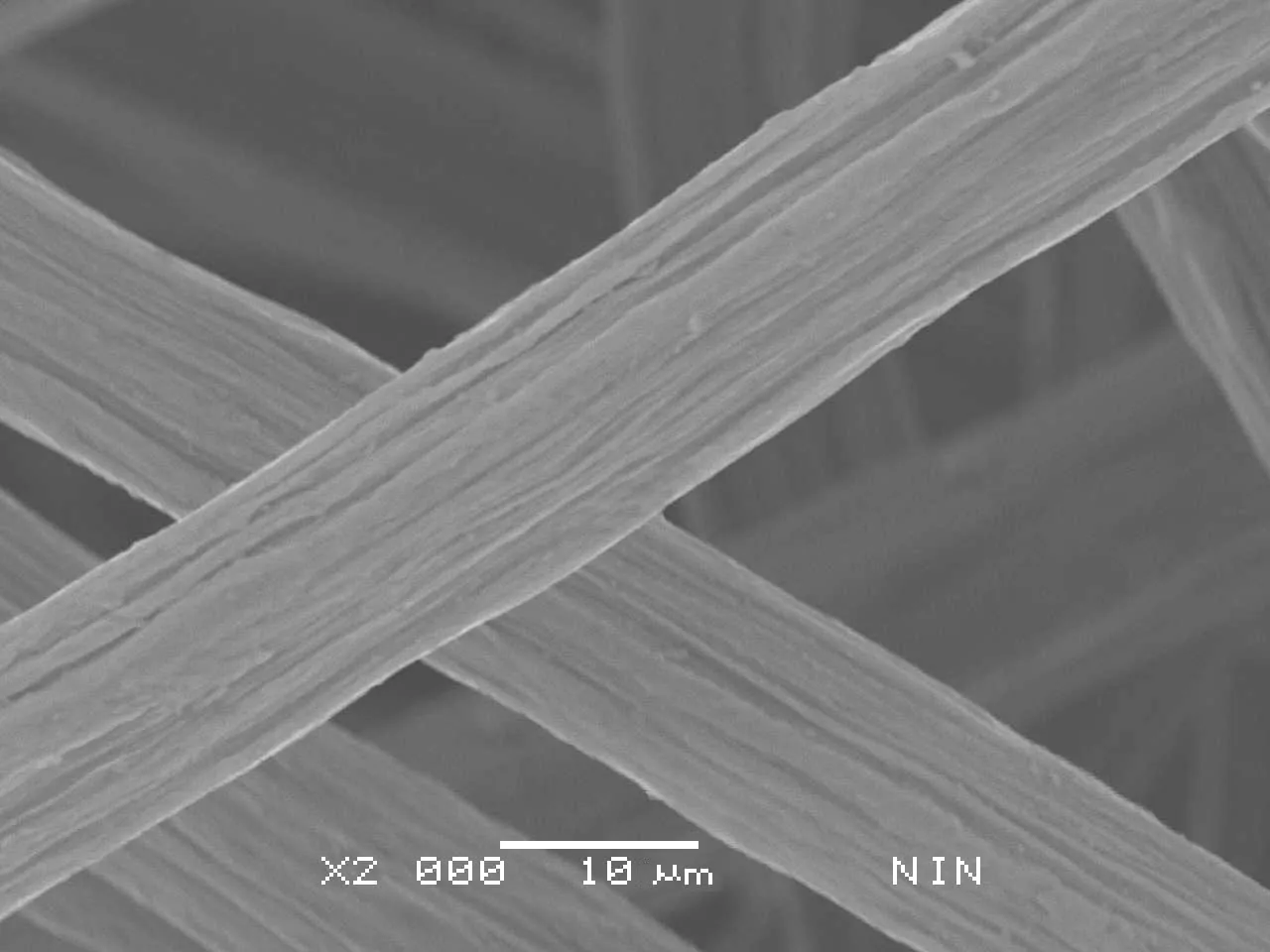
图1 集束拉拔铁铬铝纤维表面形貌
1.2.2 卷材刮削铁铬铝纤维
卷材刮削铁铬铝纤维以厚度为1.0~2.0 mm的带材为原料,先通过轧制复合的方法制备出铁铬铝带与铜带的复合带(具体叠配方式为铁铬铝带+铜带+铁铬铝带);然后将复合带缠绕成紧密的卷,通过车床进行刮削,生产原理如图2所示;最后利用硝酸溶解掉刮削产物中的铜,即得卷材刮削铁铬铝纤维[3-4]。
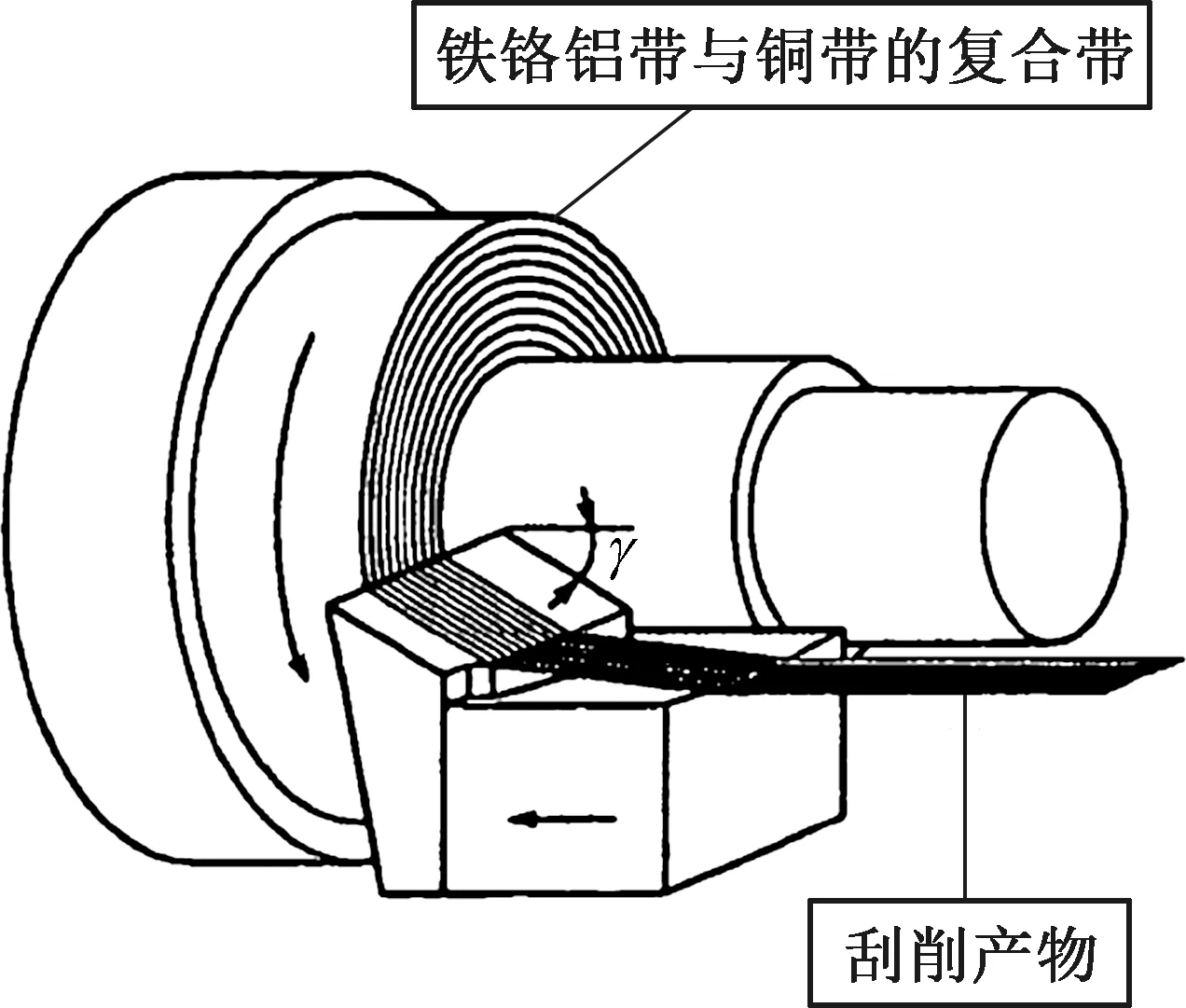
图2 卷材刮削铁铬铝纤维生产原理
卷材刮削铁铬铝纤维表面形貌如图3所示,其仍为连续长纤维,横截面近似长方形(图4),可用于制备卷材刮削铁铬铝短纤维针织物和机织物。
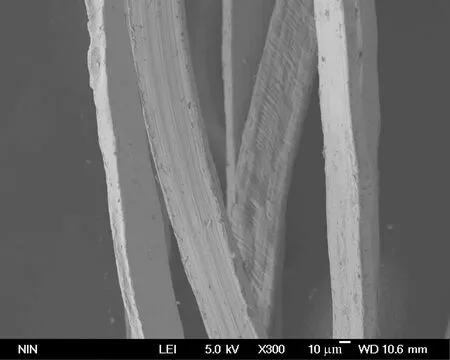
图3 卷材刮削铁铬铝纤维表面形貌
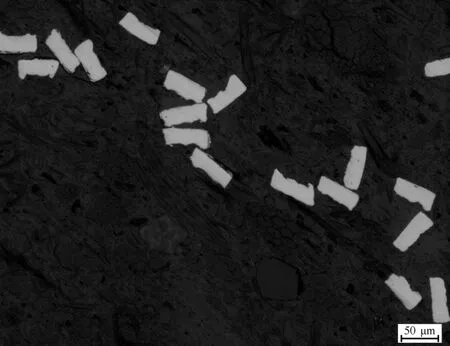
图4 卷材刮削铁铬铝纤维横截面
1.2.3 熔抽铁铬铝纤维
熔抽铁铬铝纤维是利用专门的设备,从液态金属中直接生产出来的。其制备原理如图5所示,即加热圆盘外围的表面,并将圆盘略微浸入金属熔体液面之下,使金属熔体在圆盘外围的表面发生凝固,接着凝固的金属将呈纤维状随圆盘高速转动而被连续抽出。

图5 熔抽铁铬铝纤维制备原理
熔抽铁铬铝纤维为短纤维,表面形貌如图6所示,长度一般为50.0~150.0 mm,可用于制备熔抽铁铬铝纤维机织物。
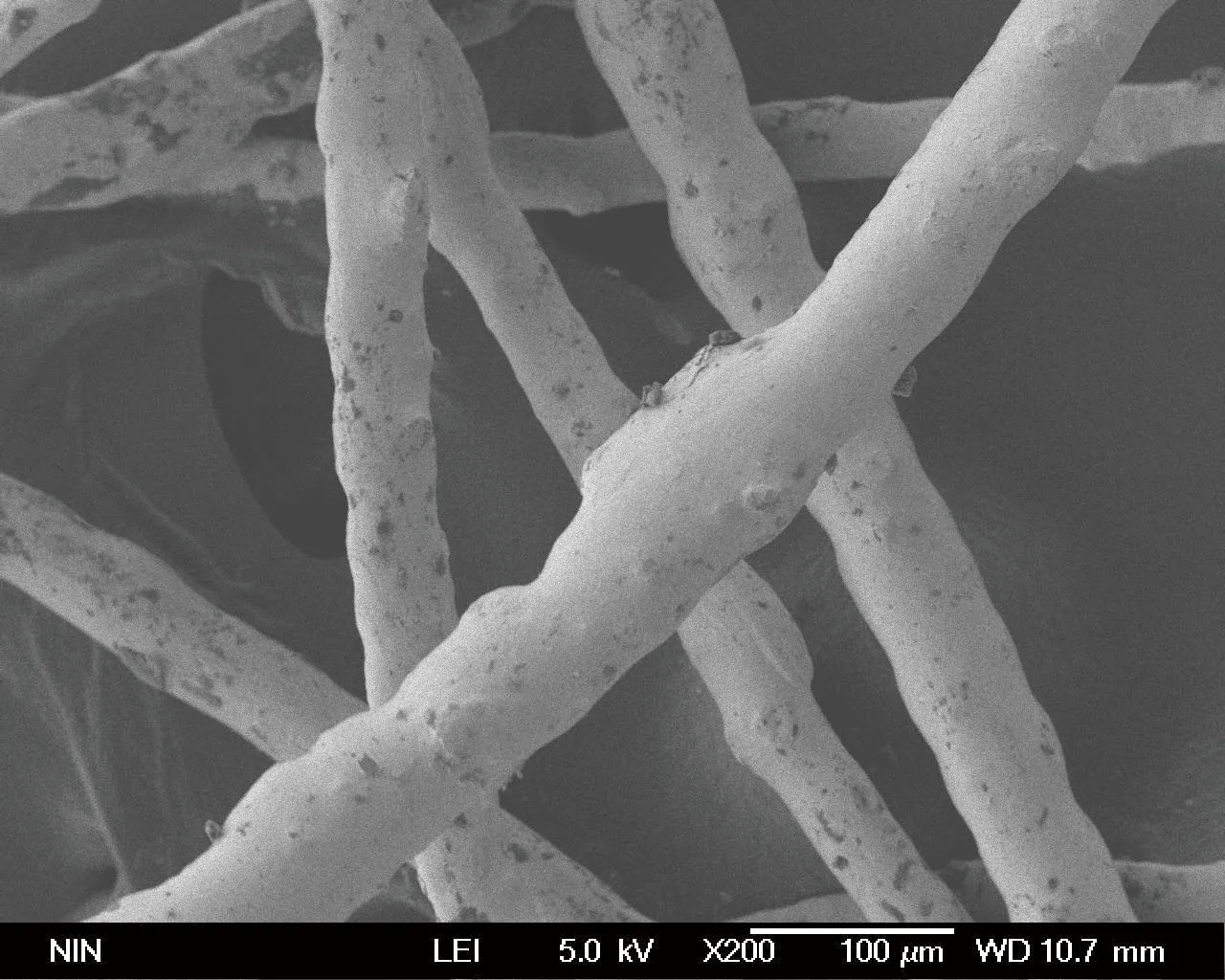
图6 熔抽铁铬铝纤维表面形貌
1.2.4 振动切削铁铬铝纤维
振动切削铁铬铝纤维是利用一种具有弹性的刀具,在铁铬铝棒上直接切削下来的。其制备原理如图7所示,当满足一定的切削条件时,弹性刀具在切入方向上相对于纤维坯件即铁铬铝棒产生自激振动,从而生产出振动切削铁铬铝短纤维。此时,弹性刀具的振幅A应满足[5]:
式中:f——进给量;
Φ——纤维坯件前后两转的相位差。
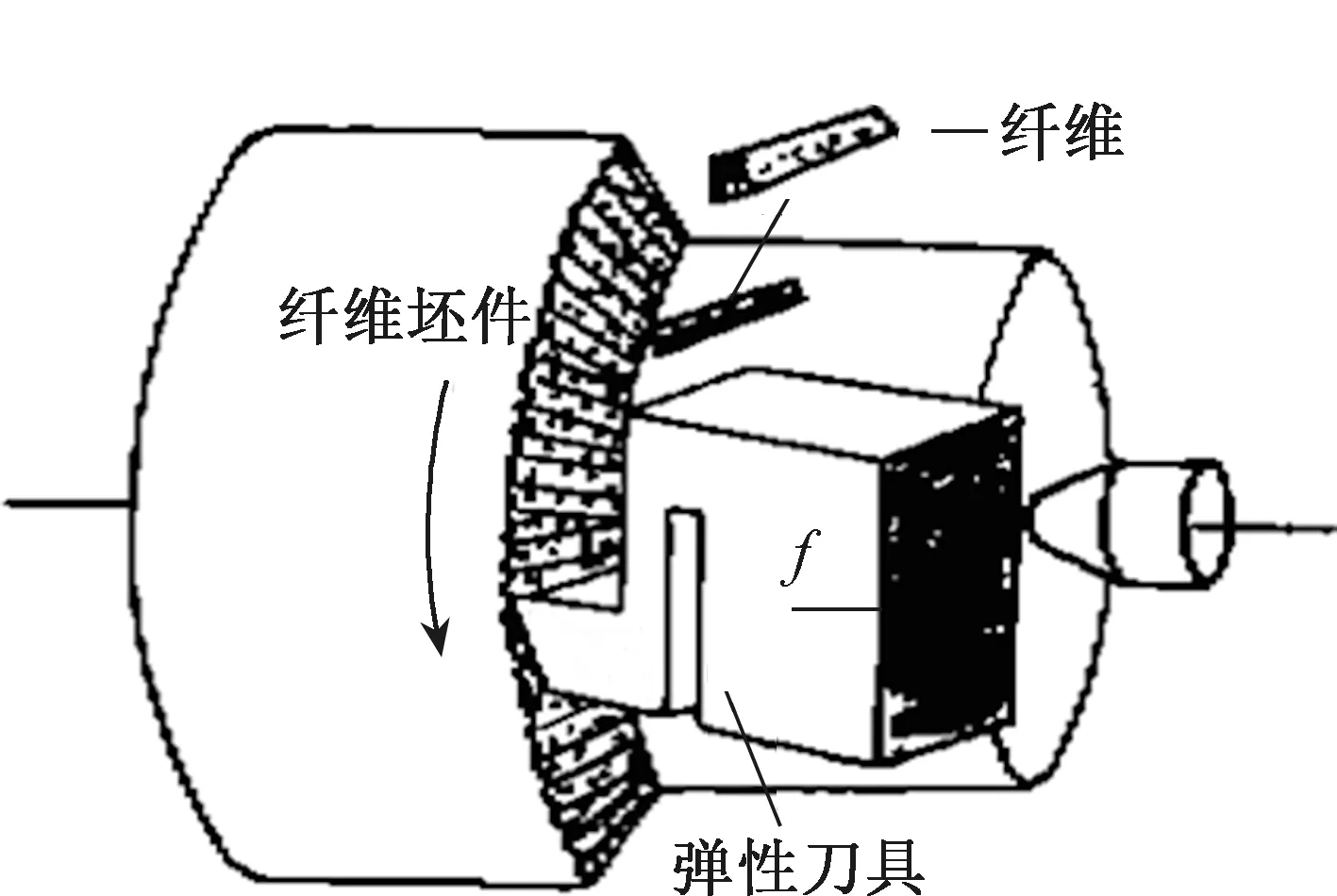
图7 振动切削铁铬铝纤维制备原理
振动切削铁铬铝纤维为短纤维,其表面形貌如图8所示,长度为10.0~30.0 mm,可用于制备纤维覆网烧结板。
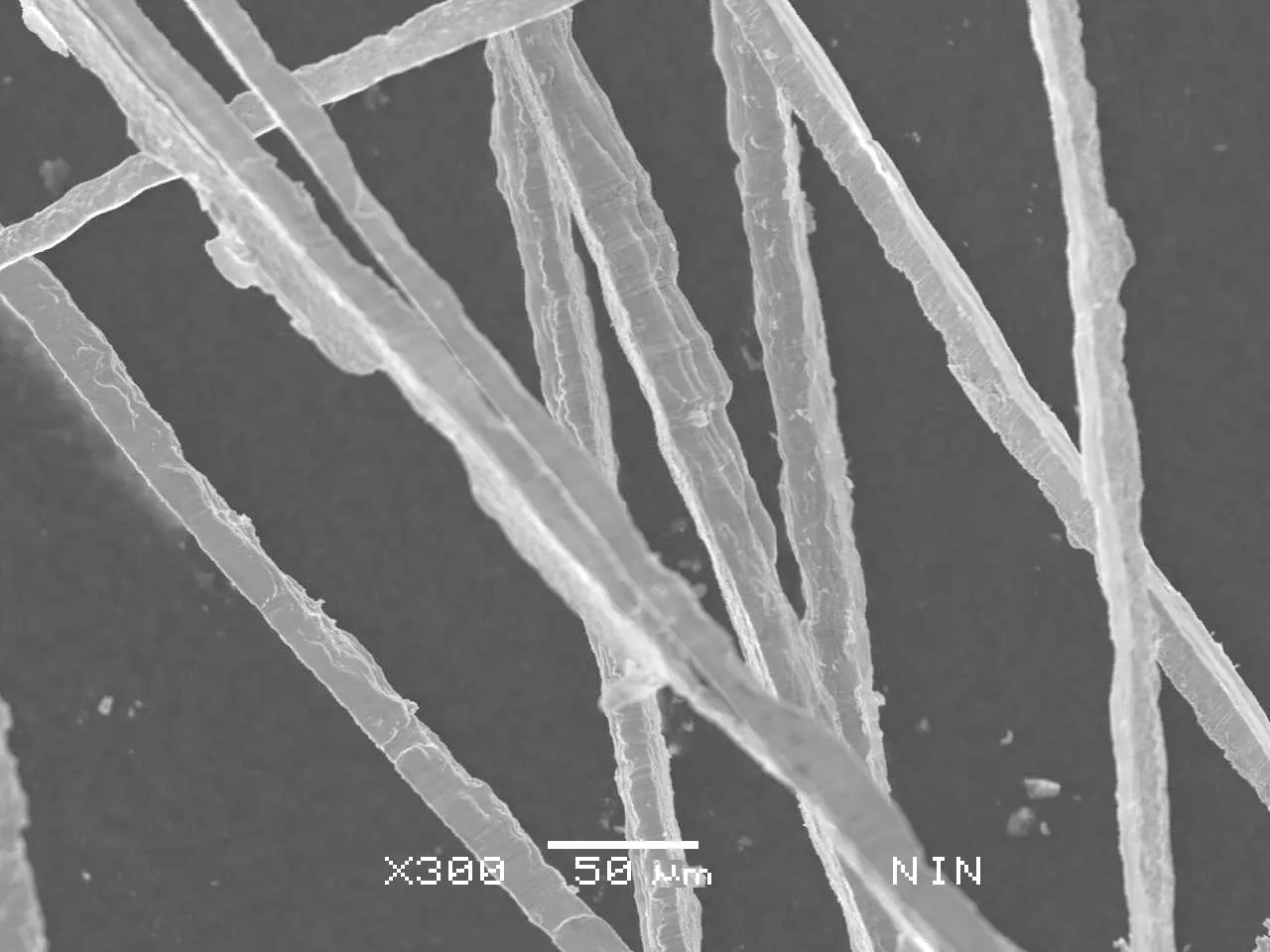
图8 振动切削铁铬铝纤维表面形貌
1.2.5 单丝铁铬铝纤维
单丝铁铬铝纤维是采用单丝拉拔法制备的一种长纤维,其表面形貌如图9所示,丝径约40 μm,抗拉强力大于100 cN,延伸率大于10%,可用于制备单丝铁铬铝长纤维针织物。
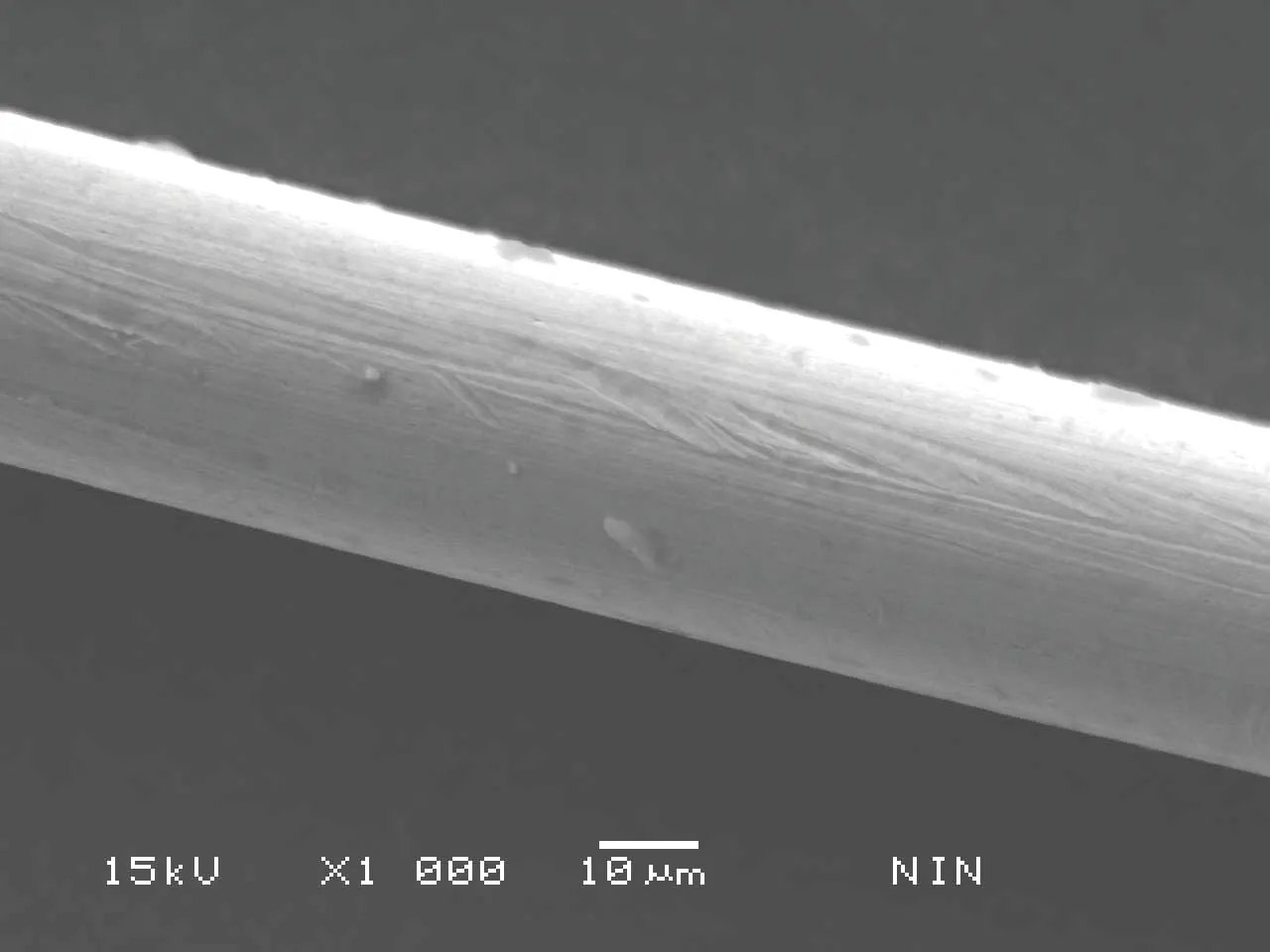
图9 单丝铁铬铝纤维表面形貌
2 金属纤维制品
2.1 烧结制品
2.1.1 纤维烧结板
纤维烧结板是以集束拉拔铁铬铝纤维为原料,经过铺毡、烧结、平整冲孔等工序制备而成的,其表面形貌如图10所示。使用时,纤维烧结板未打孔部位的火焰较小,且多为辐射传热的红焰,打孔部位的火焰又大又长,且一般为对流传热的蓝焰。于是,纤维烧结板表面便形成了气流梯度,这在一定程度上提高了燃烧的稳定性。这种燃烧技术被称为梯度燃烧技术[6]。
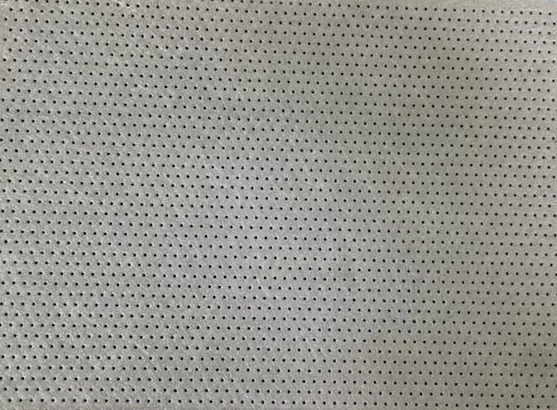
图10 纤维烧结板
由纤维烧结板制备的表面燃烧器的NOx排放浓度可达到20 mg/Nm3以下,燃烧功率最高可达3 MW/m2,但由于打孔部位高温蓝焰的存在,其在食品烘烤、纺织品干燥、PVC低温退火等行业的应用受到了一定的限制。另外,组成纤维烧结板的纤维丝径一般都小于20 μm,打孔部位纤维受气流冲刷后易脱落,故会造成孔洞堵塞或孔洞变大等情况,进而影响燃烧的稳定性;未打孔部位透气较少,透气度一般都在500 L/(dm2·min)以下,若空气中灰尘较多,则此处极易出现堵塞,最终影响整个表面燃烧器的燃烧效果。
2.1.2 纤维覆网烧结板
纤维覆网烧结板主要是由振动切削铁铬铝纤维与铁铬铝编织网高温烧结复合而成的,部分制品还在铁铬铝编织网外侧增加了一层铁铬铝箔材,其表面形貌如图11所示。纤维覆网烧结板的透气均匀性较好,透气度可达500~1 000 L/(dm2·min),可用于燃气锅炉、烘烤、干燥等领域。纤维覆网烧结板因一侧有铁铬铝编织网作为支撑,其刚度更大、寿命更长。另外,经过轧制处理的纤维覆网烧结板已形成一个个小的燃烧单元,各燃烧单元周围的纤维已几乎被压实成致密区,这样一旦个别单元出现纤维脱落,甚至逐渐形成孔洞,都不会蔓延至别的单元,不会对整个表面燃烧器的使用造成较大影响。个别厂家的同类产品还在铁铬铝编织网侧覆上一层铁铬铝箔材,这使得该类产品的透气均匀性又上了一个台阶,强度也有一定程度的提高,但该产品的透气度会有20%左右的下降。再者,覆有铁铬铝箔材的纤维覆网烧结板的刚度较高,只适于制作平板状或圆筒状的燃烧头,否则铁铬铝编织网与振动切削铁铬铝纤维之间易出现分层开裂的现象。

(a) 纤维侧
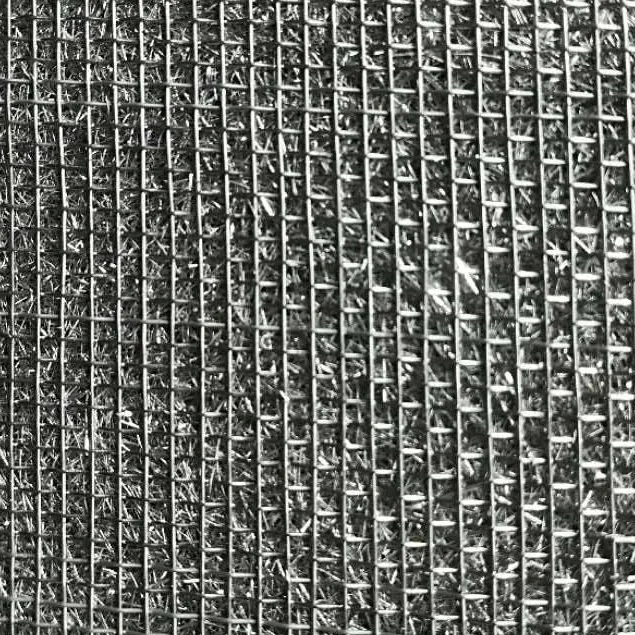
(b) 编织网侧
2.2 织物
2.2.1 集束铁铬铝长纤维针织物
集束铁铬铝长纤维针织物是以丝径22~35 μm的集束拉拔铁铬铝长纤维为原料,经过加捻、退火、针织等工序制备而成的,其表面形貌如图12所示。这种织物中纤维间孔隙较小,气体绝大部分是从针织物线圈形成的孔洞中透过的。因此该织物用于表面燃烧器时,表面会形成梯度火焰,属于梯度燃烧技术范畴,与纤维烧结板有相近的应用领域。另外,这种织物的透气度可达3 500~4 000 L/(dm2·min),整体透气性比纤维烧结板好,因此适用于火焰强度更大的场合,特别适用于燃气锅炉行业[7]。
2.2.2 集束铁铬铝短纤维针织物
集束铁铬铝短纤维针织物是以集束拉拔铁铬铝长纤维为原料,经过牵伸(长纤维变为50.0~150.0 mm的短纤维)、纺纱、针织等工序制备而成的,其表面形貌如图13所示。这种织物的透气均匀性较好,透气度一般为3 200~3 800 L/(dm2·min),可以用于烘干、红外加热、燃气燃烧等领域,但这种织物由于没经过辊压处理,再加上织物中纤维较短,故纤维脱落现象较严重,这限制了其在食品行业及火焰强度较高的燃气燃烧行业的应用。另外,这种织物的弹性较大,制作燃烧头时伸展织物所施加的力会对燃烧头的整体透气性影响较大,从而造成这类织物的燃烧头透气性差异较大[8]。

图13 集束铁铬铝短纤维针织物表面形貌
2.2.3 卷材刮削铁铬铝短纤维针织物
卷材刮削铁铬铝短纤维针织物是以卷材刮削铁铬铝短纤维为原料,经过牵伸、包覆、针织、水洗、烘干等工序制备而成的,其表面形貌如图14所示。该织物的整体透气均匀性较好,透气度一般在1 500~2 500 L/(dm2·min),适用于红焰和蓝焰两种表面燃烧状态,但用作表面燃烧器时燃烧功率会因其透气度较低而受到一定的限制。另外,这种织物经过辊压定型处理,织物的弹性很小,故用于制作燃烧头时,燃烧头的透气性波动不大,适用于大批量标准化生产。但是,这种织物长期使用也会出现纤维脱落的现象,因此限制了其在食品行业中的应用。
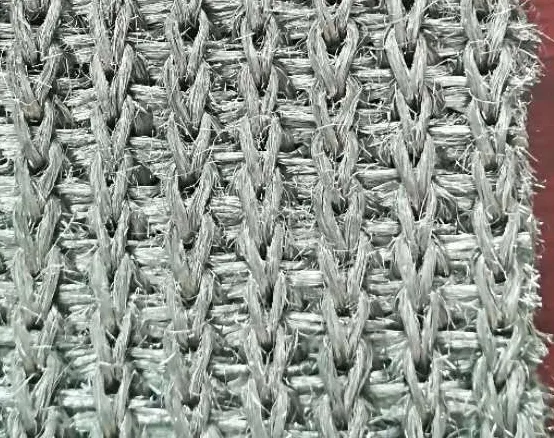
图14 卷材刮削铁铬铝短纤维针织物表面形貌
2.2.4 单丝铁铬铝长纤维针织物
单丝铁铬铝长纤维针织物是以丝径40 μm的单丝铁铬铝纤维为原料,经过包覆、捻线、针织、水洗、烘干等工序制备而成的,其表面形貌如图15所示。这种织物纤维间孔隙较大、整体透气均匀性较好,用于表面燃烧时火焰的均一性较好,即蓝焰和红焰不会同时出现,几乎可应用于表面燃烧器所有领域。另外,该织物的透气度一般为3 000~4 000 L/(dm2·min),燃烧过程中火焰强度的调节范围较大,红焰与蓝焰之间可任意转换。但这种织物的制作工艺较复杂、成本较高,同时织物本身的弹性较大,故制作燃烧头时,燃烧头的整体透气性会随伸展织物的强力不同而发生较大变化[9]。
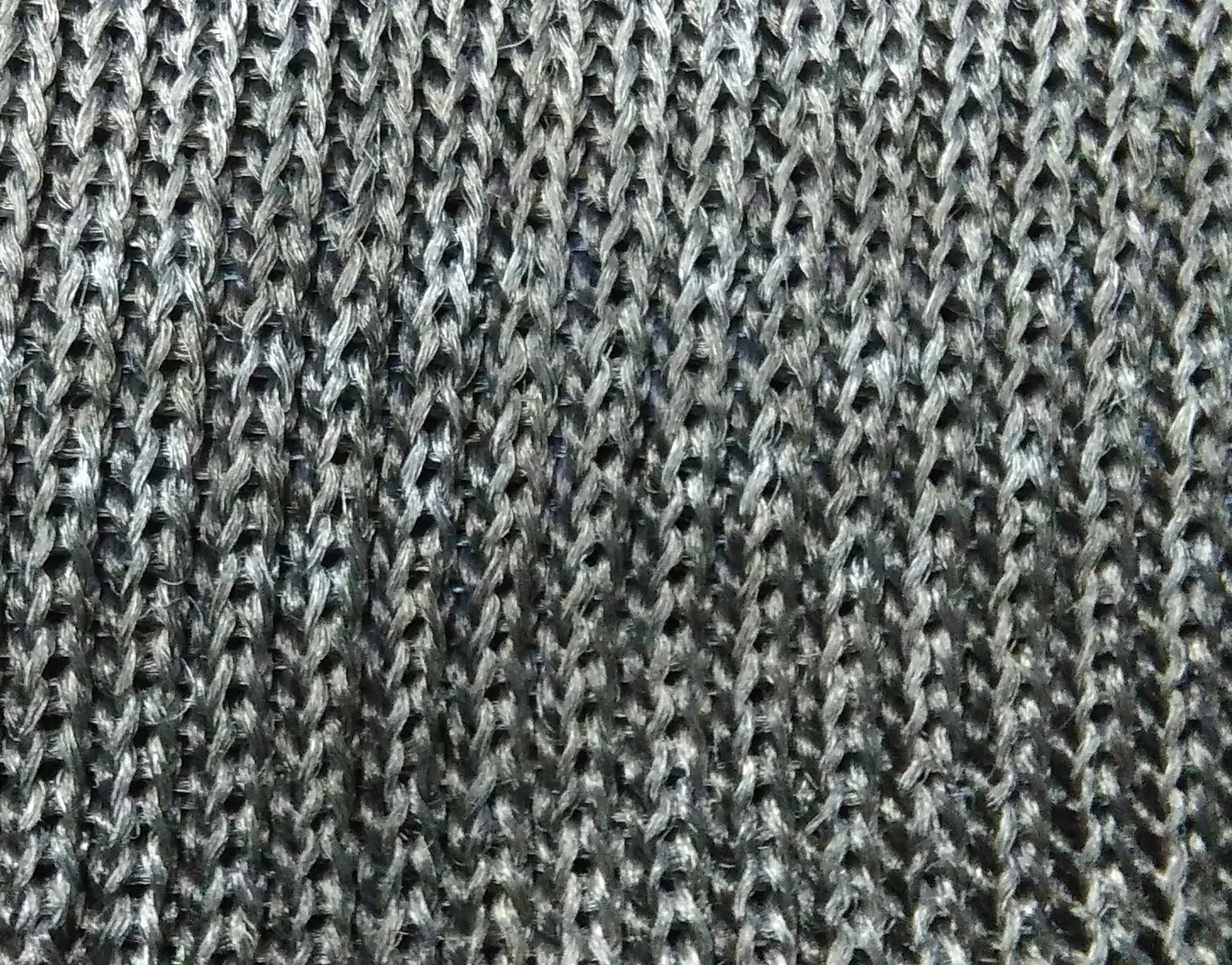
图15 单丝铁铬铝长纤维针织物表面形貌
2.2.5 集束铁铬铝长纤维机织物
集束铁铬铝长纤维机织物是以丝径为30~40 μm的集束拉拔铁铬铝长纤维为原料,经过上浆、整经、机织、水洗、烘干等工序制备而成的,其表面形貌如图16所示。该织物透气均匀性好,但透气度较小,一般在500~800 L/(dm2·min),可应用在干燥、烘干、加热等领域火焰强度较低的环境中。另外,这种织物采用斜纹组织,织物中纤维相互之间很紧密,长期使用后孔隙不易变形,火焰稳定性好。再者,这种织物的制备工艺简单、生产效率高、生产成本较低,适宜大面积推广。
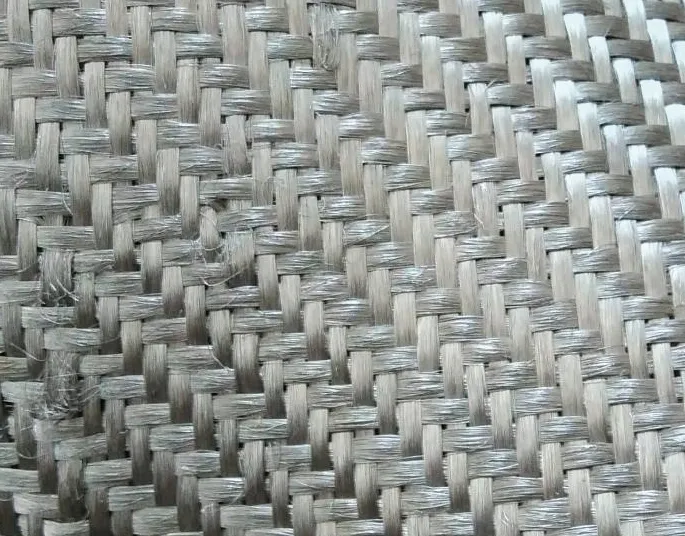
图16 集束铁铬铝长纤维机织物表面形貌
2.2.6 集束铁铬铝短纤维机织物
集束铁铬铝短纤维机织物是以丝径为12~22 μm 的集束拉拔铁铬铝长纤维为原料,经过牵伸、纺纱、整经、机织等工序制备而成的,其表面形貌如图17所示。该织物透气均匀性较好,透气度为400~ 1 000 L/(dm2·min),适用于干燥、烘干、加热等领域火焰强度要求较低的环境中,但其在使用中存在纤维易脱落现象,因此限制了该织物在食品行业中的应用。另外,该织物所用纤维的丝径一般都小于22 μm,因此该织物的使用寿命小于集束铁铬铝长纤维机织物。再者,该织物制备工序较繁琐且过程损耗较大,因此价格较高[7]。

图17 集束铁铬铝短纤维机织物表面形貌
2.2.7 卷材刮削铁铬铝短纤维机织物
卷材刮削铁铬铝短纤维机织物是以卷材刮削铁铬铝纤维为原料,经过牵伸、包覆、整经、机织、水洗、烘干等工序制备而成的,其表面形貌如图18所示。该织物中经纱和纬纱都未经过加捻,故纱线较为蓬松,这有利于改善织物的透气性,织物透气度一般为700~1 500 L/(dm2·min),主要应用于红焰燃烧的表面燃烧器,但其存在长期使用后纤维易脱落的弊端,故不宜用于食品行业。
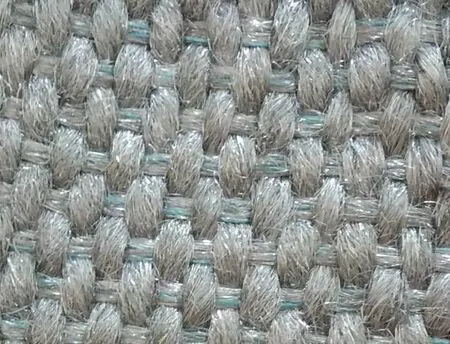
图18 卷材刮削铁铬铝短纤维机织物表面形貌
2.2.8 熔抽铁铬铝纤维机织物
熔抽铁铬铝纤维机织物是以长度为50.0~120.0 mm 的熔抽铁铬铝纤维为原料,经过梳理、纺纱、整经、机织等工序制备而成的,其表面形貌如图19所示。从图19可以看出,该织物中纱线粗细均匀性较差,纱线间孔隙大小不一致现象较为严重。该织物透气度测量结果为1 700~2 500 L/(dm2·min),但波动较大。该织物可实现红焰和蓝焰的自由切换,燃烧功率调节范围大,可应用在加热、烘干、干燥等领域对热量分布均匀性要求不高的环境中。该织物所用原料也是短纤维,长期使用时纤维脱落的风险很大,因此也不适合在食品行业中应用。

图19 熔抽铁铬铝纤维机织物表面形貌
3 展望
纤维烧结板、纤维覆网烧结板、集束铁铬铝长纤维机织物、卷材刮削铁铬铝短纤维针织物及机织物、熔抽铁铬铝短纤维机织物等六种产品,是目前国外主流的表面燃烧器用金属纤维制品,它们在不同的领域都有着较为广泛的应用,但当它们在国内使用时却会出现一些问题,如国外进口的纤维覆网烧结板用于燃气锅炉时,由于我国空气质量较差,纤维覆网烧结板极易出现堵塞。因此,适合我国国情的表面燃烧器用金属纤维制品是国外相关公司向我国推广其产品时必须要考虑的因素。纤维覆网烧结板、集束铁铬铝长纤维针织物、集束铁铬铝短纤维针织物、单丝铁铬铝长纤维针织物等四种产品,是国内公司参照国外相关产品并依据我国国情开发出来的表面燃烧器用金属纤维制品,目前已在相关领域进行推广和应用,但由于应用时间尚短,产品的寿命、稳定性、透气性等关键数据都还不明确,还有待在长期使用过程中加以积累。
