力士乐HMI在光伏切片机中的应用
2018-07-31聂凤军魏来
聂凤军,魏来
(大连连城数控机器股份有限公司,辽宁 大连 116000)
0 引 言
HMI(Human Machine Interface)称为“人机界面”,又叫“用户界面”或“使用者界面”,是人与计算机之间传递、交换和对话的媒介,也是用户系统的重要组成部分[1]。力士乐是德国的著名商标,它是一家致力于传动与控制技术的公司, 其在HMI领域有着多年的开发经验,其中VEP系列操作面板是力士乐公司的知名产品。
在自动化行业中,人机界面(HMI)最早的应用是将现场开关、按钮、电磁阀等电气元件的状态传递至计算机显示窗口,然后通过计算机向操作人员提供一个可以进行生产过程监控和操作的平台[2]。随着工业模式的不断升级,如今,HMI已不仅仅限于之前简单的状态显示的功能,其逐渐具备通信、输入、控制和提取等更多更强大的功能。
1 HMI的发展现状与趋势
近十年来,人机界面(HMI)解决方案与不断变化的用户需求同步,更是取得了跨越式发展。随着智能化工厂和数字化车间的发展,HMI的技术收到业界广泛讨论和研究[3]。为了能更好呈现设备和流程状态,HMI不仅仅实现了控制和可视化,更与工控类产品进行无缝对接,向用户呈现一个栩栩如生的智能系统。因此,简易化、实时化和准确化的画面的应用对HMI来说提出了更高要求:
(1)操作的简易性。传统的HMI采用的是按键式操作,它的功能相对单一,按键式操作也过于复杂,而当前广泛应用的触摸技术为用户提供了更好的解决方案。
(2)通信的实时性和准确性。在网络突飞猛进的今天,通信方式在不断的引领者改革。传统的HMI主要的通信接口为RS232和RS485。RS232就不必详述了,其易损坏、通信距离短和通信速度慢等缺点早已广为人知;而作为RS232升级版的RS485虽然解决了通信距离的问题,但其通信速度的问题依然没有得到很好地解决,并且RS485还有着明显的抗干扰能力差等缺点。而随着互联网在智能工厂中的应用,HMI的通信接口已转向以太网,将“一网到底”发挥得淋漓尽致,其通信的稳定性和速度都得到了大幅度的提升[4]。
HMI技术是工业自动化的一种典型应用,面对未来智能工厂的大趋势,HMI技术将在智能工厂和数字化车间扮演着越来越重要的角色[5]。借助互联网的优势,未来的工厂里HMI将不再是单一的固定在设备上的使用界面,手机、平板电脑都可以作为工厂HMI的一部分,可轻松地实现对工厂设备的远程管理和实时监控,智能工厂将实现信息技术、互联、信息交互、流程管理等,满足客户对差异化、定制化的需求,提高生产的灵活性,以及向管理者提供更佳的决策支持[6]。从智能工厂的发展可以看到,HMI在其中起着重要的作用,同时对HMI提出了更高的要求[7]。
2 设备参数与连接方案
本次研究依托于连城数控机器有限公司所生产的产品——光伏切片机。光伏切片机属于连城数控机器有限公司三大类产品之一,是其研发的明星设备,连城的光伏设备分类如图1所示。

图1 光伏设备架构
本次研究的金刚线切片机选取的是博士力士乐的工业嵌入式PC面板,产品型号为VEP 40.5 DB。它是力士乐公司开发的较为先进的人机界面硬件,其基本参数如表1所示。

表1 VEP 40.5 DB 基本参数
根据VEP的基本参数,该款触摸屏需配置24 V电源输入,通过以太网口与运动控制器进行连接通信,根据其特性原理与本项目光伏切片机的特性,设计其硬件连接结构,如图2所示。

图2 VEP硬件连接
本次研究中硬件组态以一台工业路由器(4口HUB)为交换组件,并作为通信的中转站负责连接3个部分:
(1)12.1寸触摸屏。此部分也就是本次研究的人机界面设备,它通过以太网口和路由进行连接,通过路由内部的交互通信,达到和PLC主站、PLC从站的信息交互通信任务。
(2)PLC主站。此部分为运动控制器,下属环路连接7台伺服驱动器,以控制各轴电机的运动和插补。
(3)PLC从站。此部分为普通PLC,其下属连接供液泵变频器,控制冷却和润滑等装置。
以上,便将触摸屏通过硬件接线和整个系统联通了起来。
3 HMI的通信模式
力士乐所生产的VEP系列人机界面通过以太网连接PLC等设备,其内部支持的通信协议是OPC和BR_WS。在实际应用中,发现两种协议皆有各自的优缺点,如图3所示。

图3 通信方式比较
(1)OPC通信协议。OPC全称是OLE for Process Control,它的出现为基于Windows的应用程序和现场过程控制应用建立了桥梁。OPC的通信速度较快,但由于它并非全闭环协议,其应用时偶尔会有丢失反馈的情况发生,存在安全隐患。
(2)BR_WS通信协议。BR即Bosch Rexroth的缩写,BR_WS是博士力士乐公司自主研发的一种通信协议,其优点在于本身反馈机制。采用此协议,当操作者从HMI中触发命令时,PLC接收到命令后会进行反馈,HMI捕捉到来自PLC的反馈信号时,该命令才生效。由此可见,对于命令的准确性,BR_WS是要优于OPC的,当然它的通信速度略慢。
例如,编制一个按钮触发点动命令,OPC若丢失信号,则会发生松开按钮后动作依然没有停止的情况发生,为保证动作执行的安全性,本次研发采用了BR_WS的通信方式。
4 HMI的编制内容
本次研究的设备为光伏切片机,它拥有1组收放线轮,1组收放排线,1个主辊,1个从辊,2个摆轮和数个过轮,其工作原理为:主从辊和收放线轮同步运转,通过摆轮对金刚线的张力的PID调节,使金刚线往复切割硅棒,最后达到切片的效果,如图4所示。

图4 切片原理示意图
根据其特点特性,其HMI界面必须包含已下几个部分:
(1)启动模式。本次项目的启动模式根据工艺和程序要求分成“维护模式”和“操作模式” ,其中操作模式下游又包含“点动”、“传线”和“切割”三种子模式,维护模式执行非常规使用操作。
(2)参数的输入。例如,在执行切片前必须设定好切割的起点位置、终点位置、切割速度、进给速度等常规参数。
(3)按钮操作。按钮操作是任何人机界面必须包含的内容,其各类启动模式的选择就需要通过按钮来实现。根据程序功能编写的方式,给入上升沿信号、持续信号或交替信号等。
(4)PID调节窗口。本次研究的设备在冷却和张力控制方面均需要通过PID来进行控制,因此需要预留PID参数的输入调节窗口。
(5)工艺配方的写入和读取功能。光伏行业是个特殊行业,切片机生产的硅片通常应用于太阳能发电行业,其切片的薄厚和线痕等都有很严格的要求,一旦产生瑕疵很有可能会影响其根本特性,导致其报废,因此必须通过工艺配方功能进行精细化的分步控制。
(6)用户分级管理。此次共分为4个操作级别:操作者、工艺员、技术员和开发者。
(7)图形化显示、报警及监控。为使用户更好地体验,此次HMI界面出基本的数字化监控还加入了棒图、曲线图等可视化内容,拥有了更良好的监视效果。报警功能更是根据安全和制动等方式输出了3个级别,更加精细化。
图5展示本次HMI的主界面。
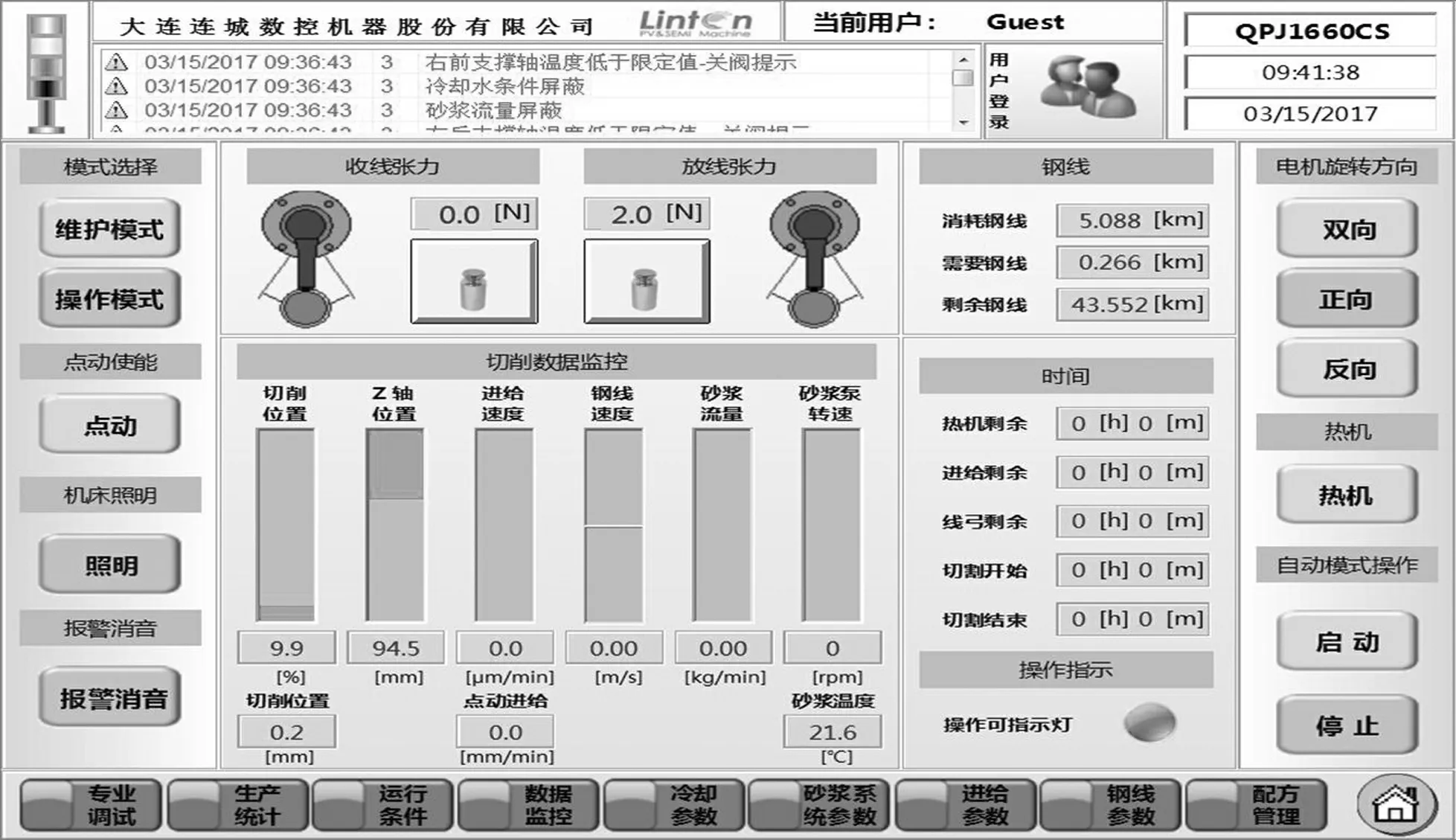
图5 HMI主界面
5 脚本程序的编写
博士力士乐的HMI产品使用的编辑软件为WinStudio,WinStudio 是用于通用工程和方便用户操作的强大软件框架 IndraWorks 的创新型可视化模块。用 WinStudio 可以快速、简便和高效地编写个性化的应用程序。该软件因其接口的开放性而获得了极大的编程空间,本次HMI的设计工作中也应用了许多脚本编程来实现固态控件难以实现的功能,以下将举例说明。
1)关于棒图功能的脚本设计。
由于切片机的工作特性是金刚线往复切割,因此电机的运动是正反向运转。HMI控件本身的显示方向是一定的,因此无法实现该显示功能,如图6所示,可以通过使用2个变量,控制2个棒图使用切换的方式,使用VB脚本来编辑此功能。

图6VB脚本编程实例1
由图6可见,HMI接收到的PLC发送的变量为wire_speed,将其和0进行比较,分别给不同的变量赋值,再通过不同变量的数值分别控制各自的棒图,以实现双向现实的功能,如图4中的金刚线速度棒图。
2) 关于时间计算的脚本设计。
本次开发的切片机在正常工作的同时,要提供切割时间的估算,以方便客户估算工作时间。根据以往的工作经验,PLC内的内部计时和HMI的内部计时在长时间工作后会发生时间差,累积后会出现较大的时间差。因此,本次时间的估算将通过HMI来进行计算,PLC仅通过变量给出加工时间,如图7所示,通过VB脚本来编写此功能。

图7VB脚本编程实例2
由图7可见,在开始切割时,通过变量条件给切割开始时间变量赋值,HMI接收到的PLC发送的变量为TOTALTime(分钟),将其通过四则运算、取整和取余等计算方法,给切割结束时间的变量赋值,并给定分钟和小时的进位计算;计算出的结果再次利用,通过比较和计算等方法,得出剩余时间,如图4里的时间一栏的内容。
6 结束语
截止到本文发表前, HMI设计方案和设计脚本程序已在大连连城数控机器股份有限公司试切调试完成,并已发往客户现场,进入新机型样机试用阶段。新开发的HMI界面具有大方、美观、简洁等特点,并拥有强大的脚本开发功能。它完善了HMI人机界面原有功能的不足,增加了更多人性化的体验及功能。
