基于成形均匀性控制的等通道双转角挤压工艺研究
2018-07-31薛克敏周玉峰易成坷李萍合肥工业大学材料科学与工程学院杜飞合肥工业大学智能制造技术研究院
文/薛克敏,周玉峰,易成坷,李萍·合肥工业大学材料科学与工程学院杜飞·合肥工业大学智能制造技术研究院
Al-Zn-Mg-Cu系铝合金属于超高强变形铝合金,同时具有较高的强韧性和较好的耐腐蚀性,是航空、航天、兵器、交通运输等行业最重要的结构材料之一。现代航空航天工业的发展,对高强铝合金的综合性能提出了更高的要求,需要在保持高强度的同时具有较大的塑性。等通道转角挤压工艺(ECAP)是细化晶粒、制备超细晶材料的一种有效方法,其原理是经过反复多道次的剪切变形累积大的应变,从而实现晶粒细化。但是,对于变形抗力大的试样在通过剪切区时容易出现开裂的问题,同时ECAP模具内角磨损严重,冲头受到大的偏载力,容易断裂,即使是传统的ECAP模具(φ=90°,ψ=37°)也存在这一问题。
等通道双转角挤压(ECDAP)(图1)是对传统90°转角的ECAP模具的改进,将90°剪切变形效果转化为两个剪切角的累积变形,其主要参数包括两个内角φ1、φ2,即相邻两通道的交角,外角ψ1、ψ2,即外角圆弧与内侧交点组成的角,根据几何关系得出φ1+φ2=270°。ECDAP工艺使材料经过一次挤压,完成两次大塑性变形。本文采用数值模拟的方法,系统研究了ECDAP和传统的ECAP工艺变形过程中Al-Zn-Mg-Cu合金的变形行为,重点对比分析了变形过程、应变均匀性及模具受力情况。
有限元模型的建立
本文采用UG NX 8.5软件建立三种不同转角的模具结构模型如图2所示,然后利用有限元软件DEFORM-3D进行热力耦合模拟,材料为自行建立的7A60铝合金模型。三种模具结构转角分别为:90°、双135°、135°,具体参数见表1。三种模具采用相同的模拟参数:坯料尺寸为20mm×20mm×70mm,采用四节点、四面体等参数单元对变形坯料进行离散,模具和坯料温度均为350℃、挤压速度为1mm/s、模具和坯料间的摩擦接触采用常剪切模型,摩擦因数为0.12。

图1 ECDAP原理示意图

图2 不同转角模具模型
网格实验验证
在金属塑性加工中,物体受力后发生变形,这种变形是物体内各点位移的不同而使各点的相对位置发生变化。下面通过研究单道次ECDAP变形后,材料剖截面网格的变化来验证模型及模拟的正确性。首先在DEFORM软件中,划分3mm×3mm的网格进行模拟,分析变形结果。
采用3A21铝合金进行物理实验,切割成2块10mm×20mm×70mm的长方体,在其中一块20mm×70mm的面上用等高线刻画3mm×3mm的物理网格,将两块坯料合在一起在室温下进行ECDAP实验,结果如图3所示,物理实验跟实验模拟基本一致。根据图3(b)网格的变化情况,可以将挤压后的试样分为头部、中部、尾部。其中试样头部和尾部的网格几乎未变形,中间部分的网格变形剧烈,由正方形变成了不规则的四边形,朝着挤出方向发生了倾斜,并且上表面的网格畸变严重。由金属的流动性和对比结果可知,本文所采用的模型及模拟结果准确可行。
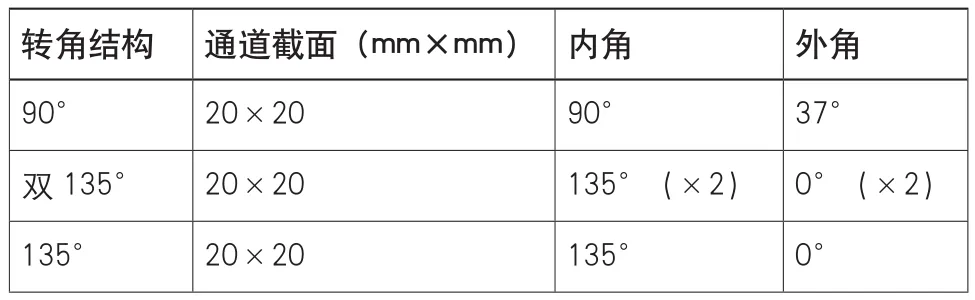
表1 三种转角模具参数
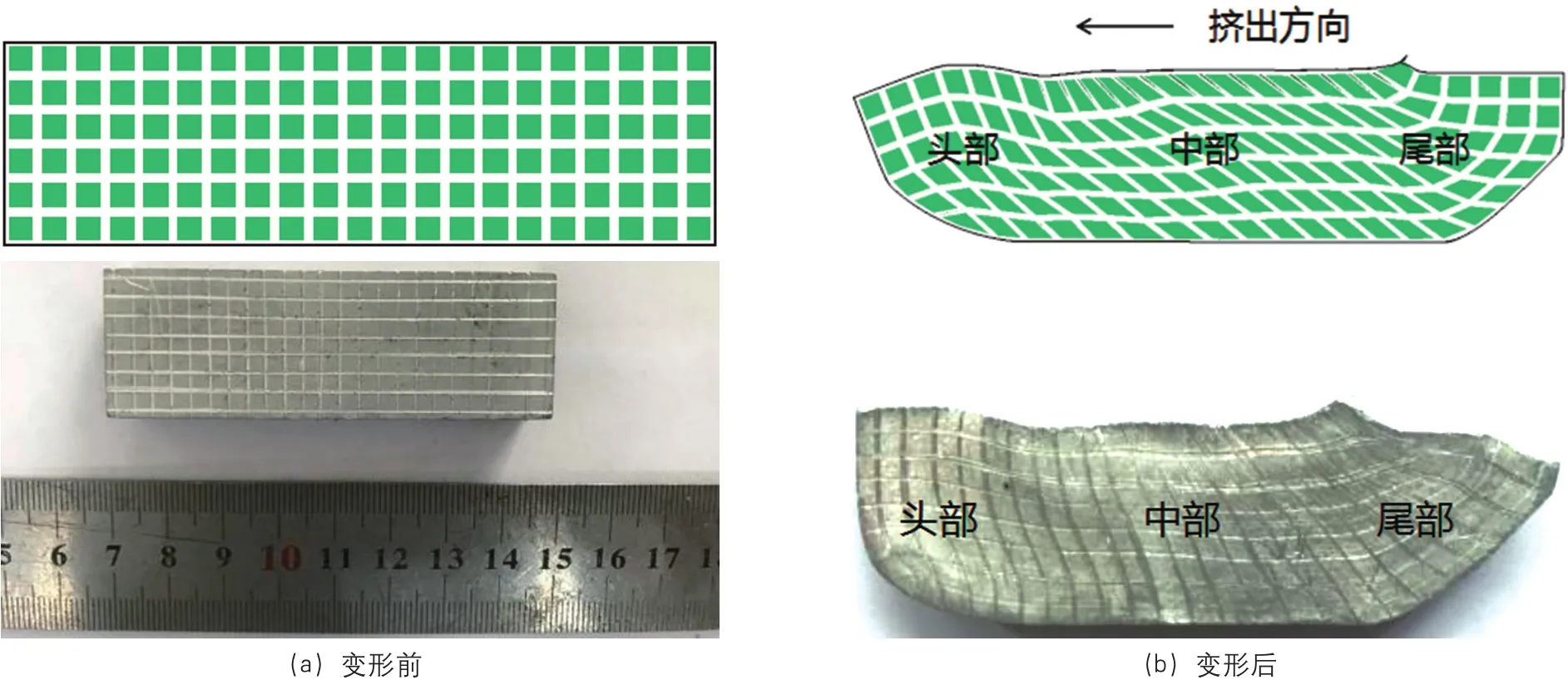
图3 网格实验模拟及实物图
模拟结果分析
不同转角单道次载荷及变形过程分析
图4为经过不同转角模具单道次挤压的载荷和等效应力图,从载荷图上可以看出:单90°和135°模具结构冲头载荷先快速上升后稳定,在成形末期载荷快速下降;双135°模具结构冲头载荷曲线与另外两种模具部分重合。取重合处的等效应力图进行分析,双135°模具中试样在通过第二个转角前,跟单135°的挤压过程相似,在经过两个转角稳定变形时与单90°模具载荷曲线重合。在载荷的重合部分,试样头部和尾部的交角相同,分别为135°和90°。可以得出:挤压载荷的大小与挤压中的头部和尾部的夹角有关,跟通道内模具转角的大小关系不大。同时从试样的等效应力图可以看出,单转角模具结构中的试样只经过了一个剪切变形,而双转角中经过了两次剪切变形,说明了双转角模具结构起到了两次剪切变形的效果。
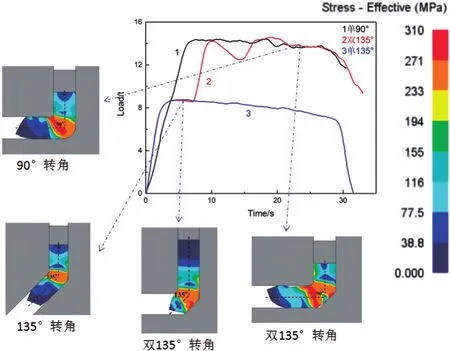
图4 三种转角模具下挤压载荷和等效应力图
不同转角等效应变分析
等通道转角是通过累积大的应变量从而实现晶粒细化,图5是试样经过三种模具一道次挤压之后的等效应变云图。
可以看到经过三种模具挤压后试样的头部和尾部等效应变最小,试样中间部分等效应变较大,其中试样的头部下端面和上下表面处等效应变最大,头部下端面的最大等效应变是试样接触到水平通道时载荷迅速升高产生的,试样上下表面的最大等效应变是与通道表面的摩擦引起的。为了更好地观察挤压后三种试样的等效应变分布情况,在试样截面的中轴线上等间距地取了10个点,得到等效应变变化曲线如图5(b)所示。由曲线可知三种试样的等效应变值从头部到尾部都是先快速升高,稳定一小段时间后再次升高,而经双转角挤压后试样比单转角的等效应变的升幅大,最后三种试样的等效应变值均迅速降低,因为双转角模具的试样尾部受到第二个转角的影响,其尾部的等效应变值降低较缓。从等效应变曲线可以看出试样经过三种模具挤压后,试样中间部分的等效应变值由大到小分别对应90°、双135°、135°的模具,最大等效应变值分别达到了1.14、0.87、0.43。
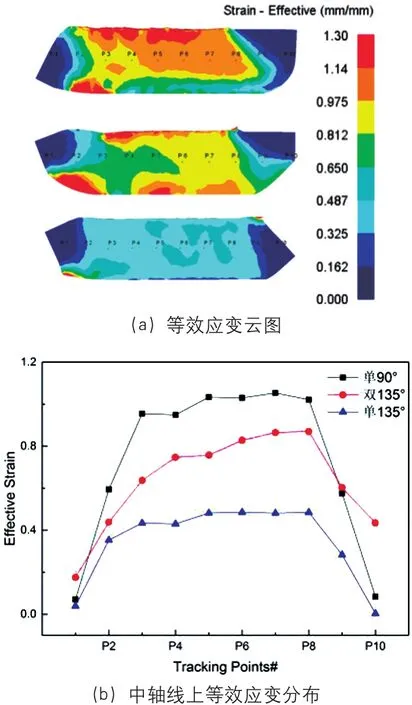
图5 三种挤压试样的等效应变图
不同转角多道次均匀性分析
ECDAP工艺加工前后的试样横截面形状保持不变,因此可以保证重复挤压的顺利进行,在铝合金成形过程中为获得足够大的应变累积量,一般需要进行多道次挤压以实现大的塑性变形,试样随着变形道次的增加,累积应变的均匀性也会有相应的变化,图6为三种转角模具下1到4道次后试样的等效应变情况。
由网格实验可知经过三种不同模具挤压后的试样,根据试样变形情况可以分为头部、中部、尾部,其中部等效应变较大并且分布较均匀,因此,在三种试样1道次和4道次挤压后,在图6试样中部黑色方框内均匀地画10条直线,每条直线上取20个点,共200个点,为了反映试样变形均匀性的情况,将200个点的等效应变值用公式(1)表示离散程度大小的变异系数进行估算,变异系数越大,离散程度越大,均匀性越差。

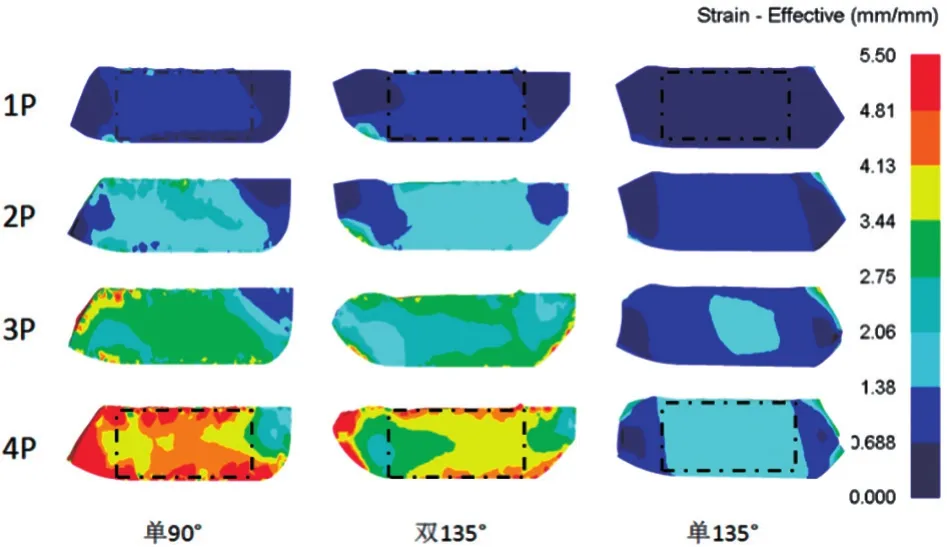
图6 三种转角模具1-4道次试样等效应变云图
其中ε为等效应变值,CVε为变异系数,Stdevε为标准差,Avgε为平均数。
由变异系数计算公式得到表2,试样经过一道次90°转角模具挤压后的平均等效应变为0.955,略高于双135°的挤压试样,远高于135°转角挤压的试样,但挤压后三种试样的等效应变离散程度中90°的最高,达到了0.2,其次为双135°转角结构,离散程度最小的为135°的转角结构。四道次后三种模具结构的挤压试样平均等效应变均大幅提升,增幅分别为366%、324%、279%,对应的变异系数都有了不同程度的降低,其中四道次后90°试样的变异系数降幅最大,达到了37%。
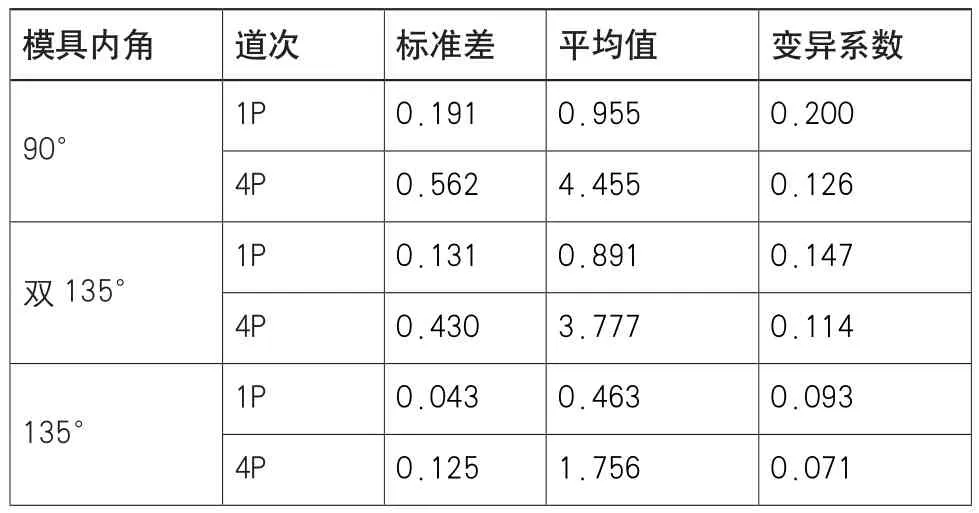
表2 三种转角模具挤压试样中部等效应变值
不同转角模具应力分析
由于等径角挤压的工艺特点,在成形过程中会出现冲头受力不均衡、模具转角磨损严重的问题。对于变形抗力大的金属,在挤压过程中容易出现冲头断裂的情况,图7为三种模具结构变形过程中最大载荷步数下的模具等效应力图。
可以看出模具应力主要集中在冲头和内转角上。为了分析冲头上应力的分布情况,在与试样接触的面上从靠近内转角到外转角的地方均匀地选取20个点得到如图8的曲线,从图中看出三种模具冲头上等效应力从靠近内角处都是先降低后升高,在冲头两端处等效应力较大,其中90°转角和双135°转角模具的冲头应力值相近,但均比135°的高。利用变异系数公式对20个点的等效应力值进行统计,计算结果见表3,从表中知道90°转角和双135°转角的冲头平均等效应力基本相同,在470MPa左右,90°模具和双135°模具最大挤压载荷基本相同,冲头截面均为20mm×20mm,平均应力也基本相同。由三种模具冲头应力的变异系数可知模具不均匀性由大到小为135°、90°、双135°。由图7中看出三种模具内角处最大等效应力分别为676MPa、398MPa、426MPa,并且由图7(b)应力云图可知双转角模具中,第一个转角处的应力比第二个转角的大。通过采用双转角的结构,改善等径角工艺中冲头受力不均匀、内角磨损严重的问题,一定程度上有利于难变形金属的大塑性变形过程。
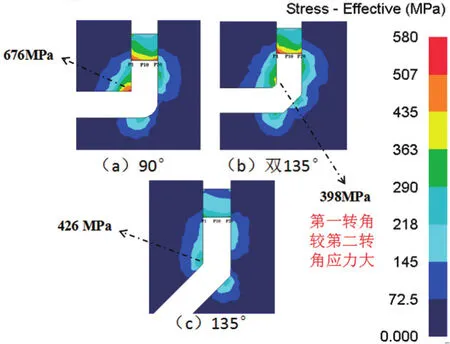
图7 三种模具的等效应力云图

图8 冲头截面的等效应力分布曲线
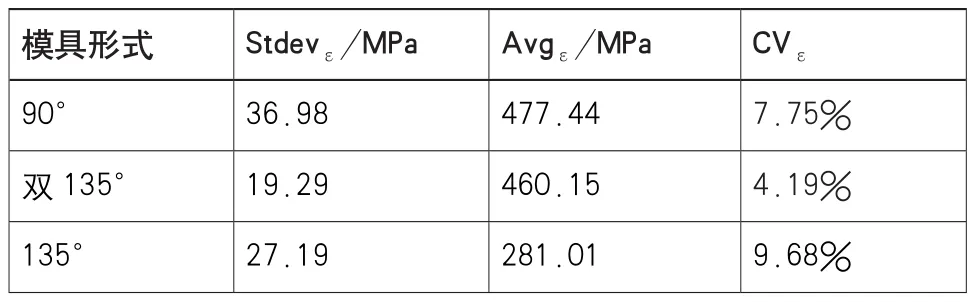
表3 三种模具冲头等效应力值
结论
1)对单道次ECDAP进行了网格模拟和物理实验,根据变形效果将挤压后的试样分为三个部分,分别为头部、中部和尾部,物理实验和模拟结果基本一致,说明了模型及模拟过程准确可行。
2)对ECDAP、ECAP变形过程进行了数值模拟,发现挤压载荷和变形过程中坯料头部与尾部的夹角有关,ECDAP变形中出现了两个剪切带,实现了“一次挤压,二次剪切”的变形效果。
3)经过三种模具挤压后的试样,中部的应变最大并且均匀,1和4道次后坯料中部等效应变由大到小为90°、双135°、135°,4道次后,三种坯料的变形均匀性都有所提升,90°转角模具挤压后的试样均匀性提高最多。
4)由最大载荷处模具应力可知,90°和双135°模具的平均应力基本相同,135°的最小,但双135°模具冲头受力最均匀,ECDAP较90°ECAP模具内角磨损小,并且第一个转处的应力比第二个转角的大。
