打结嘴缠绳故障分析与曲面形态改进设计
2018-07-28尹建军王新新
尹建军 汲 峥 王新新 朱 浩
(江苏大学现代农业装备与技术教育部重点实验室,镇江 212013)
0 引言
打结嘴作为D型打结器绕扣机构的关键零件之一,执行绕扣动作,缠绕的环扣形状受夹绳盘上的搭绳点与捆绳在打结嘴上的搭接点形成的捆绳姿态影响,环扣的形成还受打结嘴曲面形态影响。打结嘴在绕扣过程中会出现缠绳故障,导致成结失败。因此,研究夹绳盘搭绳点位置变化及打结嘴表面形态参数对打结的影响,对打结器的改进设计具有重要的研究意义。
国内研究较多集中在D型打结器成结过程的动作仿真和解析分析[1-3],打结器空间参数与动作参数分析[4-6],打结器虚拟打结研究[7-9],打结器齿盘、绕扣机构、脱扣机构的改进设计与试验研究[10-15],打结器钳嘴的载荷分析与测试[16-17],打结器结构创新设计与打结试验[18-19],以及打结器疲劳试验台设计[20-21]。上述研究未涉及夹绳盘搭绳点位置变化及打结嘴表面形态参数对打结的影响研究。
针对打结嘴绕扣过程出现的缠绳故障问题,本文应用虚拟打结方法分析夹绳盘搭绳点位置与打结嘴凸台倾角对绕扣与钳咬动作的影响。通过受力分析建立捆绳不沿打结嘴凸台曲面向上滑动的临界条件,获得改进的打结嘴凸台曲面倾角,重构打结嘴模型。通过打结试验,检验夹绳盘搭绳点偏差对打结动作的影响,验证打结嘴曲面形态改进的有效性与可靠性,为打结嘴的改进设计与夹绳盘搭绳点位置控制提供参考。
1 绕扣缠绳故障与成因分析
如图1a所示,打结嘴从初始位置转过90°的绕扣过程中,会出现捆绳沿着打结嘴凸台表面上滑而卡入打结嘴凸台顶部与打结器支架上的圆柱凸轮之间的缝隙,发生缠绳故障,导致成结失败。打结嘴正常绕扣的情况如图1b所示。
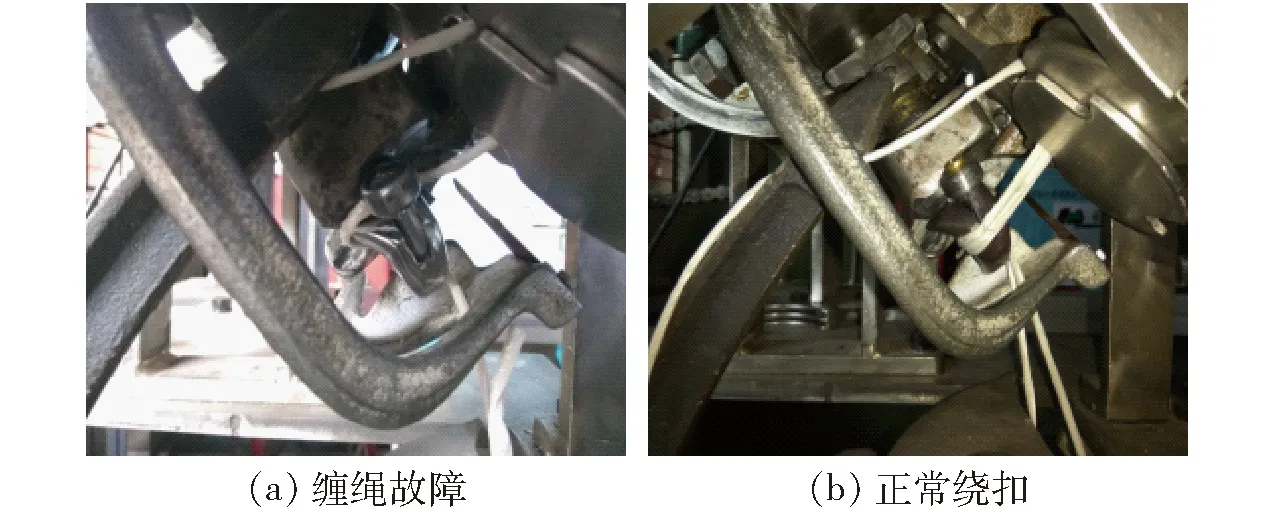
图1 缠绳故障与正常绕扣的对比Fig.1 Comparison of rope-twining failure and normal ring-twining
1.1 搭绳点位置变化对绕扣与钳咬动作的影响
根据打结嘴与夹绳盘的时序关系[13],三槽口夹绳盘的理想搭绳点为B0,夹绳盘轴心连线B0O与过夹绳盘轴心垂线之间的夹角为5°,如图2所示。由于打结器支架上蜗杆轴孔端面、斜齿轮上销孔的加工误差和安装误差,导致实际搭绳点与理想搭绳点B0不重合。
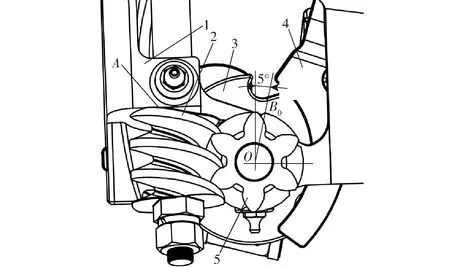
图2 夹绳盘理想搭绳点示意图Fig.2 Desired rope-lapping point diagram on rope-griping plate1.打结器支架 2.蜗杆 3.夹绳盘 4.夹绳片 5.斜齿轮
为了分析实际搭绳点位置变化对打结的影响,夹绳盘槽口位置调整如图3所示。B1、B2、B3分别为夹绳盘逆时针偏于B0点1.5°、3°、4.5°时的实际搭绳点位置,B′1、B′2、B′3分别为夹绳盘顺时针偏于B0点-1.5°、-3°、-4.5°时的实际搭绳点位置,D点为捆绳搭接在打结嘴上的接触点。实际搭绳点与搭接点D形成的捆绳姿态如图3所示。
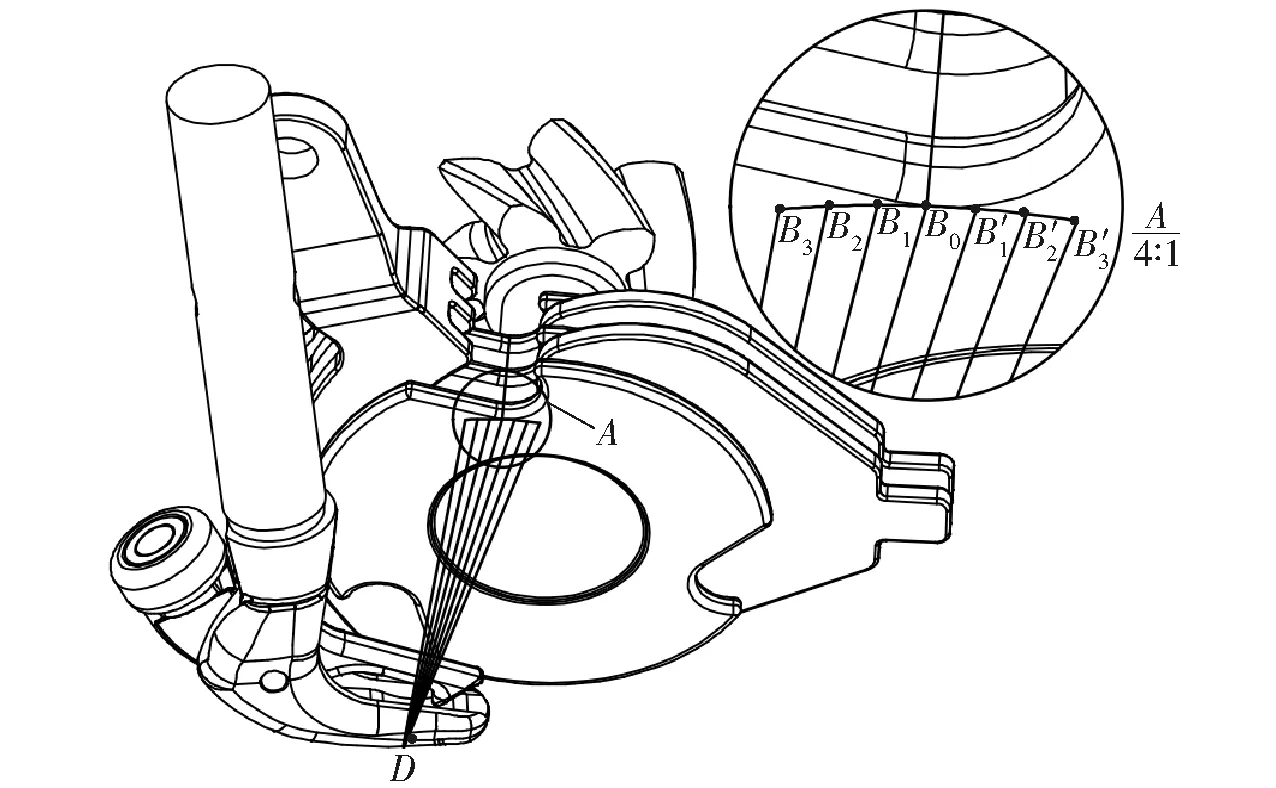
图3 搭绳点位置变化与捆绳姿态示意图Fig.3 Schematic diagram of rope-lapping point position variance and rope posture
利用打结器虚拟打结方法[12],在ADAMS仿真模型中,模拟如图3所示的夹绳盘的搭绳点偏差,仿真结果给出改进前的打结嘴转到90°时的绕扣状态与捆绳姿态,如图4所示。
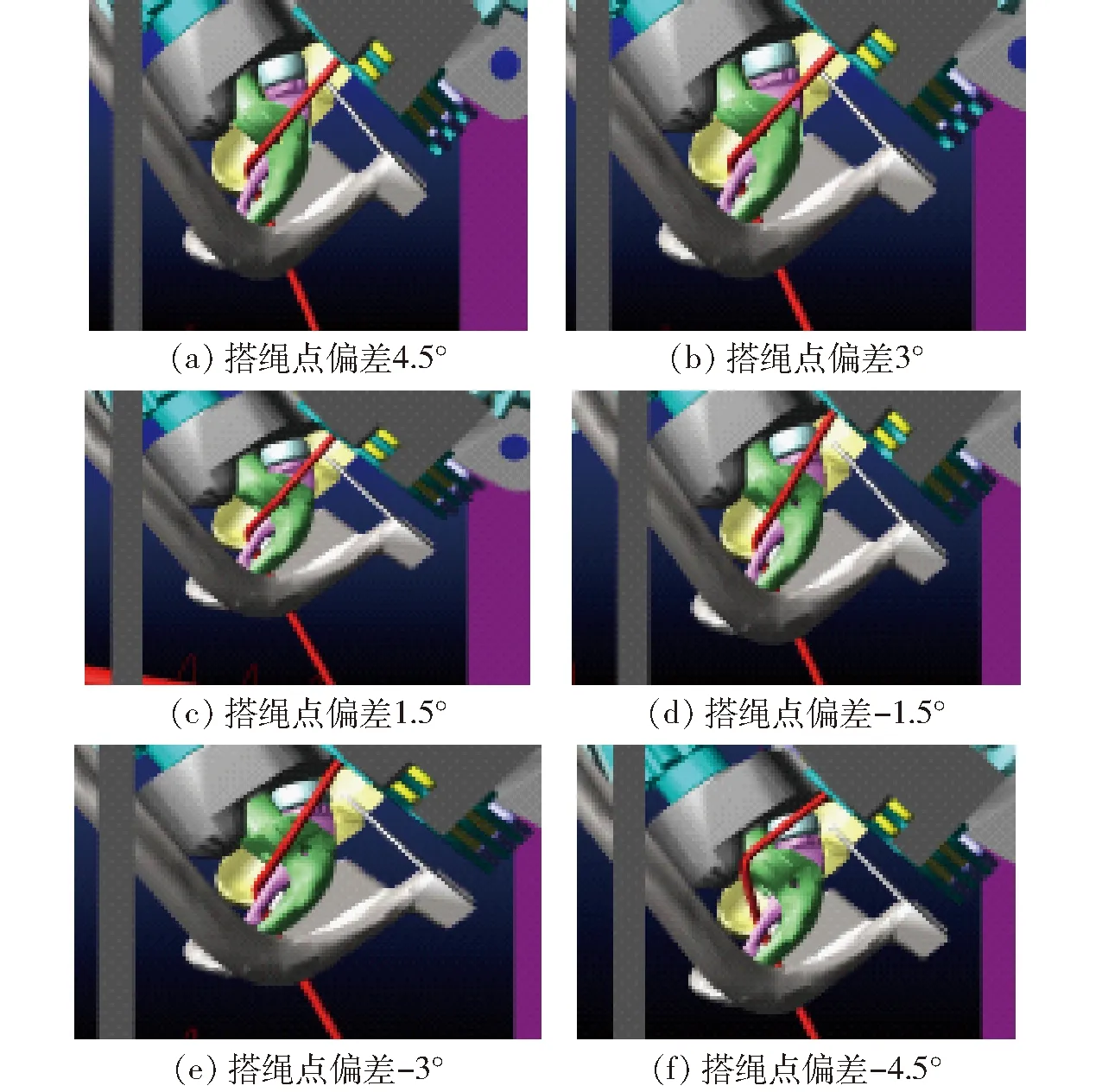
图4 搭绳点偏差对绕扣的影响Fig.4 Influence of rope-lapping point deviation on ring-twining motion
由图4可见,搭绳点偏差从4.5°变化到-4.5°,捆绳从打结嘴的侧凸曲面下方逐渐向上方移动。当搭绳点偏差为-4.5°时,捆绳完全滑到打结嘴的凸台上方,缠死在打结嘴上。当搭绳点偏差为4.5°时,打结嘴转到90°时未发生捆绳滑到打结嘴凸台上方的现象,但勾钳无法钳咬捆绳,捆绳沿打结嘴滑到打结嘴底部下方,导致钳咬捆绳失败,如图5所示。
图5 搭绳点偏差4.5°时钳咬捆绳仿真结果Fig.5 Simulation results of rope-biting motion when rope-lapping point deviation was 4.5°
综上所述,打结嘴缠绕的环扣形状受夹绳盘上的搭绳点B与捆绳在打结嘴上的搭接点D形成的捆绳姿态影响,夹绳盘上的搭绳点偏差应在±3°以内。夹绳盘的理想搭绳点位置B0可通过控制蜗杆与打结器支架上蜗杆轴孔端面之间A处的间隙来获得,如图2所示。
1.2 打结嘴凸台倾角变化对绕扣的影响
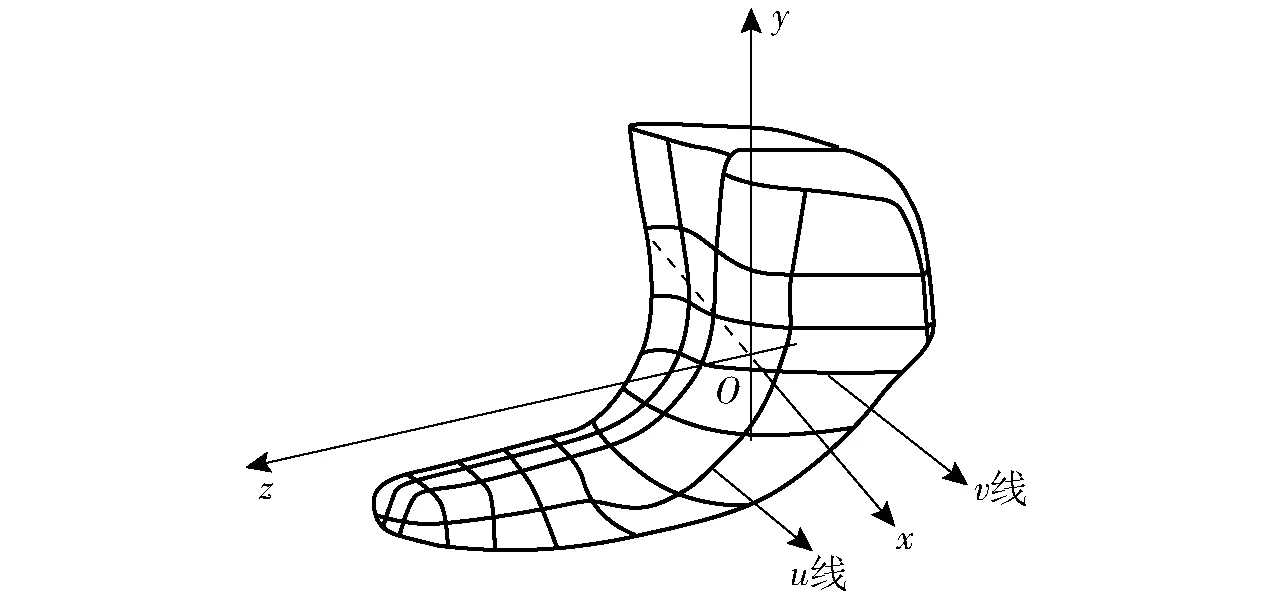
如图6所示,打结嘴曲面由前曲面、侧曲面、凸台曲面、后曲面和底曲面构成,取勾钳销轴的轴线为x轴、打结嘴轴的轴线为y轴,x轴与y轴的交点为原点O,按右手规则建立空间坐标系S(Oxyz),在xOy平面内打结嘴凸台与x轴正方向的夹角为打结嘴凸台倾角γ。
图6 打结嘴曲面构成Fig.6 Composition of curved surface of knotter hook1.前曲面 2.侧曲面 3.凸台曲面 4.后曲面 5.底曲面
为分析打结嘴凸台倾角γ变化对绕扣过程的影响,设计γ为60°和45°的打结嘴,分别装配到打结器仿真模型,设置夹绳盘搭绳点位置为B0。利用ADAMS求解器对打结器成结装置虚拟样机模型进行仿真[12],打结嘴从初始位置转到90°时,捆绳在打结嘴上的缠绕形状与捆绳姿态如图7所示。
图7 打结嘴转到90°时捆绳的缠绕形状与捆绳姿态Fig.7 Twining shape and posture of rope when rotation angle of knotter hook was 90°
由图7可见,打结嘴从初始位置转到90°时,当凸台倾角γ为60°,捆绳在打结嘴凸台曲面上的位置趋于凸台顶部,捆绳与x轴的夹角较大。当凸台倾角γ为45°,捆绳在打结嘴凸台曲面上的位置远于凸台顶部,捆绳与x轴的夹角较小。从绕扣动作的可靠性角度考虑,减小凸台倾角可限制捆绳沿打结嘴凸台曲面上滑到打结嘴凸台顶部,避免发生打结嘴缠绳故障。因此,在夹绳盘的理想搭绳点位置B0可保证的情况下,有必要调整打结嘴凸台倾角γ。
2 打结嘴曲面形态设计
2.1 基于力学解析的打结嘴凸台倾角设计
打结嘴绕扣过程的任一瞬时,打结嘴与微段捆绳之间的相对运动可简化为物体在斜面上的运动。如图8所示,捆绳受拉力F、沿凸台曲面接触点法向的正压力FN、打结嘴凸台曲面对捆绳的摩擦力f的作用。当打结嘴转到90°时,分析捆绳与打结嘴之间的受力。利用空间正交法将捆绳拉力F正交分解为F1、F2和F3,F的方向沿着捆绳指向夹绳盘,F1平行于平面xOy,且与y轴垂直,指向x轴负方向;F2平行于平面yOz,且与z轴垂直,指向y轴正方向。
图8 捆绳受力分析与拉力F的空间分解Fig.8 Force analysis sketch of rope and space decomposition of rope tension F
F1=Fcosθ1
(1)
F2=Fcosθ2
(2)
式中θ1、θ2——F与F1、F2的夹角
沿凸台曲面接触点法向的正压力FN为
FN=F22+F12
(3)
将式(3)改写为
FN=F2cosγ+F1sinγ
(4)
由式(1)、(2)、(4)得
Fcosθ2cosγ+Fcosθ1sinγ=FN
(5)
捆绳不沿打结嘴凸台曲面向上滑动的临界条件为
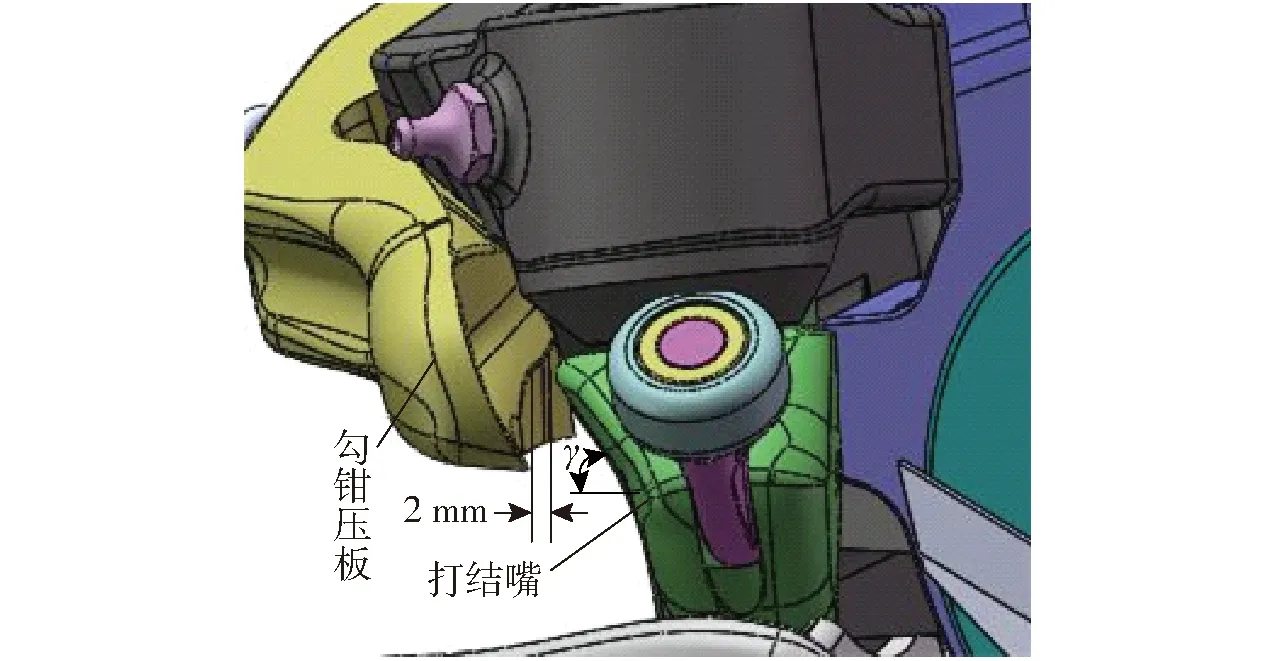
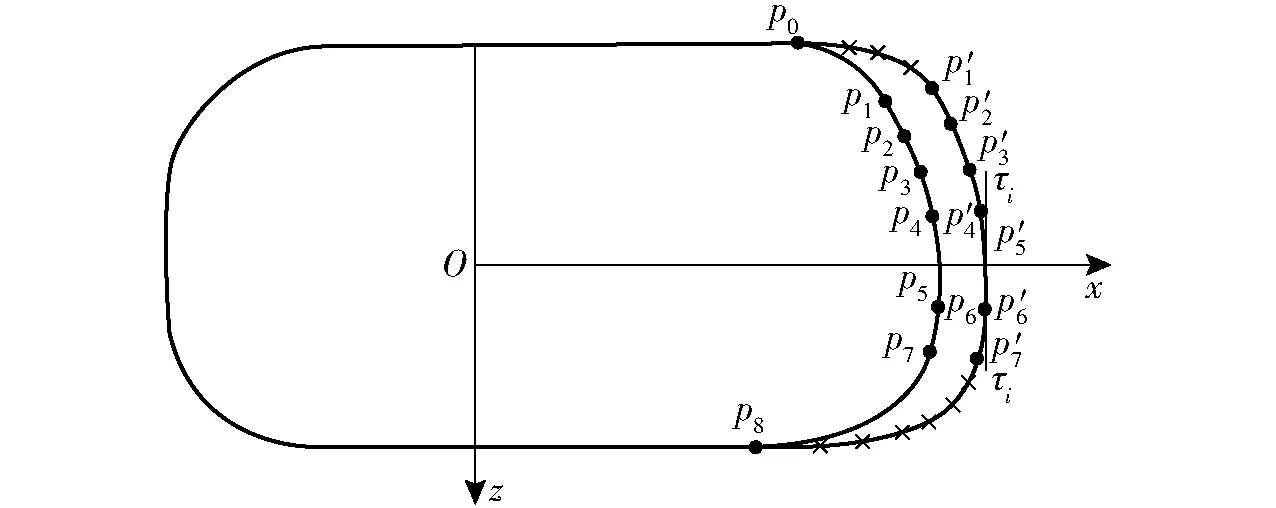
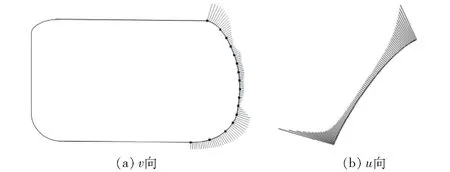
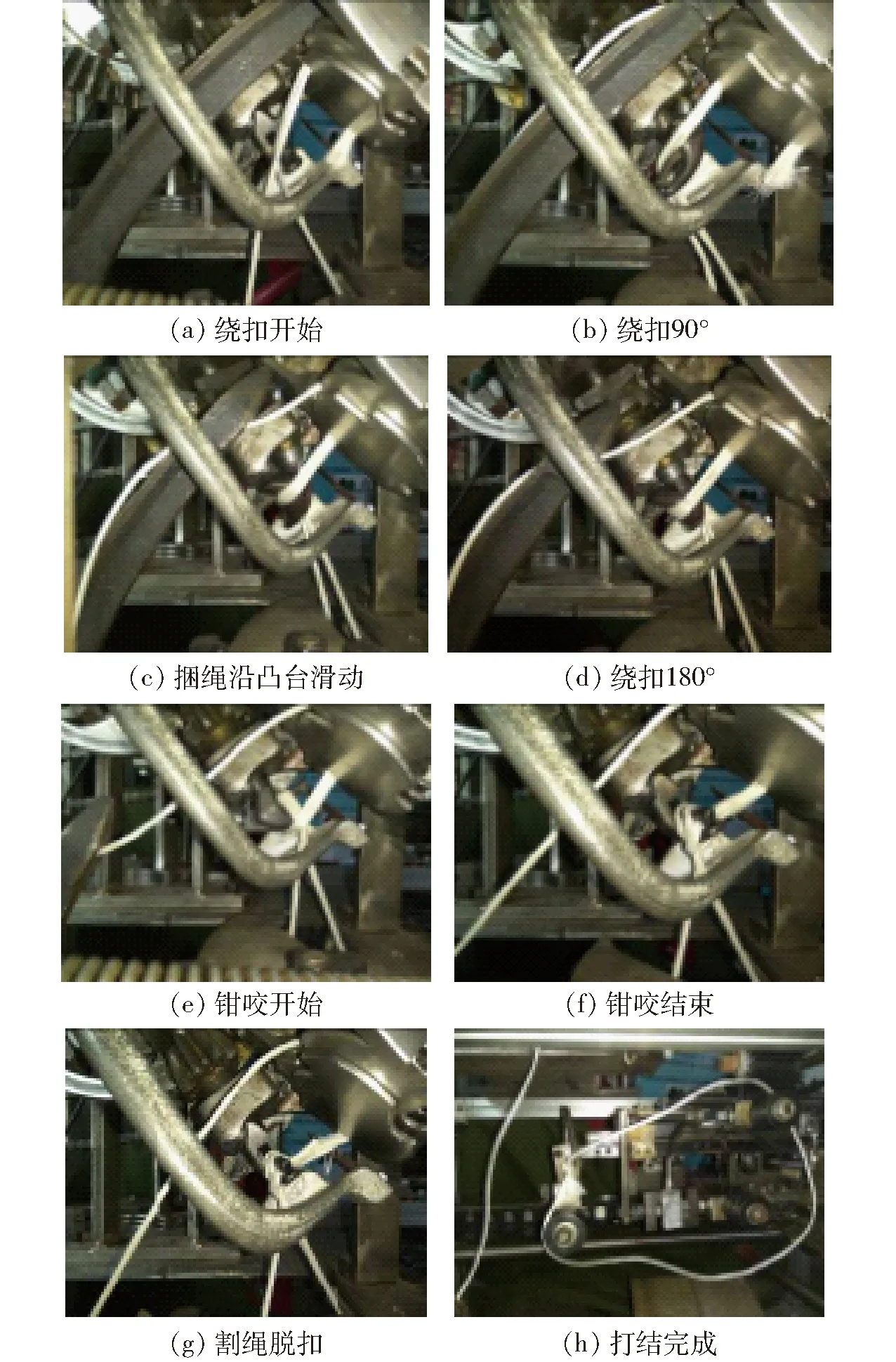
F21 (6) 其中 f=μFN (7) 式中μ——打结嘴与捆绳之间的摩擦因数,取0.18 式(6)可改写为 Fcosθ2sinγ-Fcosθ1cosγ-f<0 (8) 由式(8)得 (9) 由式(9)可见,凸台倾角γ与捆绳姿态角及摩擦因数有关。其中,在捆绳与平面xOy的交点位置,由图9量得θ1=78.5°,θ2=81°,由式(9)计算可得γ<62.084°。 图9 θ1与θ2的图示与测量Fig.9 Graphical representation and measurement of θ1 and θ2 考虑到打结嘴旋转到270°时,打结嘴凸台外缘不与勾钳压板发生运动干涉,对应的打结嘴凸台倾角γ为48°。因此,打结嘴凸台倾角的取值范围为48°<γ<62.084°。由式(9)可知,γ角越小越有利于防止捆绳沿着打结嘴凸台上滑。为此,本文将打结嘴凸台倾角γ取值为50°,打结嘴凸台边缘与勾钳压板的最小垂直距离为2 mm,此时,既能限制捆绳沿打结嘴凸台曲面上滑到打结嘴凸台顶部,又能保证打结嘴凸台外缘不与勾钳压板发生运动干涉,如图10所示。 图10 打结嘴与勾钳压板的位置关系Fig.10 Position relationship between knotter hook and pressure plate of hook 打结嘴曲面难以用解析函数表征,本文采用边界相似与B样条曲面构造技术来重构打结嘴凸台曲面。根据离散造型法[22],打结嘴曲面网格线分别为横截面线和纵截面线,如图11所示,将横向定义为v线,纵向定义为u线。由于打结嘴凸台曲面模型为v、u线构成的网格细分模型,打结嘴凸台曲面模型的重构过程就是一系列v线、u线的构建过程。 图11 打结嘴离散模型Fig.11 Discrete model of knotting hook 打结嘴重构部分为如图6所示的打结嘴凸台曲面,即打结嘴销轴孔以上至打结嘴凸台顶部的曲面,其余曲面保持不变。如图11所示,将xOz平面与打结嘴凸台顶面之间等分若干个切面,每个切面的边界均为1个封闭曲线,如图12所示。 图12 打结嘴v向切面曲线边界点Fig.12 Curve boundary points of tangent plane of knotter hook along v direction 按照上述方法获得逐层的v向截面边界点,图13给出打结嘴凸台曲面v向截面拟合曲线,图14给出打结嘴凸台曲面u向截面拟合曲线。 图13 打结嘴凸台曲面v向曲线重构Fig.13 v-direction curve reconstruction of boss surface of knotter hook 图14 打结嘴凸台曲面u向曲线重构Fig.14 u-direction curve reconstruction of boss surface of knotter hook 利用CATIA软件的拟合造型技术对打结嘴凸台曲面进行模型重构:首先将IGS格式的原打结嘴模型导入CATIA软件中,再按图13、14所示分层构造v向切面曲线和u向截面曲线,再将其拟合为曲面,最后应用“边界混合”命令,将所有混合曲面进行缝合,形成新的打结嘴模型,如图15b所示。改进前、后打结嘴模型xOy截面如图15c、15d所示。 图15 打结嘴凸台曲面重构Fig.15 Reconstruction of boss surface of knotter hook 利用CATIA软件对重构的打结嘴凸台曲面v向和u向截面进行曲率分析,如图16所示。对于v向切面的圆角过渡处曲线,其曲率半径均值0.152,样条曲线的曲率半径变化较为平缓,均值0.024。对于u向截面构造的u向曲线,其曲率半径由顶到底先由大减小再增大,连续变化且平缓,均值0.183,表明基于NURBS曲面造型方法设计的打结嘴凸台曲面具有较高的重构精度。 图16 打结嘴凸台曲面v向和u向截面曲线的曲率变化Fig.16 Curvature variations of v-direction and u-direction section curve of boss surface of knotter hook 按上述重构的打结嘴模型,采用数控铣制方法加工新打结嘴。改进前、后的打结嘴实物如图17所示。 图17 改进前、后的打结嘴实物图Fig.17 Pictures of original and improved knotter hook real products 将改进后的打结嘴安装在双齿盘驱动打结器[16]上,利用打结器疲劳测试与可靠性试验台[17],对其进行打结试验,并观察绕扣机构打结的各个动作过程。通过控制蜗杆与打结器支架上蜗杆轴孔端面之间的间隙,夹绳盘上的搭绳点位置调整为理想位置。通过调节变频调速电动机的变频器频率,设定打结器主轴转速为60 r/min;通过调节捆绳张紧力,使捆绳拉力处于100~120 N。打结试验过程观察绕扣机构在绕扣开始、绕扣90°、绕扣180°、钳咬等关键位置的动作变化,如图18所示。 图18 安装有改进打结嘴的打结器试验结果Fig.18 Knotting test results of knotter with improved knotter hook 从打结试验可见,当夹绳盘的搭绳点为理想位置,捆绳可靠搭接在打结嘴上,如图18a所示。打结嘴绕扣90°时,捆绳处在打结嘴凸台曲面的靠下位置,如图18b所示;继续绕扣直到打结嘴转到180°,捆绳受打结嘴凸台曲面约束而下滑,如图18c、18d所示;当打结嘴转到270°时,钩钳开始钳咬捆绳,捆绳的位置处于钩钳最高点与打结嘴末端点连线的中间位置,捆绳姿态使钩钳具有钳咬最佳点, 如图18e、18f所示;刀臂上的刀片割绳时,捆绳位于刀片中间偏刀尖侧,具有足够的滑切长度,脱扣顺利,表明打结嘴底曲面与侧曲面重构准确,如图18g所示;打结完成的绳环和绳结如图18h所示。 为了检验夹绳盘搭绳点偏差与打结嘴凸台倾角对打结的影响,验证打结嘴改进设计的可靠性,以夹绳盘搭绳点偏差为试验因素,考察打结嘴凸台倾角为50°和60°时绕扣机构的缠绳故障率、钳咬失败率。利用打结器性能检测与可靠性试验台分别对两种不同凸台倾角的打结嘴进行测试,夹绳盘搭绳点偏差设置为-4.5°、-3°、-1.5°、1.5°、3°、4.5°,共6组打结试验,每组打结100次,如图19所示。1 200次打结试验结果表明:当夹绳盘搭绳点偏差-4.5°时,60°凸台倾角的打结嘴一定会发生缠绳故障,而50°凸台倾角的打结嘴未发生缠绳故障,钩钳仍可钳咬捆绳;当夹绳盘搭绳点偏差为-3°、-1.5°、1.5°、3°时,两种打结嘴均未发生缠绳故障,钩钳能钳咬捆绳,打结均成功;当夹绳盘搭绳点偏差4.5°时,两种打结嘴均未发生缠绳故障,但钩钳钳咬捆绳失败,这是由于决定钩钳能否钳咬捆绳仅与夹绳盘搭绳点位置有关,而与打结嘴凸台倾角无关。 图19 夹绳盘搭绳点偏差对打结影响的验证试验Fig.19 Validation test of influence of rope-lapping point deviation on knotting of knotter 实际应用中,60°凸台倾角的打结嘴绕扣,夹绳盘搭绳点偏差应控制在±3°之内,可确保打结成功。而50°凸台倾角的打结嘴可允许夹绳盘搭绳点偏差增大到-4.5°,偏差范围为[-4.5°,3°],仍可打结成功,表明凸台倾角50°的打结嘴具有更好限制捆绳上滑的效果,能有效防止打结嘴缠绳故障发生,提高打结器的打结可靠性。 (1)通过虚拟打结与成结对比试验,夹绳盘搭绳点偏差是打结嘴发生缠绳故障的主要因素。60°凸台倾角的打结嘴绕扣,夹绳盘搭绳点偏差应控制在±3°之内,而50°凸台倾角的打结嘴允许夹绳盘搭绳点偏差范围为[-4.5°,3°],为夹绳盘搭绳点位置控制提供参考。 (2)通过受力分析建立捆绳不沿打结嘴凸台曲面向上滑动的临界条件,基于边界相似与B样条曲面造型方法设计出凸台倾角50°的打结嘴模型,具有更好限制捆绳上滑的效果,能有效防止打结嘴缠绳故障发生,提高打结器的打结可靠性,从而为打结嘴的改进设计提供了参考。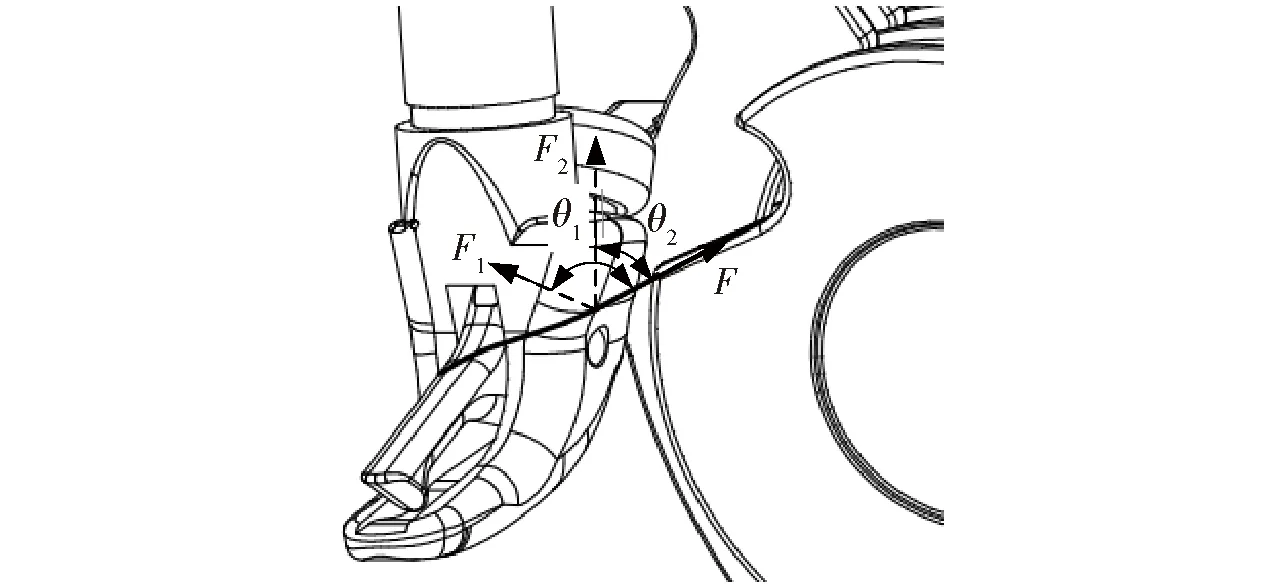
2.2 基于边界相似与B样条曲面造型方法的打结嘴凸台曲面设计
3 打结试验
3.1 改进后打结嘴性能试验

3.2 性能对比试验

4 结论
