基于西门子828D的里巴斯绳槽参数程序开发
2018-07-27大连机床集团辽宁116022
■ 大连机床集团 (辽宁 116022) 杨 晗
在石油钻采行业中里巴斯绳槽卷筒的应用,有效地解决了石油钻机绞车中钢丝绳的乱绳、磨损等技术难题,能够延长钢丝绳的寿命500%以上。里巴斯绳槽卷筒传统的加工方法,加工效率低,精度保证性差,本文以大连机床集团生产的CKA6180平床身数控车加工为例,介绍了基于西门子828D数控系统,里巴斯绳槽加工工艺以及宏程序的开发流程,实现一次性加工成型,彻底颠覆了传统加工方法,大大地提高了加工表面质量、加工精度以及加工效率,打破了国外对此项加工技术的垄断,填补了国内空白。
1.加工工艺分析
里巴斯绳槽又叫双折线卷绕绳槽,简单地说,就是在一个螺距的圆周上由两条斜线和两条直线连接。JC18型里巴斯绳槽成品加工简图(绳槽旋向为左旋)如图1所示,绳槽展开图如图2所示,绳槽横截面局部剖面图如图3所示。
JC18型里巴斯绳槽卷筒的材质是Q345B,属于低碳钢(C<0.2%),具有良好的韧性、低温性能、冷冲压性能、焊接性能;且JC18型里巴斯绳槽的横截面为深度7.5mm的半圆弧,综上所述,选用圆弧半径为2mm,最大切深为10mm且具有锋利槽型的外圆仿形切槽刀最为合适。
确定JC18型里巴斯绳槽加工工艺。加工时,采取一夹一顶的装夹方法,此加工件回转直径以及自重大,为了增加切削刚性,尾座端一定要采用伞形且与卷筒内腔配合紧密的活顶尖,进行顶紧。
圆形仿形刀片切削时,圆弧形刀刃与工件接触,所受切削抗力较大,所以在实际加工中一定要在X、Z方向分层切削。
2.宏程序开发难点分析
西门子828D数控系统提供了“带有恒定螺距的螺纹链连续切削功能G33”,它通过西门子828D数控系统优秀的高速处理技术以及平滑插补技术,连续加工带有拐点的螺纹链,其插补简图如图4所示。
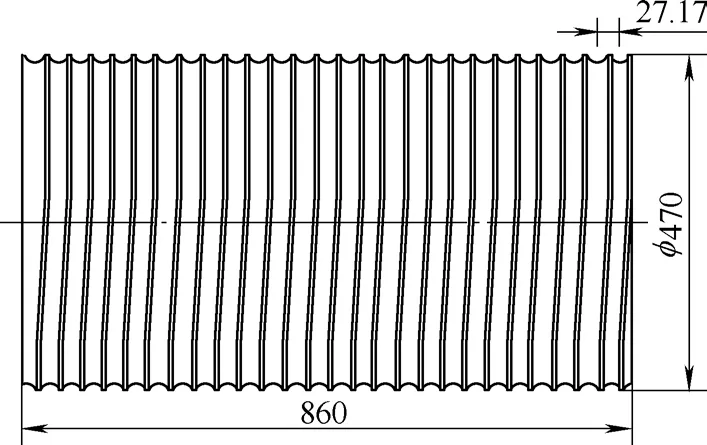
图1 JC18型里巴斯绳槽成品加工简图

图2 JC18型里巴斯绳槽展开图
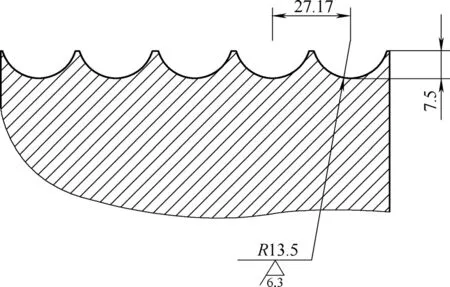
图3 JC18型里巴斯绳槽横截面局部剖面图
在数控编程中,经常会遇到相同的控制动作或相同的加工任务。如果将这些相同的“任务”转化成具有重复性的语句,将会大大缩短程序的长度,减少编程的工作量。如粗车时,每一层都是相同的重复轮廓轨迹。我们可以利用循环结构指令语句,把重复轮廓轨迹变成一个反复循环的过程,程序将会变得简洁、易懂、可操作性强。
3.宏程序算法
由图2可知,在一个螺距内,0°到120°、180°到300°是两条直线段;120°到180°、300°到360°是两条斜线段,共有4段,我们分别加工。这里,我们使用西门子828D数控系统的“带有恒定螺距的螺纹链连续切削功能”G33指令。对于直线段的螺纹切削,利用Z方向微小位移方法加工(移动0.001mm),这样做既不影响加工精度,又能满足加工条件;对于斜线段的螺纹切削,按照正常的螺纹加工即可;一个螺距内,螺纹链的加工程序,如下所示:
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585) K81.51
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585)K81.51
西门子828D数控系统提供了系统变量、预定义用户变量和用户定义变量。通过变量的使用,可以使零件程序和循环的编写更加灵活。

图4 G33螺纹链插补简图
由图3可知,里巴斯绳槽的槽型为半圆弧形,加工时,需要在X、Z方向分层,为了方便排屑,我们采取先加工Z层,再加工X层的策略。自定义的变量有,R1为切削时Z轴的起始点坐标;R2为仿形槽刀刀片半径;R3为绳槽横截面圆弧半径;R4为仿形刀刀片圆心切削半径;R5为绳槽螺距总数;R6为Z方向每层切深;R7为X方向每层切深;R8为圆弧上与Z坐标值,对应的X点坐标;R9为分层切削时,在同一X坐标层内,Z最大值;R10为分层切削时,在同一X坐标层内,Z最小值;R11为绳槽螺距计数器(≤R5);R12为提取R9数值;R13为提取R10数值。
通过计算,我们对上述变量赋值并得出计算关系式,最终开发的宏程序,如下所示:
R1=-40.71
R2=2
R3=13.5
R4= R3-R2=11.5
R5=32
R11=0
G00X490.
Z=R1
R6=0.6
R7=0.2
R8=482-SQRT(4*(R4*#R4-(R1+30)*(R1+30)))
R9=ABS(SQRT(R4*R4-(R8-482)*(R8-482)/4))-30
R10=-ABS(SQRT(R4*R4-(R8-482)*(R8-482)/4))-30
R12=R9
R13=R10
WHILE( R1<=R12 )
G00X490.
Z=R1
X=R8
WHILE( R11<= R5 )
G33 Z=IC(-0.001)K0.006
G33 Z=IC(13.585) K81.51
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585) K81.51
R11=R11+1
ENDWHILE
R11=0
R1=R1+R6
ENDWHILE
…
4.结语
此参数程序开发完毕后,在大连机床集团生产的带有西门子828D数控系统的CKA6180平床身数控车床上进行加工验证,其结果证明,此程序应用安全、可靠、方便、一次性加工成型、减少人工成本、提高了加工效率以及加工表面质量,深受客户好评。JC18型里巴斯绳槽加工成品照片,如图5所示。

图5 JC18型里巴斯绳槽加工成品照片
