LTCC智能生产线关键技术研究
2018-07-23李姗泽
杜 彬,李姗泽
(中国电子科技集团公司第二研究所,太原 030024)
1 引言
国内对于LTCC的应用已经有相当长的时间,但目前主要用于军用领域,例如TR组件和图像识别模块等,在民用领域仍然以厚膜混合集成电路为主[1]。国内LTCC技术在开发及产业化方面比发达国家晚,LTCC生产水平仍处于手工、半自动的阶段,因此产品质量、批量化生产的一致性与国外水平仍有一定差距[2]。LTCC智能生产线的出现能够缓解这一局面。
2 LTCC智能生产线
要方向之一[2]。LTCC智能生产线是指在现代传感技术、网络技术、自动化技术等先进技术的基础上,将LTCC生产工艺融入到生产线中,实现设计过程、制造过程智能化,是信息技术和智能技术的深度融合与集成[3]。LTCC生产线典型流程和架构见图1、图2。
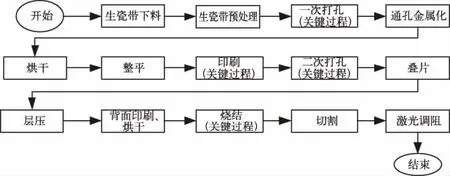
图1 LTCC生产线典型流程
智能制造技术无疑是世界制造业未来发展的重

图2 LTCC智能生产线构架
3 智能生产线的关键技术
3.1 工艺关键技术
智能生产线中LTCC工艺技术是顶层总体设计的基础,是智能制造生产线设计首先要开展的。它决定了生产线中最重要也是投资最大的硬件,即加工设备的选型,也是智能制造生产线调度、运行控制的决策依据,是决定智能制造生产线的节拍、工艺流程、产品质量的关键技术。只有将LTCC基板智能制造工艺这块“地基”打好,才能使这条智能生产线更好更快更顺利地建设起来[2]。
该LTCC智能生产线是基于现已成熟的LTCC半自动化工艺技术(8英寸),研发出适用于该智能生产线的新工艺技术。主要需改进的工艺有以下几种。
3.1.1 LTCC智能生产线生瓷片覆膜工艺
覆膜工艺是LTCC智能生产线中首先增加的工艺。本道工艺的加入改变了人工覆膜的不稳定、对生瓷片的人工标识等缺陷,保证了生瓷片在加工过程中的完整性,为LTCC后道工序的生产奠定了良好的基础。
微粘膜与生瓷片相对位置的矫正是保证覆膜质量良好的关键。因此在设备上我们设计了安装标志装置,由于上料位置具有一致性,因此该装置在一定程度上保证了微粘膜位置的稳定性,提高了覆膜的准确率。
3.1.2 LTCC智能生产线生瓷片整平工艺
整平是整个生产线改变最大的工艺。过去的整平工艺是由操作员手工完成,整平质量与人员操作技术、熟练程度相关,因此在生产过程中具有较大的不稳定性,生瓷片质量也随之会出现较大的波动。整平设备的出现完全改变了依靠人员手感以及局部整平的操作方式,整平工艺有了具体的参数并使之量化,而且采取了整片刮孔的方式,增加了整平工艺的一致性。
在整平时,设备会预先对生瓷片进行试刮。在此期间,传感器会对生瓷片进行厚度测量,以此确定刀片的下降量,最后一次性进行整平。这样既提高了刮片的效率,也保证了成功率。

图3 刮片系统
3.1.3 LTCC智能生产线叠片工艺
叠片是LTCC生产中由片成版的一道工艺。过去人工叠片采取的是对位孔套销钉版的方式,几乎全部由人工操作完成。这种方式不仅会对腔体造成一定程度的破坏,影响生坯的质量,有时甚至会使生瓷片直接损坏报废。而且在叠片过程中采取套销钉的方式,一旦力度有偏差,会破坏定位孔,影响叠片层间对位精度。
智能生产线中的叠片工艺采取了机械搬运的方式。为了避免掉片,设计了专门的真空吸附夹板,改善了原始的吸嘴吸附对生瓷的精度影响甚至损坏的情况,在叠片对位时采取了CCD获取定位孔进行叠片精度计算的方式,目前叠片精度可以达到±20 μm。

图4 真空吸附夹板
3.2 LTCC智能生产线的设备关键技术
LTCC智能生产线的最大优势就是极大地减少了人工的干预。该生产线不仅减少了人工成本,也相应减少了人为对生瓷半成品的破坏,保证了生产质量。因此,保证半成品的正常流转以及生产数据的及时上传是设备的关键技术。
3.2.1 智能生产线的自动上下料技术
LTCC智能生产线的自动上下料技术,是产线流畅运转的“手”。由于生产中需要分别搬运生瓷和托盘,需要吸盘灵活切换。除了程序上要进行精准控制外,吸嘴的设计也是难点之一。增加吸嘴的面积是减小压强的一种方式,但是面积太大会增加生瓷变形的面积,因此需要掌握平衡点。通过试验,确定了采取Φ=0.5 mm的吸嘴。
3.2.2 智能生产线的设备联动技术
设备之间相互联动是生产线的“血管”,因此既要保证生瓷片在运输过程中的流畅性,更重要的是要保证信号的及时性——当生瓷进入设备时,能够触发设备进行参数的调用和调整。生产线在设计之初考虑到设备之间的信号传输,在设备之间加入了扫码枪对生瓷进行二维码识别,二维码在生瓷完成打孔工序后进行喷绘,记录了生瓷片的工艺参数。一旦识别了二维码信息,设备即会调用数据库中的工艺参数进行生产,减少了人工输入参数的过程,节约了时间,避免了错误的发生。

图5 扫码枪工作
3.2.3 智能生产线的数据传输技术
数据传输是生产线的“神经”,负责工艺参数的下载和反馈,并且使设备调用该参数并及时进行反馈。由于在生产时设备都要与数据库进行通讯,数据的准确及时传输是生产的重要保障。生产线采用双冗余环形工业以太网络,控制层采用实时安全的工业控制网络,不仅能够满足实时性要求,还能够满足管理数据传输的要求。传输技术采用交换机、全双工,物理层和数据链接层,定义报文优先级,交换机优先转发;实行带宽预留,严格路径定义传输;同时预留非实时传输时间,以传输管理信息。
4 LTCC智能生产线的发展
LTCC智能生产线不仅是LTCC工艺技术向智能生产化迈进的试验田,也是LTCC工艺设备向“智能制造”方向发展的一次探索[4]。目前,该LTCC智能生产线的优势在于减少了人工的参与,降低了人工成本,减少因为人工操作带来的材料损失;而其尚存的不足在于生产过程中生瓷片质量检测设备的智能化程度不够以及设备参数的反馈问题。这些不足不仅对工艺的稳定性提出了挑战,要求研究符合LTCC智能生产线的工艺技术,同时对设备制造技术也提出越来越高的要求,使设备向稳定性与智能化进一步发展。
5 总结
LTCC生产线通过一系列的调试与运行,目前能够实现基于生产过程中对生产数据、产品检测数据的实时收集以及设备参数状况的及时维护的基础上,将生产数据、产品检测数据以及设备参数紧密联系的数字化产线,达到生产过程可监控、可预见、可优化的目的。
