掺烧高硫煤对前后墙对冲燃烧锅炉的影响
2018-07-13应冬军
应冬军,温 达
(国家电投集团江西电力有限公司新昌发电分公司,江西 南昌 330117)
0 引言
国家电投集团江西电力有限公司新昌发电分公司2×700MW超超临界锅炉采用变压螺旋管圈直流炉由东方锅炉(集团)股份有限公司制造单炉膛、一次中间再热、平衡通风、固态排渣,锅炉型号:DG2060/26.15-II2型。
新昌发电分公司陆运煤主要为京九线的铁路运输,水运煤依靠2016年10月建成的输煤码头进行船运,由于水运煤能力有限,基本以铁路运煤为主,水运为辅。面对日益高涨的原煤采购单价,为降低燃料成本,我厂于2017年11月开始小批量的采购高硫煤,同时进行“分磨制粉,仓内掺混,炉内掺烧”的掺烧方式,保证了机组安全环保稳定运行。2017年底开始煤价逐渐升高,我厂增加高硫煤掺烧采购力度,掺烧比例逐渐提高,同时对运行的操作要求原来越高,下面就我厂掺烧高硫煤过程中的一些问题进行说明。
掺烧方案根据煤场存煤结构,结合制粉系统的状态,优先考虑选择挥发分接近的原煤进行掺烧[1](干燥无灰基挥发分偏差不大于5%);原煤含量硫高与低掺烧(原煤含硫量<1与原煤含硫量>2.0,按照1:1的比例掺烧);高低负荷的掺烧(机组负荷<500 MW,按照高低硫煤1.2:1的比例进行掺烧;机组负荷>500 MW,按照高低硫煤1:0.8的比例进行掺烧)。
1 掺烧高硫煤对高、低温腐蚀的影响
配煤掺烧过程中硫分过高,势必造成炉内高温燃烧区域的水冷壁大面积腐蚀和空预器冷端的低温腐蚀、积灰、堵塞,严重影响火电机组的安全运行。
1.1 高温腐蚀
锅炉水冷壁的高温腐蚀是一个及其复杂的物理化学过程,研究表明[2]:水冷壁的高温腐蚀大多属于硫化物型腐蚀,其腐蚀产物主要是铁的硫化物和氧化物。引起硫化物型高温腐蚀的主要原因是煤粉在缺氧条件下燃烧产生了H2S以及游离态硫,其与管壁基体金属铁以及铁的氧化物发生反应生成铁的硫化物。
当炉膛内过量空气系数α<1.00以及当水冷壁附近因煤粉浓度过高,空气量不够而出现还原性气氛时,原煤中的硫以H2S的形式释放出来的比例在75%以上,通常当CO/(CO+CO2)由8%上升到24%时,H2S则由0.02%上升到0.07%,从而引起水冷壁的强烈腐蚀。在H2S浓度不变时,若管壁温度低于300℃,则水冷壁不腐蚀或腐蚀很慢;若壁温在300~500℃范围内,则腐蚀速度与壁温呈指数关系,即壁温每升高50℃,腐蚀速度增加一倍。H2S气体具有渗透作用,它可穿过疏松的Fe2O3层和致密的磁性氧化铁层(Fe2O3·FeO)与其中复合的FeO以及管壁Fe发生反应,腐蚀速率与烟气中H2S的浓度几乎成正比[3]。
煤粉在燃烧过程中会产生一定量的单质硫,其在350~400℃时很容易与碳钢直接反应生成硫化亚铁形成高温硫腐蚀,并且从450℃开始,其对炉管的破坏作用相当严重。
生成的单质硫可以直接穿透管壁金属表面保护膜,并沿金属晶界渗透,进一步腐蚀锅炉水冷壁并同时使氧化膜疏松,剥裂甚至脱落。金属硫化腐蚀产物层相对基体金属的体积比很大,一般在2.5~4.0之间,因此,层内会产生很大的应力,腐蚀层易破裂。其熔点温度较高为1 195℃,性质非常稳定,即使在1 000℃高温下,其与氢气还原反应也非常低,在还原气体中能保持稳定。当温度超过其熔点温度,烟气中的氧化性气体达到一定分压时,则缓慢氧化转变成Fe3O4和SO2,生成的SO2又可以提高单质硫的活性并加速硫酸盐型腐蚀,使腐蚀不断恶化。在高温下,生成硫和自由铁。
根据我厂历年等级检修对受热面的检查结果来看,两侧墙的水冷壁腐蚀较为严重,详见表1、2,燃烧器区域及两侧墙水冷壁均发生大面积高温腐蚀,面积均高达1 200 m2,腐蚀减薄严重处高达1.1 mm,虽1号、2号机组分别在2015、2016年进行了超洁净排放改造,在两侧墙增加补充氧量的二次风通道共计10只,用于改善侧墙的燃烧工况,这样的布置只能减缓高温腐蚀的程度,不能彻底的根治高温腐蚀。为了彻底的根治高温腐蚀,我厂于2016年对水冷壁两侧墙进行防腐喷涂。每次的等级检修对侧墙水冷壁的腐蚀检查属于必检项,为日后的机组配煤掺烧提供依据。

表1 2015年1号机组燃烧器附近水冷壁壁厚检测结果mm
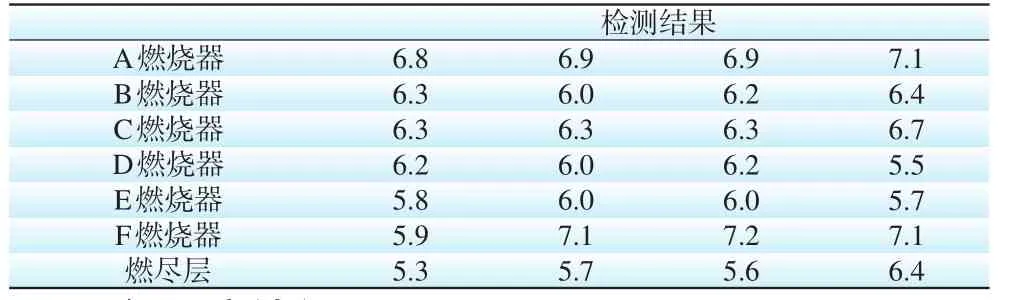
表2 2017年2号机组燃烧器附近水冷壁壁厚检测结果mm
1.2 低温腐蚀问题
锅炉燃料中或多或少都含有硫。当燃用含硫量较高的燃料时,燃料中的硫份燃烧后除了部分硫酸盐留在灰中外,大部分变成SO2,其中约有0.5%~5%的SO2在烟气中过剩氧量及积灰中Fe2O3的催化作用下生成SO3,SO3与烟气中的水蒸汽形成硫酸蒸气。硫酸蒸气的含量越高,酸露点越高,可以达到110~160℃,甚至更高。这就导致硫酸蒸气凝结在低于烟气露点的低温受热面上,引起腐蚀。锅炉低温腐蚀最严重的部位是空气预热器的冷端。烟气的酸露点与燃料含硫量和单位时间送入炉内的总硫量有关,而后者是随燃料发热量降低而增加的。显然,燃料中的含硫量较高,发热量较低,燃烧生成的SO2就越多,进而SO3也将增加,致使烟气酸露点升高。酸露点越高,腐蚀范围越广,腐蚀也越严重。对空预器冷端加装防护措施,并尽量降低燃煤硫含量,是减少低温腐蚀的有效途径。

表3 2015年、2016年锅炉排烟温度℃
从表3可以得出我厂的排烟温度远高于烟气的露点温度,发生低温腐蚀的可能性小。但在实际运行当中,我厂空预器因掺烧高硫煤发生过堵塞现象,发生堵塞后按照掺烧技术措施,立即组织对空预器不间断吹灰,有所好转。
1.3 低低温腐蚀后移问题
我厂1号、2号机组分别在2014、2015年进行了低低温省煤器的改造,在电除尘入口烟道前增加受热面从而到达节能效果,为了防止低低温省煤器发生低温腐蚀,要求低低温省煤器出口烟温不低于95℃,一般来说,只要保证低温受热面金属壁温度高出烟气露点温度10℃左右[4],就能避免产生低温腐蚀,堵灰也将得到改善。根据这个原理,在热力系统上选择一个比烟气露点温度高10℃左右的地点,作为低低温省煤器进水的水源引出点。由于低温省煤器水侧放热系数远较烟气侧大,因而其冷端金属壁温近似等于进口水温。所以,选择低温省煤器的最低壁温超过烟气露点温度10℃左右,从而达到防止低温省煤器腐蚀和堵灰的目的。这种热力防腐方法的优点是防腐效果较佳。合理选取冷凝水取水点,及采取减压混流等措施。使换热管的进水温度控制在(水露点+20℃)以上,可有效避免换热管发生低温腐蚀。
为了保证正常运行中不发生低温腐蚀,我厂规定低低温省煤器入口温度不低于65℃,低低温出口烟温不低于95℃,如表4。由于低低温出口烟温的测点安装位置存在局限性,不能代表断面的烟温分布情况,另低低温各组管箱有流量不均的现象,不可避免地存在低温腐蚀的风险。以下为运行中的实时参数:

表4 低低温省煤器运行参数
2 掺烧高硫煤对飞灰、炉渣含碳量的影响
配煤掺烧对经济指标的反应在飞灰含碳量、炉渣含碳量上,通过这两个指标的高低可以检验出炉内燃烧率,从而避免锅炉燃烧过程的不完全燃烧以及结焦现象,表5、6是对机组炉渣、飞灰含碳量的统计。

表5 2018年1月部分飞灰、炉渣含碳量
500 MW工况下每隔2 h不同氧量下的数据分析如下:

表6 500 MW工况下飞灰、炉渣含碳量%
根据上述灰飞含碳量、炉渣含碳量分别进行配风调整,调整结构如下,调整后的参数如表7。

表7 500 MW工况下调整后灰飞含碳量%
进行配煤掺烧后灰飞含碳量、炉渣含碳量有所升高,通过一系列的调整实现指标的可控在控,见表8,如何将掺烧工作经济化需要长期不断的摸索。

表8 2018年2月部分运行数据
3 掺烧高硫煤对环保指标的影响
脱硫系统目前执行超低排放标准35 mg/m3的排放标准,因高硫煤问题造成脱硫系统出口排放超标在我厂发生过一次,后期通过完善技术措施,在浆液中添加增效剂有效地缓解了超排现象。
燃用高硫煤(含硫量≥2%)时,对于燃煤锅炉,尤其是带有SCR脱硝装置的燃煤锅炉的影响非常大。火力发电厂为了满足日益严格的环保要求,保证NOx达标排放,要求脱硝入口的NOx含量尽可能的低,这就导致在燃烧器区域要求低氧燃烧,形成还原性氛围,如燃用高硫煤将加剧该处区域水冷壁管的高温腐蚀。减缓水冷壁高温腐蚀的主要措施是通过低氮燃烧器改造和燃烧调整,有效降低炉膛出口NOx含量,同时控制燃烧区域还原性氛围。而对于投用SCR脱硝装置所造成的氨气逃逸形成的硫酸氢氨[5],附着在空预器传热元件上,造成空预器积灰、堵塞,导致空预器压差增加,锅炉NOx排放浓度随氧量的上升而呈上升趋势。
4 结束语
掺烧高硫煤工作是一个科学系统的课题,通过制定科学、可行的配煤掺烧方案,在燃用主流煤种中掺烧一定比例的低质煤和高硫煤,使多种煤掺烧后成为锅炉的适烧煤种,是确保锅炉安全、经济、环保运行的有效途径,同时配煤掺烧最大限度地降低燃料成本,提升企业盈利能力,提高了企业的经济效益。