表面活性剂对无铅锡膏焊接效果的影响
2018-07-11张宇航韩振峰孙福林戴贤斌蔡志红吴家前
谢 鹏,张宇航,韩振峰,孙福林,戴贤斌,蔡志红,吴家前
(广东省焊接技术研究所(广东省中乌研究院),广东 广州 510651)
1 引言
锡膏是伴随着电子产品表面组装技术SMT发展而出现的焊接产品,随着电子产品的快速发展,既要能满足多功能、小型化、高密度、高性能的要求,同时还需要有良好的产品品质[1],高性能锡膏的研发已成为电子产品表面组装领域研究热点[2-3]。锡膏是一个复杂的体系[4],是由焊锡粉、助焊剂以及其它的添加物加以混合,形成的乳脂状混合物。锡膏在常温下具备一定的粘性,可将电子元器件初粘在既定位置[5],在焊接温度下,锡膏添加剂和溶剂优先挥发,随后焊锡粉融化,将被焊元器件与印制PCB板焊接在一起形成永久连接,冷却后就实现了元器件与印制PCB板之间的互联[6]。助焊剂是锡粉的载体,可以提高焊料与元器件的浸润程度,改善钎焊质量[7],有时需要加入适量的溶剂改善印刷效果。通过助焊剂中活性剂的作用,能清除被焊材料表面以及锡粉本身的氧化物[8-9],提高熔融焊料与基板之间的润湿性[10],使焊料迅速扩散并附着在被焊金属表面。助焊剂的成分配比影响着锡膏的润湿性、铺展性、塌陷性能,对锡膏焊接性能起着决定性的作用。
锡膏在印刷回流焊接工艺过程中,锡膏中的焊锡粉经历由固态到液态、液态再到固态的变化过程,由此完成回流焊接,在焊锡粉受热变为液态焊料时,固态的母材与液态的焊料间由于氧化皮的存在,会表现出很大的表面张力,若不能有效的降低固-液界面的表面张力,在回流焊接工艺后续部分,即液态的焊料转化成焊点时,液态焊料润湿性差导致没有合适的润湿角,无法在焊接母材上铺展开或铺展较小,无法覆盖所要焊接的部分,焊点呈现球状,影响线路焊接的效果[11],这是典型的焊接效果差的表现,通常称之为润湿不良。出现这种焊接不良现象的主要原因是表面张力大,所以如何有效降低液态焊料与焊接母材之间的表面张力是影响锡膏焊接效果的关键因素。
表面活性剂是能活跃于其他物质表面具有极高降低表面张力能力和效率的一类物质[12],在钎焊中起着举足轻重的作用。表面活性剂的主要作用是降低锡膏熔化后的表面张力,增加锡膏对焊接母材的浸润性,提高焊料的润湿能力,从而降低焊料的表面张力,使焊料更好的铺展开,减少焊点缺陷[13],保证焊点质量[14]。因此选用合适的表面活性剂,能够有效的降低焊接过程中固-液界面间的表面张力,促使焊料与焊接母材达到更好的润湿效果,进而保证良好的焊接效果。
2 实验过程
2.1 实验设备与材料
(1)实验设备:CY-F820无铅回流焊机、FA2204C电子分析天平、超高精度恒温槽等。
(2)实验材料:Sn03Ag07Cu无铅焊锡粉、GB/T 2040规定的二号铜板、有机酸(丁二酸)、醇类溶剂(乙醇)、触变剂(氢化蓖麻油)、松香、表面活性剂GE-511、表面活性剂EB-9、表面活性剂 AP-8。
2.2 实验方法
(1)锡膏样品的配制。
如表1所示比例配制助焊剂,按照助焊剂与焊锡粉(15%∶85%)的比例配制成锡膏样品,进行回流焊接实验。研究不同表面活性剂对锡膏焊接效果的影响,以铺展率,焊点外观为评价指标,选择最优的表面活性剂。在此基础上,选取不同含量的表面活性剂,研究不同含量的表面活性剂对锡膏焊接效果的影响。
表1 助焊剂的成分
(2)无铅锡膏铺展率测试。
从GB/T 2040规定的二号铜板(牌号为T2)上切取0.3mm×50mm×50mm平整试片五块,除油后用500#细沙纸去除氧化膜,并用抛光膏抛光后用无水乙醇清洗干净并充分干燥。将试片放在温度为(150±2)℃的烘箱中氧化1h,所有试片应放在烘箱的同一高度上。试片从烘箱中取出后,放在密封的干燥器中备用。将配制好的无铅锡膏印刷在处理好的铜板上,然后进行回流焊接,冷却后用溶剂清洗掉残留物后测量焊点高度(h)。
按照国家标准GB/T 9491-2002《焊锡用液态焊剂(松香型)通用规范》进行扩展率测试,扩展率(SR)的计算如下:
SR=(D-h)/D×100%
式中D为假设与所用的焊料等体积的焊料球的直径,即D=1.24V*1/3, V=m/ρ,m为焊料环的质量,ρ为焊料的密度。
(3)铜板腐蚀试验。
参考IPC-TM-650中的实验要求,将配制好的无铅锡膏按照实验要求放置在实验铜板上,经过回流焊接处理,将实验样品放置在温度为40±1℃,湿度为93±2%的恒温恒湿的环境下,就行铜板腐蚀性试验,观察记录240h后铜板腐蚀情况以及外观颜色变化。
3 实验结果与分析
3.1 表面活性剂类型对锡膏铺展率的影响
分别选取表面活性剂GE-511、表面活性剂EB-9、表面活性剂AP-8作为锡膏表面活性剂 ,如表1所示成分,配制成助焊剂样品,按照助焊剂与合金粉(15%∶85%)的比例,配制成无铅锡膏,分别编号为1#、2#、3#,同时选取无添加表面活性剂的无铅锡膏样品作为对比实验,编号为0#。按照铺展率测试标准,进行锡膏铺展率测试,其测试结果如图1、表2所示。

图1 锡膏样品焊点外貌

表2 锡膏样品铺展率测试结果
图1中可以看出,2号焊点外貌接近圆形,铺展效果最好,0号最不规则。从表2中可知,0号样品铺展率最低,2号铺展率最高,达到84.56%,说明在没有添加表面活性剂的情况下,液态焊料与焊接母材的固-液界面表面张力较大,导致润湿性较差,液态焊料无法均匀的在铜板上铺展开。表面活性剂能够有效增强锡膏的润湿性能,降低焊料与焊接母材的表面张力,增强锡膏焊接效果,其中以2号表面活性剂EB-9样品焊接效果最佳。
3.2 表面活性剂EB-9含量对锡膏焊接效果的影响
选取2号表面活性剂EB-9为锡膏表面活性剂。保持其他组分不变,如表1所示成分,改变表面活性剂含量,其表面活性剂含量如表3所示,配制成不同含量的助焊剂样品,按照助焊剂与焊锡粉(15%∶85%)的比例,配制成无铅锡膏,分别编号为A、B、C、D号。通过铺展率测试以及铜板腐蚀性实验,研究表面活性剂EB-9含量对锡膏焊接效果的影响。

表3 表面活性剂不同含量
3.2.1 表面活性剂EB-9含量对锡膏铺展率的影响
表面活性剂EB-9含量对锡膏铺展率的影响如图2、表4所示,随着表面活性剂EB-9含量的增加,铺展率先增大,后保持不变,在一定含量范围内,表面活性剂能够有效增强锡膏的润湿能力,减小母材之间的表面张力,铺展率效果最好,当表面活性剂含量达到一定量时,铺展率不随着增大而增大,反而有所下降,表面活性剂达到一定量时,其润湿性能达到饱和,无法再增加其润湿能力,锡膏铺展率不再增加。

图2 表面活性剂含量对铺展率的影响

表4 锡膏样品铺展率测试结果
3.2.2 表面活性剂EB-9含量对锡膏铜板腐蚀性实验
图3、图4为表面活性剂EB-9含量对锡膏铜板腐蚀性实验的影响结果,其中A号实验样品焊点周边未出现明显的腐蚀迹象,表面腐蚀性最小,随着表面活性剂含量的增加,B号实验样品焊点周边出现轻微的腐蚀,当表面活性剂含量达到3%时,能够明显观察到样品周边出现“铜绿”,腐蚀情况最严重。

图3 铜板腐蚀性实验腐蚀前
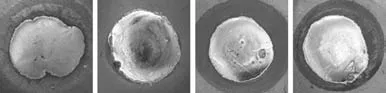
图4 铜板腐蚀性实验腐蚀后
4 结论
表面活性剂在改进锡膏焊接效果上有显著的作用,通过添加表面活性剂,能够增强焊料与母材之间的润湿性,减小液态焊料与固态母材的表面张力,增强锡液流动及浸润性能,完全填塞焊缝并形成焊点,达到更好的焊接效果;添加1%的表面活性剂EB-9,锡膏铺展率最大,铜板腐蚀性实验较好,能够显著改善锡膏焊接效果。
