Profinet技术在冷轧重卷机组上的应用
2018-07-10纪云龙
纪云龙,李 俊,胡 聪,高 敏
(安阳钢铁集团冷轧公司,河南安阳 455004)
1 工艺概述
安钢1550 mm冷轧重卷机组生产线由国内自主设计与制造。生产过程中最高速度可达200 m/min,主要用于冷轧卷和镀锌卷的分切和重卷。安钢重卷机组主要工艺流程见图1,采用单开卷,经过焊机、切边和涂油,按不同订单要求进行重新卷曲,以满足下游客户的不同要求。
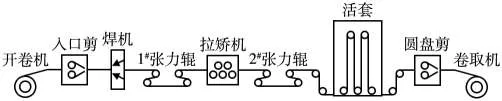
图1 重卷机组工艺流程
2 控制方案
重卷生产线自动化程度高,现场传感器、执行器、操作箱分布散,分布面大,控制单元点多,如果采用Profibus-DP网络,DP网络链路非常长,网络传输数据质量达不到现场要求。因此对现场检测元件和操作箱的控制网络采用了最新的Profinet网络。而对现场绝对值编码器,纠偏装置和传动单元等相对集中的设备还采用传统的Profibus-DP网络。因此安钢冷轧重卷机组采用了双网并行的运行方式,既节约了投资,又满足现场数据传输要求,同时通过对新一代网络技术的应用,为新项目的自动化控制储备技术力量。
Profinet是西门子公司推出新一代工业现场总线,与上一代Profibus总线相比有本质区别。主要特点:①Profinet基于工业以太网协议开发而成的工业现场总线网络。囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等当前自动化领域的热点话题,并且,作为跨供应商的技术,可以完全兼容工业以太网和现有的现场总线(如Profibus)技术,保护现有投资。②更高的数据传输速率Profibus传送速度可在9.6 kbaud~1.5 Mbaud选择。Profinet数据传输可以达到100 Mbaud。③Profibus网络拓扑采取的是总线拓扑结构,如果1个子站出现问题,后续子站网络都无法链接。Profinet采取的是基于工业以太网的网络拓扑结构,以路由器为传输核心,各子站并行与PLC进行数据交换,如果1个子站故障,不会影响其他子站的数据交换,在生产实践中更加便于处理问题。
3 网络设计
3.1 控制系统硬件配置
控制系统主要采用西门子公司SIMATIC 400系列PLC。其中共用PLC以SIMAIC 400系列中416-2 CPU为核心,配置了CP443-5通信模板和CP443-1通信模板。现场的执行单元的联系采用的是Profinet总线,重卷机组所选Profibnet模板为IM-153-4 ET200M远程站模板,IM153-4远程站是西门子公司针对Profinet研发,协议固化硬件之中,采用组态软件直接组态使用。现场绝对值编码器、变频器、纠偏装置还采用Profibus-DP总线。
PLC在系统硬件组态采用SIMATIC Manage 7软件,人机操作员界面使用的是西门子WINCC软件。重卷机组网络系统配置如下图(图2),现场共设有一级服务器(L1服务器),二级服务器(L2服务器)和人机接口服务器(HMI服务器)。同时在操作台和电气室设置了操作站和工程师站,以便现场人员的操作和现场维护。

图2 重卷机组网络系统
3.2 Profinet网络硬件配置
现场的所有传感器,执行器都连接在Profinet远程站上,硬件连接是否正确,关系到整个控制系统能否正常工作。
(1)Profinet网络所带子站的多少完全与路由器的物理端口相关联。
(2)Profinet网络首末段无需安装终端电阻。
(3)采用接口模板IM153-4自带Profinet协议,在硬件配置过程中与Profibus一样方便。
(4)网络连接采用工业以太网线,端口采用RJ45,通过路由器直接与IM153-4直接相连。
硬件组态软件采用SIMATIC manager,SIMATIC manager具有在线故障诊断功能,设备维护人员能够快速、准确地找到故障发生的位置,并排除故障。使得设备的故障停机时间大幅度的减少,这也是使用现场总线技术的最大优势。
3.3 Profibus网络软件调试
PLC硬件安装完成和Profibus组态完成后,数据能否可靠传输,很大程度上取决于应用软件编程。控制软件采用STEP 7进行编程,充分利用了STEP 7提供的丰富软件指令。编程采用结构化程序设计,主控逻辑程序放在FC功能块中,FC程序调用逻辑放在OB组织块中,通信具体数据放在DB数据块中。由于Profibus-DP协议固化在各执行、传动单元的通信适配模板之中,网络组态完毕即可使用,不需编程。软件采用STL语句表如下。


FC50、FC60是系统标准功能块,FC50是发送块,FC60是接收块。ACT表示块激活,ID表示网络配置标识地址,LADDR为硬件配置参数,SEND为数据块中的被发送数据的起始地址,RECV为数据块中的被接收数据的起始地址,LEN为发送字长,DONE为执行码,ERROR为错误码,STATUS为状态码。
4 结束语
冷轧重卷机组的生产线控制系统要求控制水平高,控制可靠,扩展性好。随着新一代的现场总线Profinet网络的使用,现场控制更加稳定,基于工业以太网技术,信号传输速度不再想Profibus受到最高速率的限制。同时为二级三级系统直接整合现场信号提供了的有效的接口。不论是系统改造或项目新建都有非常广泛的推广价值。
[1]崔坚,李佳.西门子工业网络通信指南(上,下)[M].北京:机械工业出版社,2015.
[2]孙一廉.冷轧生产自动化技术[M].北京:冶金工业出版社,2006.
