应急净水设备处理有机污染原水效能与分析
2018-07-09韩雅琼张平允
金 磊,刘 爽,韩雅琼,张平允,叶 辉
(上海城市水资源开发利用国家工程中心有限公司,上海 200082)
随着工农业的发展,各类地表水源污染日益严重,水中有机物含量不断增多,水质成分越来越复杂[1]。近年来,国内部分饮用水源地蓝藻暴发、臭味等污染问题加剧,有机污染直接导致原水水质恶化[2-3]。同时,原水中的有机物也是消毒副产物的前驱物,在水厂消毒工艺阶段会加剧消毒副产物的生成[4-5]。这些日益凸显的水源有机污染问题正在威胁饮用水安全。
水厂工艺也面临水源有机污染带来的巨大挑战。在突发环境污染或自然灾害事故中,集中式供水设施易被破坏,导致供水中断[6]。面对复杂多变的原水水源,第一时间为事故现场稳定提供生活饮用水,是迫在眉睫的问题。现有移动净水工艺主要以混凝沉淀、多重过滤和“超滤+反渗透法”双膜法为主[7-8]。混凝沉淀工艺需另加混凝剂,双膜法工艺存在需频繁反冲洗、产水率低、需维护保养等问题,这都提高了应急供水时制水的物料成本及设备操作难度。本研究设计开发了一套“电絮凝-气浮分离、超滤膜、活性炭吸附和氯消毒”的集成化饮用水应急处理设备,与其他应急供水设备相比,具有不用投加混凝剂、无需复杂预处理、模块化设计、安装简单、出水稳定达标等优点。通过研究其对有机污染地表水源的净化效果,为解决突发状况下饮用水的供应问题提供了方法。
1 材料和方法
1.1 试验水源
试验水源地位于江苏省宜兴市徐舍镇钱家灌区附近,处理的有机污染水源取自当地一条河流。该河流周边水系分布较密集,最终与太湖相通。近年来,太湖水质富营养化及其导致的蓝藻暴发问题严重。藻类使水体的有机污染和臭味污染加剧。选择该地区的地表水源作为移动净水设备处理的试验有机污染水源具有代表性。
1.2 试验装置
应急净水设备的单元工艺设备主要由电絮凝反应器、微纳米气泡发生器、气浮分离器、超滤膜、中间水箱、清水箱等组成,设备工艺流程如图1所示。
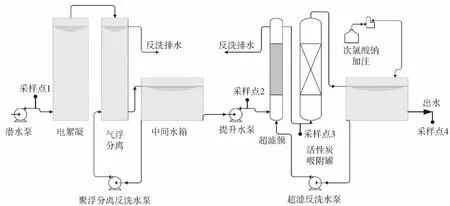
图1 有机污染原水处理试验工艺流程简图Fig.1 Schematic Diagram of Process of Organic Polluted Raw Water Treatment
1.2.1 电絮凝-气浮分离反应器
净水装置整体采用380 V交流电供电,其中电絮凝设备经变压整流,采用36 V直流电供电。电絮凝设备给多组并联的极板接通直流电,在极板之间产生电场,使待处理的水流入极板的空隙。此时通电的极板会发生电化学反应,根据所采用极板的种类,会溶出Al3+等离子,并在水中水解而发生絮凝反应,在此过程中,同时发生电气浮、氧化还原等其他作用。这些作用使水中的溶解性、胶体状和悬浮态污染物得到有效转化和去除。电絮凝反应器中,进水量为3.5~4.0 m3/h,铝极板数量为43组,工作电压为36 V,电流为4~6 A,停留时间为10~15 min,内筒流速为10~20 mm/s,外筒流速为2~3 mm/s。电絮凝-气浮分离反应器可节约设备内部空间,同时免去了现场投加混凝剂,也有利于减少污泥的产量。
1.2.2 超滤膜工艺
经电絮凝-气浮分离预处理后的水进入超滤膜,进一步去除污染物以提升水质。为保证超滤膜进水量稳定,膜前设置有效容积为1 m3的中间水箱调节水量。超滤工艺可以有效去除颗粒状物质,确保出水浊度稳定达标。采用海南立昇净水科技实业有限公司生产的LH3-1060-V型PVC合金内压式超滤膜组件,正常工作的膜通量为70~120 L/(m2·h),超滤膜进出水流量在3 m3/h左右,自控系统每隔15 min对膜组件自动正反洗。
1.2.3 活性炭吸附
超滤膜对于溶解于水体中的小分子有机物,特别是会导致水体产生臭味的物质的去除效果欠佳。因此,为了改善水质的感官性状,保证供水水质满足饮用水指标,在超滤工艺之后加入活性炭吸附工艺。活性炭可通过吸附作用,去除水体中的溶解性小分子有机污染物。活性炭吸附工艺单元的主要设计参数如下:吸附滤柱总高度为2.05 m,吸附滤柱直径为800 mm,颗粒活性炭装填高度为1.0 m,进出水量为2.7~3.0 m3/h,颗粒活性炭选用吸附容量较高的果壳活性炭,粒径在3 mm左右,碘吸附值为800~1 100 mg/g,亚甲基蓝吸附值为120~150 mg/g。
1.3 试验方法
试验运行时间为2016年9月22日~2016年10月27日,实际运行期为30 d,每天运行时间不少于8 h,每隔2 h现场取样测pH、浊度和余氯,每4 h取样并冷藏运至实验室对CODMn、UV254、氨氮、消毒副产物等指标进行检测分析。消毒出水106项饮用水指标的分析委托第三方有资质检测机构依据《生活饮用水卫生标准 检验方法》(GB/T 5750—2006)中的分析方法进行检测。
2 结果与讨论
2.1 原水水质分析
原水部分水质情况如表1所示。按《地表水环境质量标准》(GB 3838—2002),其中原水水质指标总氮为Ⅲ~Ⅴ类,粪大肠菌为Ⅳ类,高锰酸盐指数为Ⅲ~Ⅳ类,总磷为Ⅱ~Ⅳ类,化学需氧量和溶解氧分别为Ⅱ~Ⅲ类和Ⅰ~Ⅱ类。该水源受氮、磷营养元素和有机物污染较严重,原水中的总氮和总磷最高分别为0.27 mg/L和4.20 mg/L,其中总氮指标甚至是Ⅴ类水的标准。高锰酸盐指数作为反应水源有机物的重要指标,其浓度最高达6.46 mg/L。
除此之外,原水的微生物风险也值得关注,大肠杆菌为16 000个/L。综合分析,原水存在有机污染较严重和微生物指标超标的问题。
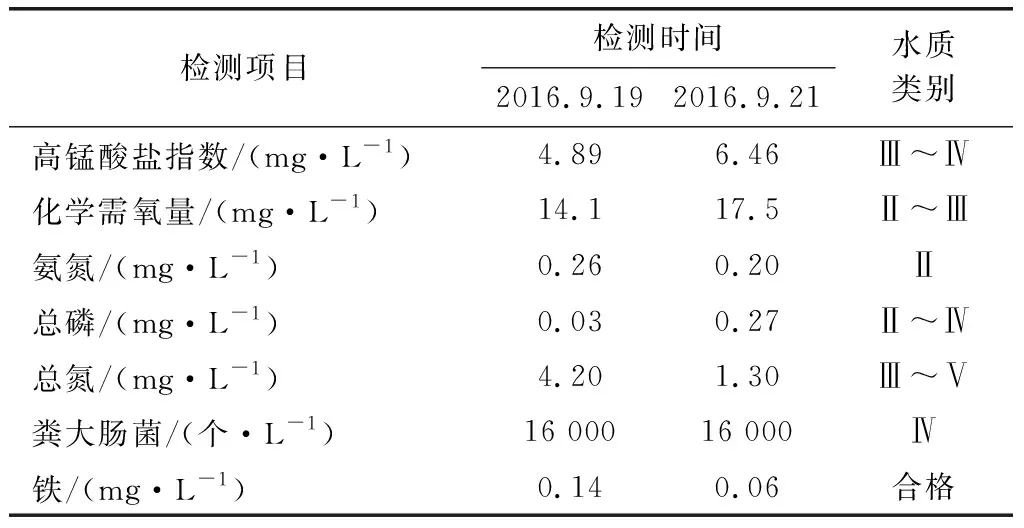
表1 有机污染水源的水质情况
2.2 污染物去除效果
2.2.1 浊度和色度
处理工艺对浊度和色度的去除如图2所示。原水浊度为17.3~34.5 NTU,平均值为24.8 NTU,最高值为37.9 NTU,最低值为14.0 NTU;清水池出水浊度为0.10~0.32 NTU,平均值为0.20 NTU。其中电絮凝-气浮工艺和超滤工艺对浊度的去除效果明显,如图3所示。电絮凝-气浮工艺出水浊度为0.60~25.4 NTU,平均值为5.53 NTU,浊度去除率为77.7%。超滤工艺可进一步去除97.3%的浊度,超滤出水浊度降至0.08~0.21 NTU,平均值为0.15 NTU。随后经活性炭吸附工艺和加氯消毒,出水的浊度为0.10~0.32 NTU,相比于前段超滤出水,浊度一定程度上略有增加,可能是活性炭单元有少量炭进入水体所致。经过整体工艺处理,浊度去除率达到99.1%。
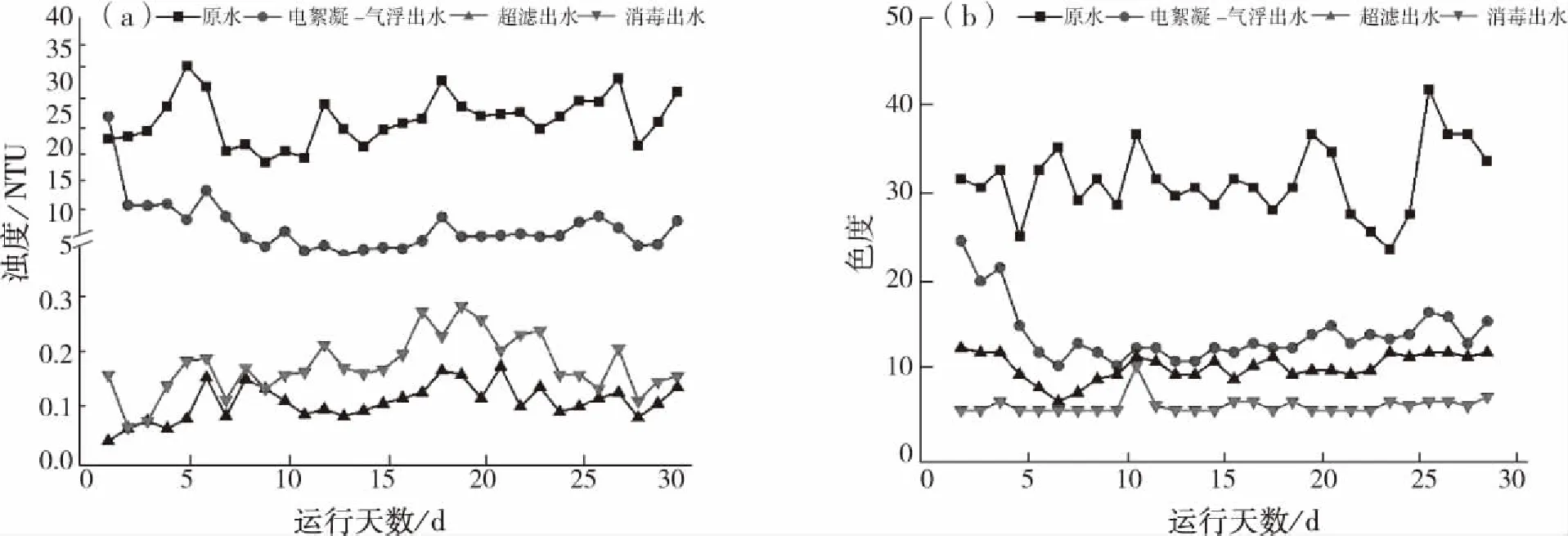
图2 各工艺对原水(a)浊度和(b)色度的去除Fig.2 Removal of (a)Turbidity and (b) Chroma in Raw Water by Different Processes

图3 电絮凝-气浮分离的浮渣及出水Fig.3 Scum and Effluent of Electrocoagulation-Air Flotation Process
色度的去除主要是在电絮凝-气浮分离工艺阶段,原水色度从23~41度降至10~24度,平均色度由31度降至14度,平均去除率为54.8%。超滤工艺和活性炭吸附-加氯工艺对色度也有一定的去除作用,清水箱出水色度基本低于5度。
2.2.2 CODMn和UV254
不同处理单元对原水中的CODMn和UV254的去除规律如图4所示。CODMn和UV254作为反应水体有机物含量的指标,在处理过程中的变化趋势相似,CODMn和UV254的去除主要发生在电絮凝-气浮分离工艺和活性炭吸附-消毒工艺阶段,而超滤对两者的去除效果均不明显。原水CODMn和UV254的质量浓度分别为3.92~5.96 mg/L和0.0 552~0.126 cm-1,平均值分别为4.82 mg/L和0.0 927 cm-1。

图4 各工艺对原水(a)CODMn和(b)UV254的去除Fig.4 Removal of (a) CODMn and (b) UV254 in Raw Water by Different Processes
电絮凝-气浮工艺出水的CODMn和UV254分别为3.26~5.07 mg/L和0.021~0.087 cm-1,平均值分别为3.23 mg/L和0.0 635 cm-1。气浮分离出水经超滤后,CODMn和UV254分别降至2.10~3.68 mg/L和0.017~0.085 cm-1。超滤出水再经活性炭吸附和氯消毒,最终出水中CODMn为1.02~2.13 mg/L,平均值为1.57 mg/L,UV254为0.0 084~0.072 cm-1,平均值为0.0 313 cm-1。
电絮凝-气浮分离工艺、超滤工艺和活性炭过滤-氯消毒工艺对CODMn的去除率分别是32.9%、10.2%和24.3%,总去除率为67.5%;对UV254的去除率分别是31.5%、3.81%和30.8%,总去除率为66.2%。结果表明,电絮凝-气浮分离对有机物去除起主要作用,活性炭吸附-氯消毒工艺也可去除相当一部分的有机物,而超滤工艺对有机物的去除效率则相对较低。
电絮凝-气浮分离对有机物去除明显,是因为铝极板在电解过程中产生铝盐混凝剂,捕集水中的悬浮固体,并在后续的气浮分离设备中去除;同时电极阳极的氧化作用和阴极的还原作用,也能去除水中部分的有机物[9]。超滤膜可进一步去除气浮分离后的悬浮固体,然而对水中的溶解性小分子有机物截留效果较为有限。活性炭可以吸附水中部分的溶解性有机物;在加氯消毒阶段,借助游离氯的强氧化性可进一步去除水中的溶解性有机物。
2.2.3 氨氮
图5为氨氮在各处理单元的变化特征。原水氨氮的质量浓度为0.040~0.48 mg/L,平均值为0.23 mg/L,最终出水氨氮为0.020~0.49 mg/L,平均值为0.17 mg/L,整个工艺对氨氮的平均去除效率为26.1%。值得注意的是,电絮凝-气浮分离会使原水中的氨氮升高。气浮出水中氨氮的质量浓度为0.030~0.58 mg/L,平均值为0.31 mg/L,相对于原水氨氮的平均质量浓度升高了0.08 mg/L。这可能是电解过程使水中的有机氮分解,生成了氨氮。电解反应中阴极生成具有还原能力的新生态氢原子[H],可将氨基酸等有机物中的氨基还原为氨氮[10]。

图5 各工艺对原水氨氮的去除Fig.5 Removal of Ammonia Nitrogen in Raw Water by Different Processes
超滤工艺对氨氮几乎没有去除效果,超滤出水氨氮的质量浓度为0.030~0.59 mg/L,浓度平均值为0.31 mg/L,与气浮出水的氨氮质量浓度水平基本一致。活性炭吸附-氯消毒工艺对氨氮有一定的去除,相比于超滤出水,消毒出水的氨氮浓度降至0.020~0.49 mg/L,主要是因为部分氨氮在加氯消毒过程中生成了氯胺[11]。
2.2.4 铁
铁是人体不可缺少的微量元素,一般认为铁过多对人体无害。在我国,铁只作为感观性状指标,饮用水中铁超标不仅会影响水的色度,甚至会有明显的金属味。图6为各工艺对水中铁的去除情况,可见原水铁含量的变化较大,最高为0.80 mg/L,最低为0.060 mg/L,平均浓度为0.32 mg/L。电絮凝-气浮分离工艺可去除原水中大部分的铁,气浮出水中铁的平均质量浓度为0.10 mg/L,最低质量浓度小于0.010 mg/L。水中剩余的铁在超滤工艺中几乎被完全去除,超滤出水中铁的质量浓度基本低于 0.010 mg/L。经过处理,最终出水中的铁含量低于0.010 mg/L,远低于《生活饮用水卫生标准》的限值0.3 mg/L。
电絮凝反应器的阳极会将水中部分的Fe2+氧化成Fe3+,最后水解生成Fe(OH)3胶体,并在混凝和气浮分离过程被共同去除;同时,气浮分离过程会在水中形成无数的微小气泡,使得未被氧化的Fe2+进一步氧化成Fe3+,形成的胶体被后续的超滤膜截留。

图6 各工艺对原水中铁的去除Fig.6 Removal of Iron in Raw Water by Different Processes
2.3 各工艺单元净水效果分析
移动式应急供水设备的各工艺单元对原水各污染指标的去除情况如图7所示。

图7 各单元工艺对污染物的去除Fig.7 Removal of Pollutants by Different Processes
由图7可知,电絮凝-气浮分离工艺对原水浊度、色度、CODMn、UV254及铁的去除率分别为77.7%、55.0%、32.9%、31.5%和68.7%,说明电絮凝-气浮分离工艺作为应急净水设备重要的预处理单元,有效提高了预处理出水的水质。超滤膜工艺对浊度和铁的去除率分别为97.3%和80.0%,明显高于其他工艺,但对CODMn和UV254的去除率仅为15.2%和6.25%,说明超滤工艺对水体中的悬浮物和胶体具有非常好的去除效果,但对溶解性有机物的去除率较低。活性炭-氯消毒工艺单元对进水的色度、CODMn和UV254分别有39.5%、42.7%和48.3%的去除率,说明活性炭对水中的溶解性有机污染物具有一定的吸附作用。整体工艺浊度、色度和铁的去除率为80.6%~99.1%,对CODMn和UV254的去除率为67.5%和66.2%。
2.4 余氯和消毒副产物
在清水池中投加次氯酸钠,控制最终出水的微生物指标。相比于紫外、臭氧等其他消毒方式,氯的消毒作用更具持续性。试验投加次氯酸钠的浓度为1.0 mg/L左右,如图8所示,实际测得清水池中的余氯为0.71~1.50 mg/L,平均值为0.88 mg/L。在整个运行过程中,刚开始运行时氯的投加量稍高,其余运行时间余氯量趋于稳定,基本在1.0 mg/L附近波动。

图8 消毒出水余氯量Fig.8 Concentration of Residual Chlorine in Disinfected Effluent
氯作为消毒剂,在消毒过程中会和水中的有机物反应生成含氯消毒副产物。氯消毒副产物具有“三致”作用,是饮用水安全控制的重要指标。该应急处理设备的出水中,三卤甲烷的浓度为0.038~0.055 mg/L,二氯一溴甲烷的浓度为0.00 116~0.00 151 mg/L,三氯甲烷的浓度为0.00 079~0.00 151 mg/L,其余两种消毒副产物的含量均只有0.00 025 mg/L。结果表明,所研究的这几种含氯消毒副产物均远低于GB 5749—2006中相应的指标限值。
2.5 产水量及供水水质
由于应急供水的特殊性,在突发事故供水中断等条件下,需首要保证供水水质的安全性,同时也要保障供水水量的充足。如图9所示,在初始运行的10 d内,产水量较高,最高达到2.87 m3/h,运行一段时间后产水量趋于平稳,约在2.20 m3/h;其中,第20~24 d产水量降至最低,只有1.39 m3/h,在对设备进行清洗维护后,产水量恢复。整体来分析,产水量较为平稳,且实际运行时的平均产水量为2.24 m3/h,若按24 h连续运行计算,日产水量达到53.4 m3,满足日供水量大于50 m3的要求。按每天每人5 L用水量来估算,可满足10 000人/d的饮用水用量。

图9 应急净水设备产水量Fig.9 Water Supply Capacity of Emergency Water Purification Equipment
设备运行期间,水质pH略有上升,但整体变化幅度不明显。消毒出水相比于原水,pH值从7.41~7.89上升至7.59~8.02,平均值升高0.14。pH升高发生在电絮凝和氯消毒阶段,pH平均值分别升高了0.03和0.11。出水细菌总数小于1 CFU/mL,大肠杆菌未检出。对供水水质进行饮用水106项检测,结果表明,出水CODMn等有机物指标可稳定达标,非常规指标多数未检出,有机污染原水应急处理出水水质达到GB 5749—2006的要求。
3 结论
针对原水存在水质有机污染问题,开展了水质应急处理研究,重点研究了电絮凝-气浮分离、超滤膜、活性炭吸附和氯消毒工艺对原水浊度、CODMn、UV254等水质指标的去除效果,同时也对消毒副产物进行了密切的关注,形成的主要结论如下。
(1)电絮凝-气浮分离工艺对原水中浊度、色度、铁和有机物的去除起主要作用,但会使水中的氨氮升高;超滤膜对水中的浊度和铁可进一步去除,对CODMn、UV254和氨氮的去除效果不明显;活性炭吸附和氯消毒则对CODMn、UV254有较明显的去除。
(2)有机污染原水应急处理出水的CODMn、氨氮等有机物指标均可稳定达标,非常规指标多数未检出,水质符合《生活饮用水卫生标准》(GB 5749—2006)。出水水量能达到53.4 m3/d,在突发应急情况下可满足10 000人/d的饮用水供应量。
[1]郑浩,于洋,费娟,等.江苏省主要水源地水源水及出厂水中113种有机物的现状调查[J].环境与健康杂志,2015,32(3):222-224.
[2]单国平,吕淼.江浙河网高有机污染原水的高密度沉淀池处理工艺[J].净水技术,2013,32(1):38-43.
[3]张淑敏,陈蓓蓓,侯伟昳.微污染原水原位净化技术应用研究进展[J].净水技术,2017,36(4):30-35.
[4]刘雪飞,高乃云,关小红,等.水处理各工艺单元对有机物及消
毒副产物前体物的去除效果[J].净水技术,2017,36(3):27-31.
[5]林韵,叶沛茵,涂常青,等.天然有机物氯消毒副产物的生成及影响因素研究[J].中国给水排水,2016,32(5):49-54.
[6]张晓健,陈超.应对突发性水源污染的城市应急供水的进展与展望[J].给水排水,2011,37(10):9-18.
[7]宛西原,姚吉伦,吴恬,等.城镇应急供水装备与移动式应急供水车组研究[J].水科学与工程技术,2010(5):43-46.
[8]孙培师.一体式可移动净水设备研究[D].济南:山东建筑大学,2015.
[9]LIU R,JU J,HE Z,et al.Utilization of annealed aluminum hydroxide waste with incorporated fluoride for adsorptive removal of heavy metals[J].Colloids & Surfaces A Physicochemical & Engineering Aspects,2016,504(1):95-104.
[10]程宇婕,冯启言,李向东,等.电絮凝-过滤法去除源水中微量有机物[J].环境科学与技术,2007,30(8):86-87.
[11]费明明,沈亮,陆丹红,等.折点加氯对微污染原水中氨氮去除效果的研究[J].给水排水,2016,42(9):13-17.
