基于数控机床传动比调节的位置精度补偿策略分析
2018-06-28郑通达
郑通达
(国家塑料机械产品质量监督检测中心,浙江宁波315800)
0 引言
在科技高速发展的今天,数控机床取代老式仪表机床已经基本完成,现在人们把目光投向了如何提高数控机床精度上,于是数控机床位置精度的概念就此产生。
数控机床位置精度是数控机床最重要、也最能代表机床特征的一项指标,位置精度的高低往往决定了机床加工件的精度。
1 数控机床的脉冲当量
脉冲当量是指当控制器输出一个定位控制脉冲时,所产生的定位控制移动的位移。对直线运动来说,是指移动的距离;对圆周运动来说,是指转动的角度。
1.1 直线轴的脉冲当量
直线轴的脉冲当量是指当机床控制系统发出一个脉冲指令,通过伺服驱动器,使电机转动一个步距角α,机床对应的运动部件实际产生的位移δ。其公式为:
式中,δ为直线轴的脉冲当量;α为电机的步距角;P为滚珠丝杆的导程;μ1为控制系统电子齿轮传动比;μ2为伺服驱动器的传动比;μ3为各级齿轮的总传动比。
1.2 回转轴的脉冲当量
回转轴的脉冲当量是指当机床控制系统发出一个脉冲指令,通过伺服驱动器,使电机转动一个步距角α,机床对应的运动部件实际转动的角度ε。其公式为:
式中,ε为回转轴的脉冲当量;α为电机的步距角;μ1为控制系统电子齿轮传动比;μ2为伺服驱动器的传动比;μ3为涡轮蜗杆的总传动比。
2 数控机床脉冲当量的调节
2.1 理论脉冲当量
在数控机床的设计生产中,根据机床的精度要求,其脉冲当量一般取值在0.01~0.001 mm之间。
2.2 实际脉冲当量
在数控机床设计完成后,机床电机的步距角α和丝杆导程P的数值便会确定,然而在实际生产过程中,仅确定步距角和导程,数控机床的脉冲当量可能无法达到理想的状态,因而在数控机床制造完成后,生产方会根据机床的精度要求,调节机床电子齿轮传动比和伺服驱动器的传动比。
2.3 脉冲当量匹配
利用传动比提高位置精度,其实质就是通过对理论脉冲当量的微调,使得理论脉冲当量与实际脉冲当量相匹配。
3 精度提高实例
本文以XX公司生产的简式卧式数控车床为例进行分析。该数控车床采用凯恩帝K100T数控系统,由于该系统缺少螺距补偿功能,无法对机床的位置精度进行方便的差补。并且在实际车床生产情况中,因为生产成本等局限性,往往生产方制造的机器在位置精度方面有所欠缺,甚至于无法达到国标水平。为此,我们提出了利用光栅尺来调节电子齿轮传动比的方法,从而达到提高位置精度的目的。
以该车床Z轴为例,Z轴的行程为140 mm,取200 mm的光栅尺,首先根据机床测量精度要求选取适宜的光栅尺,其次在安装光栅尺时要特别注意,必须尽可能让光栅尺与Z轴平行,一般平行度控制在5 μm之内。
完成上述步骤后,将Z轴移动到机械坐标的零位,同时将光栅尺的数值也相应清零。随即在车床上输入指令(G0 Z140 F500),将Z坐标的位置移到Z140处,观察光栅尺读数显示140.016 mm。
由此可以看出,如果光栅尺的精度可以保证,上述Z轴的实际长度和理论长度的比值为:
140.016 /140.000=140 016/140 000=8 751/8 750得出的比值即为传动比的修正参数,可填入电子齿轮参数或驱动器参数,或者两者配合填入。
为验证此方式的有效性,我们特地选用Renishaw XL80激光干涉仪做了验证,测试结果如图1所示。
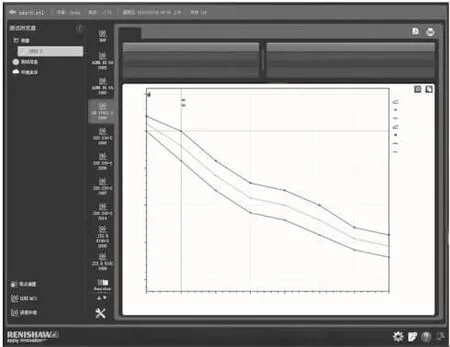
图1 初始状态测试结果
从图1中不难发现,利用激光干涉仪所测得的全行程长度为140.017 mm,两者相比较结果非常接近。
在填入传动比参数后,我们再次对该台车床进行了测量,依据GB/T 25659.1—2010《简式数控卧式车床第1部分:精度检验》标准的检测方法,测试结果如图2所示。
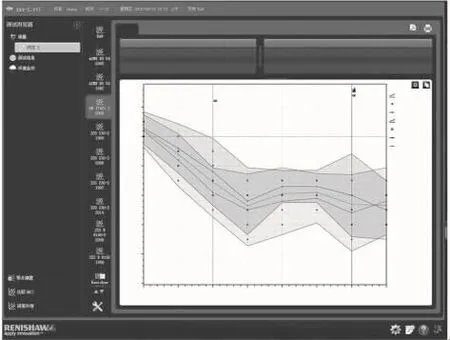
图2 补偿状态测试结果
从表1的精度要求来看,在经过补偿之后,机床的精度要求最终状态能很好地满足企业和国标要求。
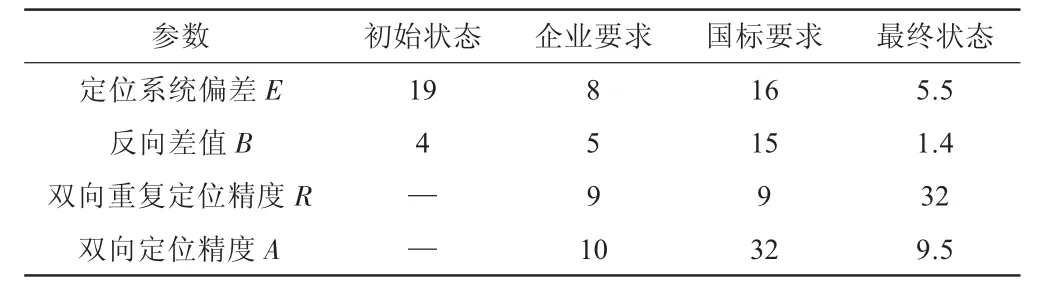
表1 精度要求 单位:μm
依照上述方法,也可对回转轴进行相应的调整。
4 优越性
利用调节传动比来提高位置精度有着许多优越性。
(1)调节快速:操作方式简便,对于人员的适应要求比较低,一般普通操作工便能完成该类调节。
(2)价格便宜:与现在普遍流行的激光测量补偿相比,光栅尺的价格远远低于激光干涉仪。对于简单的数控车床来说,该方法性价比较高。
(3)适用范围广:除去文中所提及的简式数控卧式车床,该方法还适用于数控车床、数控铣床、数控线切割、加工中心等各类设备的位置精度调节。
5 结语
采用改变传动比的方法提高位置精度,使得位置精度补偿不再局限于激光补偿,大大丰富了提高简易机床位置精度的补偿方式。
[1]韩绍民.数控机床电子齿轮传动比计算方法及其机械性能研究[J].装备制造技术,2014(3):34-36.
[2]周星.用激光干涉仪测量数控机床回转轴精度[J].工具技术,1997,31(2):42.
[3] 韩文渊.数控回转工作台[J].装备机械,2010(1):62-73.
[4]雷尼绍(上海)贸易有限公司.全新XR20-W系统显著提高回转轴校准的灵活性和便利性[J].新技术新工艺,2011(11):45.
[5]卢业坚.浅析Renishaw激光干涉仪对数控机床直线位置精度的检测[J].质量技术监督研究,2012(4):24-27.
[6]简式数控卧式车床 第1部分:精度检验:GB/T 25659.1—2010[S].
