包钢U71MnG钢轨焊接工艺参数计量分析
2018-06-28高彦嵩刘丰收
高彦嵩,刘丰收
(1.中国铁路北京局集团有限公司,北京 100860;2.中国铁道科学研究院 金属及化学研究所,北京 100081)
随着我国高速铁路的快速发展,对钢轨焊接质量的要求也不断提高。影响钢轨焊接质量的因素众多[1-3],其中,钢轨顶锻时的焊接电流、顶锻压力和顶锻位移3个参数对焊接质量影响较大[4],但目前这3个参数之间的数量关系尚不明确。本文通过计量分析的方法,研究焊接电流、顶锻压力和顶锻位移之间的关系,找出影响钢轨焊接内在质量的关键因素,从而为优化钢轨焊接工艺提供参考。
需要指出的是,本研究的前提基础是其他焊接工艺参数不变(如焊接预热次数、烧化时间、顶锻时间等),即根据预先确定好的钢轨焊接工艺(本文选用的为03#工艺),研究焊接过程中焊接电流、顶锻压力和顶锻位移3个影响因素的关系。由于U71MnG钢轨性能与U75V钢轨性能[5]存在差异,相对于U75V钢轨焊接[6],锰元素增加了U71MnG钢轨焊接的复杂性,因此,深入研究锰轨焊接参数的数量关系意义更大。
1 研究理论
计量分析方法以数据为重要研究对象,是一种在经济学研究中应用较多的方法,从20世纪20年代出现以来,迅速成为经济学中的一个重要分支。随着应用范围的持续扩大,这种研究方法已经被广泛应用到电力数据、粮食数据等其他方面的研究中。
本文运用计量分析方法,对长钢轨焊接数据进行分析,以研究钢轨焊接过程中焊接电流、顶锻压力和顶锻位移之间的数量关系。下文中的电流、压力、位移不做特殊说明时均指焊接电流、顶锻压力和顶锻位移。具体的分析方法是:利用相关性研究分析数据间相关程度;利用ADF(Augmented Dickey-Fuller)检验方法检验电流、压力、位移数据序列的平稳性;利用协整检验方法考察电流、压力、位移数据序列是否保持长期均衡关系(进行协整检验时采用Johansen检验法,在确定向量自回归模型VAR(p)的最佳滞后期p时,选择标准为使得LR(Likelihood Ratio),FPE(Final Prediction Error),AIC(Akaike Information Criterion),SC(Schwarz Information Criterion),HQ(Hannan-Quinn Information Criterion)均取得最佳值的滞后值,当不能满足都取得最佳值时,按照使AIC取得最佳值为准);通过格兰杰(Granger)因果检验方法来检验焊接过程中电流、压力、位移数据之间的因果关系。
1.1 向量自回归理论
向量自回归(Vector Auto Regression,简称VAR)方法主要用于预测相互联系的时间序列系统,并用于分析随机扰动对变量系统的动态影响。VAR方法通过把系统中每个内生变量作为系统中所有内生变量的滞后值的函数构造模型,由此回避结构化模型的需要。VAR(p)模型的数学表达式为
yi=A1yi-1+…+Apyi-p+Bxi+εi
i=1,2,…,t
(1)
式中:yi是一个k维的内生变量;xi是一个d维的外生变量;A1,…,Ap和B是待估计的系数矩阵;p是滞后阶数;t是样本个数;εi是扰动向量;yi-1及yi-p是滞后1阶和p阶的内生变量。
内生变量相互之间可以同期相关,但不与自己的滞后值(等式右边的变量)相关。
1.2 协整理论
在处理时间序列数据的时候,需要考虑序列的平稳性。若一个时间序列的均值或自协方差函数跟随时间而改变,则此序列是非平稳的。对非平稳数据采用传统的估计方法,将会出现推断错误,这种情况称作伪回归。如果非平稳序列经一阶差分改变成为平稳的序列,则此序列是一阶单整序列。对一组非平稳却具有同阶的序列来说,如果它们的线性组合序列是平稳的,则认为此组合序列具有协整性。
ADF检验有3种回归形式:

(2)

(3)
(4)
定义将检验H0:γ=0,H1:γ<1(H0为原假设,H1为备选假设)。对ADF检验,检验统计量是检验回归滞后因变量的t统计量,关于γ=0的统计检验是单边检验,当计算得到的t统计量的值小于临界值时拒绝原假设(单位根的检验规则)。
如果一组变量是协整的,那么表明变量之间存在长期稳定关系,而这种长期的稳定关系是在短期动态过程的不断调整下保持的。
1.3 格兰杰(Granger)因果检验
格兰杰(Granger)因果性检验是一种可以用来分析变量之间因果关系的检验方法。Granger因果性的定义是:使用过去某些时点上所有信息的最佳最小二乘所预测的数值方差。
在时间序列中,将2个动态变量X,Y之间的Granger因果性定义为:在包含有变量X,Y过去信息的情况下,对变量Y的预测效果要优于仅仅由Y的过去信息对Y进行预测的效果,即变量X对解释变量Y的将来变化有作用,因此称变量X是导致变量Y的Granger原因。
Granger因果性检验的重要前提是时间序列应当具备平稳性,否则可能会发生伪回归问题。因此应当先对所有指标时间序列的平稳性进行单位根检验(Unit Root Test),即应用增广迪基·富勒检验分别对所有指标序列的平稳性进行单位根检验,然后再进行Granger因果性检验。在检验因果关系时,用0.05作为判定是否显著为0的依据,如果<0.05认为是显著为0,否则认为是不显著为0。
2 实证分析
2.1 包钢U71MnG钢轨焊接数据说明
本文采用的实证分析数据为2012年9月4日—9月21日间的包钢U71MnG 钢轨实际焊接生产过程中的电流、压力和位移数据,共 1 695 个接头。以上数据由编号为30977的瑞士产GAAS80580钢轨固定式电阻焊机[7]焊接作业所产生,在选取数据期间,根据铁标要求进行了3次生产检验,全部项目均合格。
3个重要参数中,电流单位为kA,压力单位为kN,位移单位为mm,为了便于数据比较分析,数据单位均省略。另外,为消除数据异方差性,对数据进行了对数化处理。
2.2 包钢U71MnG钢轨焊接数据的相关性
2.2.1 相关系数计算
对包钢U71MnG钢轨焊接时的电流和压力、电流和位移、压力和位移数据分别进行相关性检验,结果见表1。可知,电流和压力的负相关度相对较大,位移与压力正相关,位移与电流负相关。

表1 钢轨焊接时电流、压力、位移数据相关系数
2.2.2 数据曲线图形
绘制包钢U71MnG钢轨焊接时电流、压力和位移数据趋势图。图1为测试值趋势;图2为经过对数化处理后的趋势。可以看出,3种参数数据趋势基本相似。

图1 焊接时电流、位移、压力数据测试值趋势

图2 焊接时电流、位移、压力数据对数化值趋势
2.3 包钢U71MnG钢轨焊接数据的平稳性
进行平稳性检验的目的是确定数据序列是否为平稳或者一阶平稳序列,进而为是否能进行协整检验提供依据。对包钢U71MnG钢轨焊接时电流、压力、位移数据进行ADF单位根检验,用LNDIANLIU,LNYALI,LNWEIYI表示电流、压力、位移原始序列,检验结果见表2。
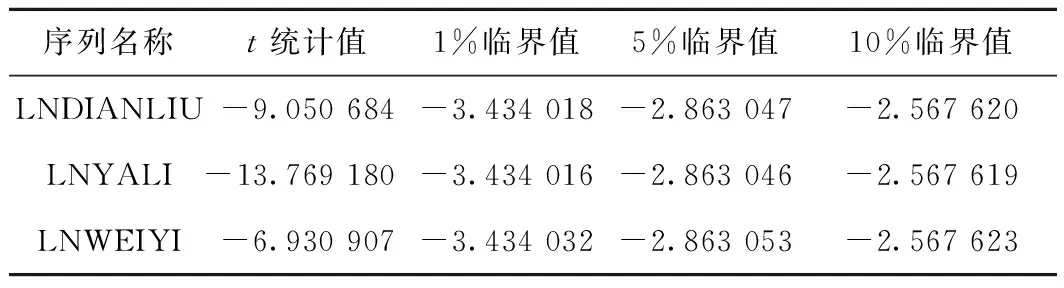
表2 钢轨焊接时电流、压力、位移数据ADF检验结果
从表2显示的ADF检验结果可知,包钢U71MnG钢轨焊接时电流、压力、位移数据为平稳序列,服从单整过程,因此可以进行包钢U71MnG钢轨焊接时电流、压力、位移数据的协整检验。
2.4 包钢U71MnG钢轨焊接数据的协整性
首先,根据AIC准则确定焊接时电流和压力数据、电流和位移数据、压力和位移数据的Johansen协整检验的最佳滞后期均为8(因计算过程繁杂在此省略)。之后,分别对电流和压力、电流和位移、压力和位移数据构成的VAR(8)模型进行Johansen协整检验,结果见表3。

表3 包钢U71MnG 钢轨焊接数据的协整检验情况
由表3可知,迹统计量大于显著水平下的临界值,因此电流和压力数据、电流和位移数据、压力和位移数据构成的VAR(8)模型都是协整的。这说明电流和压力数据、电流和位移数据、压力和位移数据之间具有长期的稳定关系。
2.5 包钢U71MnG钢轨焊接数据的Granger因果性
由以上分析可知,钢轨焊接时电流和压力数据、电流和位移数据、压力和位移数据之间存在协整性。进而,分别对电流和压力数据、电流和位移数据、压力和位移数据进行Grange检验。表4是在滞后期为8时对钢轨焊接时电流和压力数据、电流和位移数据、压力和位移数据进行Granger检验的结果。
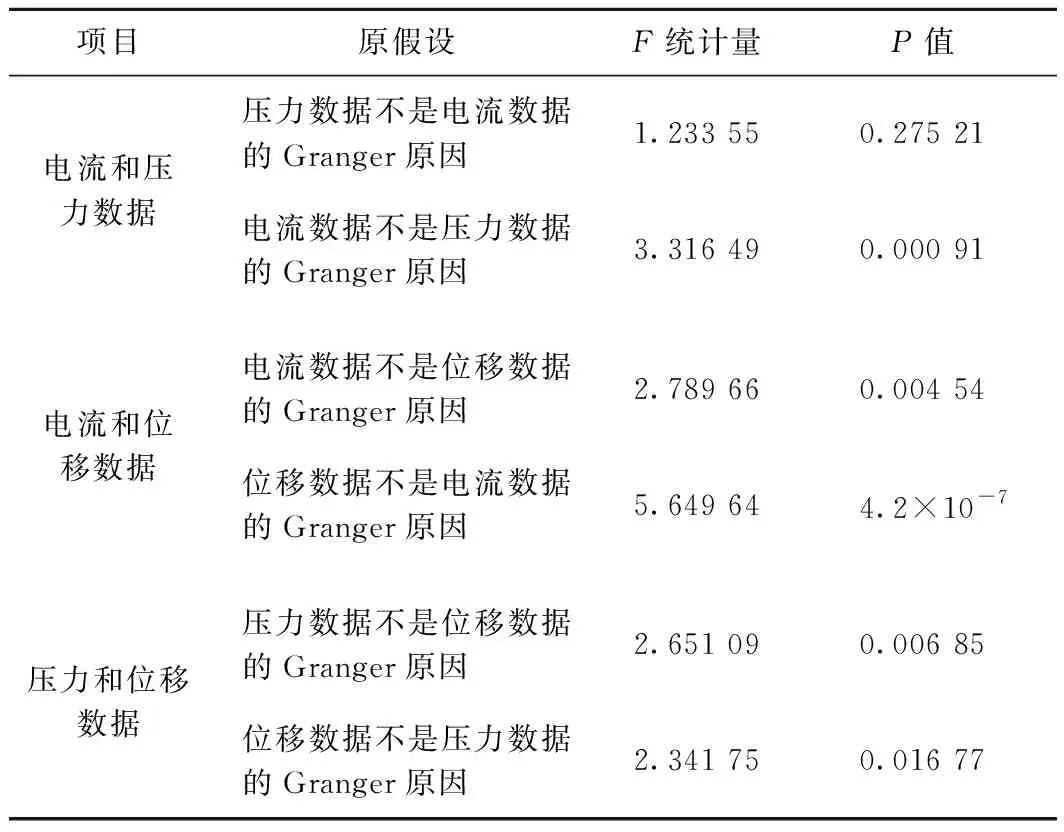
表4 包钢U71Mn G钢轨焊接数据Grange检验情况
由表4可知,“电流数据不是压力数据的Granger原因”的原假设的概率为 0.000 91<0.05,因此拒绝“电流数据不是压力数据的Granger原因”原假设;同时,“压力数据不是电流数据的Granger原因”的概率为 0.275 21>0.05,因此接受“压力数据不是电流数据的Granger原因”的原假设;结果说明电流数据是压力数据的Granger原因,即电流数据对压力数据具有引导作用。依据上述因果关系判定方法,可以得出电流和位移数据互相具有引导作用,压力和位移数据互相具有引导作用。
3 结论
编号为30977的GAAS80580焊机采用03#工艺焊接包钢U71MnG钢轨时效果较好。数据计量分析显示,焊接时电流对压力数据具有影响作用,电流与位移、位移与压力具有互相影响作用,此时形成3个参数的闭环影响,这种效果与电流、压力和位移在机械物理上的相互影响恰好吻合。同时,根据生产检验全部合格的物理性验证结果,充分表明本文所研究的既定的03#包钢U71MnG钢轨焊接工艺焊接效果较好。
本文的研究过程为钢轨焊接工艺改进提出了一个新思路,即可以采用由传统方法确定的钢轨焊接工艺进行焊接生产,随后,经过对焊接生产大数据定量化分析加之物理性检验,反证焊接工艺的优良性、稳定性,从而确定较好的焊接工艺,为改进焊接工艺提供参考。
[1]高文会,田利民.客运专线钢轨焊接方案探讨[J].中国铁路,2005(2):27-28.
[2]高文会.钢轨闪光焊接头平直度控制技术[J].铁道建筑,2010,50(9):103-107.
[3]王振强,戴虹,吕其兵,等.无缝线路钢轨现场焊接质量研究[J].铁道建筑,2005,45(8):76-80.
[4]高彦嵩.浅析钢轨厂内固定闪光焊接质量控制关键环节[J].金属加工(热加工),2011(16):39-40.
[5]刘丰收,张银花,陈朝阳,等.基于焊接的UIC900A及U75V钢轨钢的连续冷却特性[J].中国铁道科学,2005,26(6):63-68.
[6]俞喆,张银花,周清跃.U75V钢轨移动闪光焊焊后热处理工艺研究[J].铁道建筑,2012,52(10):130-132.
[7]刘伟,芦建峰,董平禹,等.GAAS80/580焊机工艺参数对焊接过程的影响及选择方法[M].北京:中国铁道出版社,2011.
