湿法水刺可分散材料的结构与性能及其发展趋势
2018-06-25张寅江王荣武靳向煜
张寅江, 王荣武, 靳向煜
(东华大学 产业用纺织品教育部工程研究中心, 上海 201620)
用水刺非织造技术制备的便捷湿纸巾擦拭材料越来越受到消费者青睐,全球约有72%的水刺非织造布被用于一次性擦拭材料[1-2]。然而当前使用的水刺湿纸巾掺入大量不可降解化学纤维,丢弃掩埋易造成环境污染,在抽水马桶又不易冲散,易引起城市管道堵塞和影响污水处理运行等系列环保问题[3]。湿纸巾可冲散的评定,目前只有北美非织造布协会(INDA)/欧洲非织造协会(EDANA)制定的《可冲散性指南》行业准则第3版(GD3)[4]。尽管市场上已有符合准则要求的湿纸巾,但仍易堵塞城市管道,同时第四版行业准则(GD4)依然在修订完善中[5]。
可冲散性是湿纸巾具备可穿过厕所抽水马桶底部排水孔而不易堵塞下水道的能力,并且一段时间后产品在环境中不能被辨认出来。可分散性是湿纸巾受水流场剪切力作用而发生瓦解的能力。同时根据GD3规定,真正具有“完全”可冲散性是可冲出性、可分散性和可生物降解性3项性质的综合评定[6]。针对湿纸巾冲散性仍无合适标准评定,同时可分散概念包括可冲散范畴[7-8],因此本文中讨论材料可分散性来代替可冲散性。另外市场上虽有 3种普遍被认为可分散/冲散湿纸巾[9-10],但往往添加暂缓湿强剂,跟人体接触有危害且废弃后污染环境。
湿法成网发展于造纸技术,生产速度快且可加入特种纤维[11-12]。水力缠结使纤维集合体物理性加固,从而替代黏合剂固结[13]。湿法水刺技术开发的新型纯纤维素纤维湿纸巾,在使用时有一定强度,可在抽水马桶下水道中快速分散,不引起城市管道堵塞[7];同时无需倾倒或焚烧可完全降解,减少了对环境的污染。该工艺制备湿纸巾已成为可分散湿纸巾的发展方向[14],然而,目前只有对湿法水刺制备的可分散湿纸巾基材初步研究[15-16]。本文通过分析当下湿法水刺可分散材料的发展现状,介绍该材料结构特点及其性能,并从短切纤维优化、辅助增强体应用和设备工艺改进等角度提出湿法水刺可分散材料未来发展趋势。湿法水刺工艺属于造纸与非织造交叉领域,利用二者优势互补制备新型有湿强且用后又可分散擦拭基材,对行业发展和技术进步具有积极的推动作用。
1 湿法水刺可分散材料
1.1 制备工艺
湿法水刺可分散材料制备包括纤维原料准备,木浆板碎浆,然后与短切再生纤维素纤维均匀混合,通过湿法成型器形成纤维网,再经过水力缠结进行加固后烘干,制得湿法水刺可分散材料[17]。湿法成网是让纤维浆液均匀分布形成纤网,设备主要包括斜网成形器和圆网成形器[18];而水力缠结加固需要考虑到纤维集合体使用性能,可分为正反面平网水刺加固,和一面平网与一面转鼓加固。湿法水刺设备示意图如图1所示。

图1 湿法水刺设备Fig.1 Wetlaid/hydroentanglement equipment.(a) Inclined former;(b) Cylinder former;(c) Double flat screen hydroentanglement;(d) Flat screen and drum hydroentanglement
1.2 纤维构成
湿法水刺可分散材料由木浆和短切再生纤维素纤维构成,以木浆为主体。木浆纤维可来自Buckeye公司的绒毛浆和Weyerhaeuser公司的阔叶浆,长度在1~3 mm,木浆具有良好的亲水性,浸透水时可达33%~35%的含水率,同时具有良好的柔软性[10]。短切再生纤维素纤维长度高于木浆,要求在6~20 mm,可由天丝、Lyocell纤维,异形粘胶(Vioft纤维, Danufil纤维, Bramante纤维, Dante纤维)等构成。异形粘胶是由人工从木浆中提取原料,通过溶剂法纺丝制得的纤维,纵向表面有明显的沟槽且横截面无皮芯层[19]。其中:Viloft纤维截面近似矩形;Danufil纤维截面为圆形;Bramante纤维截面为多孔状中空结构;Dante纤维截面为大中空结构。异形粘胶吸水性好,在水系统中能完全分散,无凝聚现象[20]。
1.3 材料属性
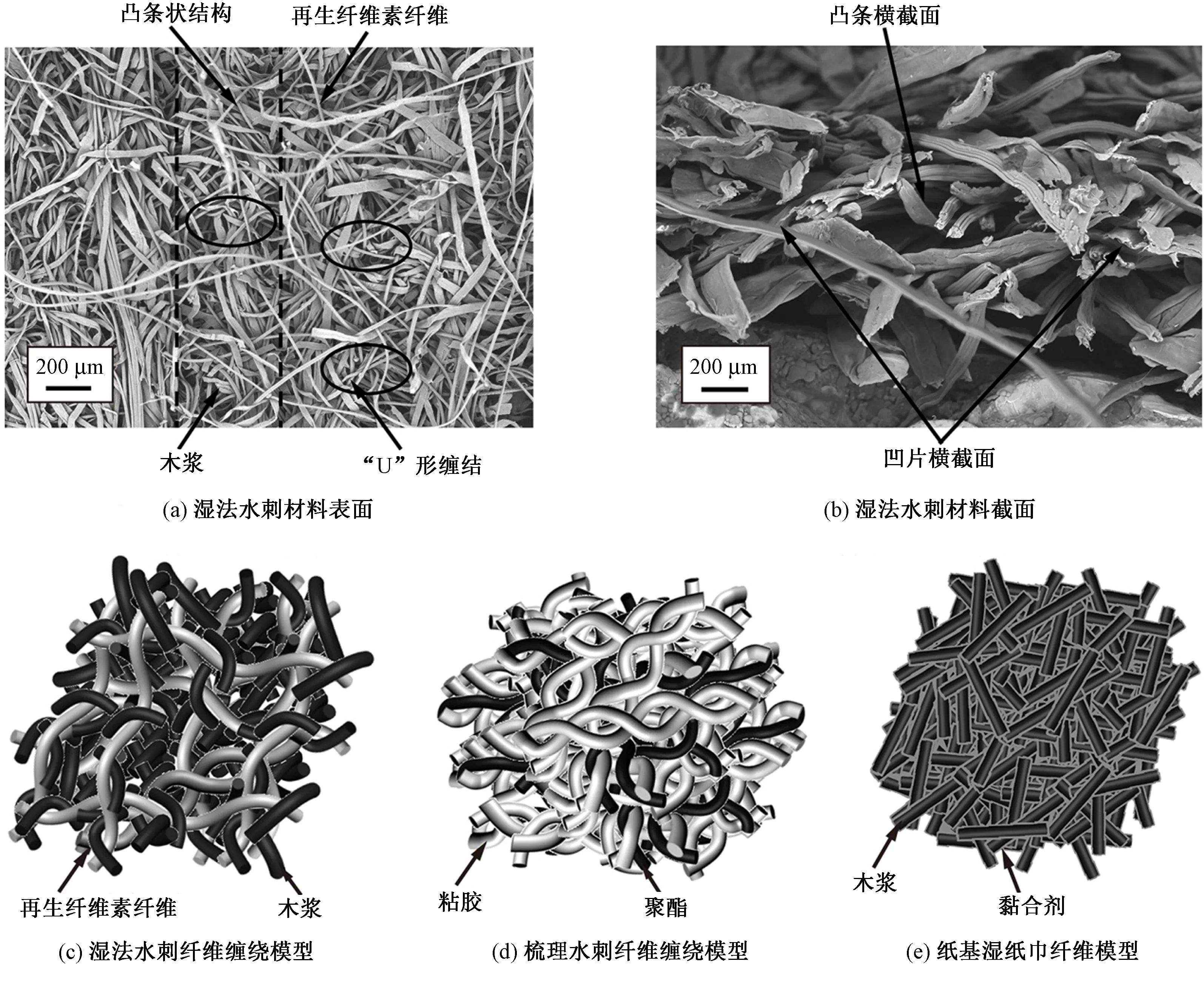
图2 材料微观结构Fig.2 Material microstructures.(a) Surface of wetlaid/hydroentanglement material;(b) Cross-section of wetlaid/hydroentanglement material;(c) Fiber entanglement model of wetlaid/hydroentanglement material;(d) Fiber entanglement model of carding/hydroentanglement material;(e) Fiber model of tissue paper
根据GB/T 5709—1997《纺织品 非织造布 术语》规定,材料纤维成分中长径比大于300的纤维占全部质量的50%以上,或长径比大于300的纤维虽只占全部质量的30%以上,但材料密度小于 0.4 g/cm3的,属于非织造材料,反之为纸[13, 21]。湿法水刺可分散材料面密度按65 g/m2计算,密度平均为0.1 g/cm3。 短切再生纤维素纤维长径比大于300,且其含量占材料全部质量可在30%以上或小于30%。按照标准,改变短切再生纤维素纤维比例致使材料属性发生变化,因此湿法水刺可分散材料兼具纸和非织造材料属性。
1.4 材料用途
湿法水刺可分散材料具有较好的柔软舒适吸水性,产品孔状结构与被擦拭物体表面接触摩擦面积大,且无任何黏合剂,可用于一次性成人婴儿护理擦拭湿巾、妇女卫生用品、厕所擦拭巾、眼睛擦拭布、成人失禁用品、洗澡巾、卸妆巾和特殊护理等卫生产品[6],有望完全替代现有一次性擦拭材料。
2 材料结构与性能
2.1 材料结构特征
图2示出3种擦拭材料的微观结构[2]。图 2(a)示出湿法水刺材料表面,其表面有凸条状水刺纹结构,纤维大都以“U”形缠绕抱合。材料为长短纤维(短切再生纤维素纤维和木浆)缠绕抱合集合体,以木浆为主。短切再生纤维素纤维相互缠绕抱合形成纤维增强体,木浆短纤维缠绕抱合其中。在持续水流剪切场下,木浆易从纤维集合体中分散出来;图2(b)示出材料横截面的纤维布局,凸条横截面处纤维蓬松排列,凹处纤维密实排列;图2(c)~(e)示出常用的3类湿纸巾基材模型,梳理水刺湿巾基材模型由聚酯和粘胶紧密缠绕抱合构成,纤维集合体整体稳定[22-24];纸基湿纸巾材料的结构模型主要由木浆和黏合剂构成,用黏合剂固定纤维集合体。
2.2 材料湿态强力
湿纸巾在使用过程中力学上主要涉及使用湿态强力即湿强,其值越大,则品质越好[25]。图3示出木浆和3种短切再生纤维素(Lyocell纤维, Danufil纤维和Viloft纤维)质量比均为80∶20,在4种水刺压力(8、13.5、19和24.5 MPa)的作用下,纵横向湿强和的算术平均值[26]。3种短切再生纤维素纤维长度均为12 mm,线密度为1.7 dtex。
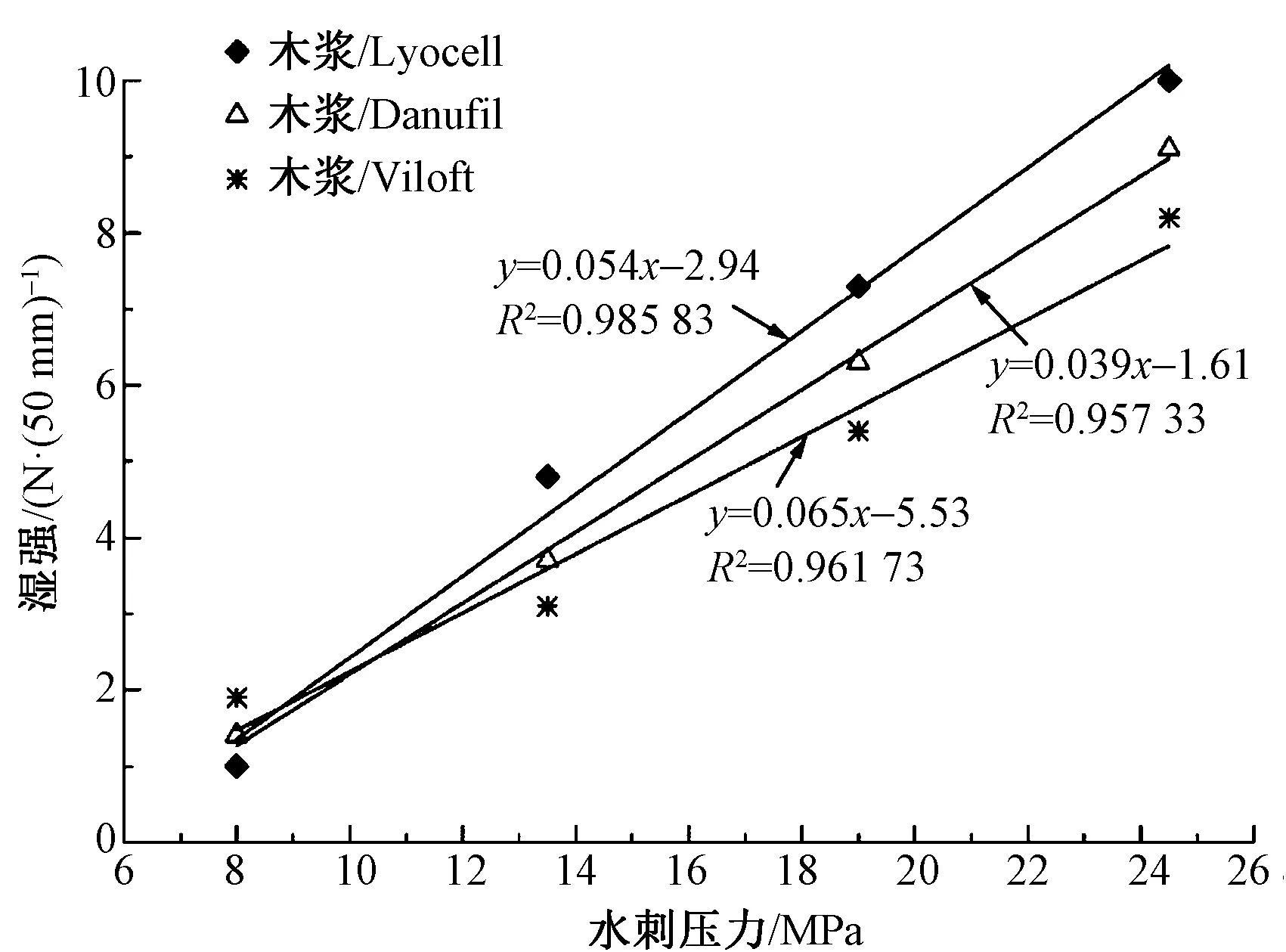
图3 水刺压力与湿强关系Fig.3 Relationship between pressure sums and wet strength
3种材料的湿强均可线性拟合,且高度线性相关。水刺压力和从8至24.5 MPa,材料的湿强从起初差别不明显(1.8 N/(50 mm))到后期的逐渐拉大(8~10 N/(50 mm)),明显与短切再生纤维素本身缠绕抱合属性有关。水刺压力和在 13.5 MPa以上,3种材料满足行业规定湿纸巾纵横向算术平均湿强大于4.5 N/(50 mm)的要求[17]。最终3种材料湿强排列顺序是木浆/Lyocell纤维>木浆/Danufil纤维>木浆/Viloft纤维,因此,在同等材料湿强情况下,Lyocell纤维的用量可少于粘胶(Danufil纤维和Viloft纤维)。同时,Lyocell纤维光滑的表面使湿纸巾具有良好的亲肤性,产品在使用中不易产生皮肤过敏[27]。
2.3 材料分散性
材料的可分散性决定材料在使用后丢入抽水马桶下水道能否快速瓦解。常用的材料可分散性测试方法有摇瓶测试法[9]、分散管分散法[28],搅拌器测试法[29]、Snag-Breakup测试法、摇床法、Hobar测试法[30]等。图4(a)示出分散管测定材料分散性装置。该装置由德国特吕茨勒公司所开发[28]。测试过程首先是将样品(10 cm×10 cm)放入分散管并用橡皮塞密封,其次分散装置夹住分散管使其顺时针旋转180°后保持1 s,再顺时针旋转180°回到原来位置,将该过程设为一次循环,如图4(b)所示。重复该过程,直到样品被分散成至少25块。同时根据测试规定,所需的分散循环200次为临界值,超过该值被测材料无分散性。图4(c)示出为湿法水刺材料分散性测试的开始,逐步瓦解和最终分散状态。
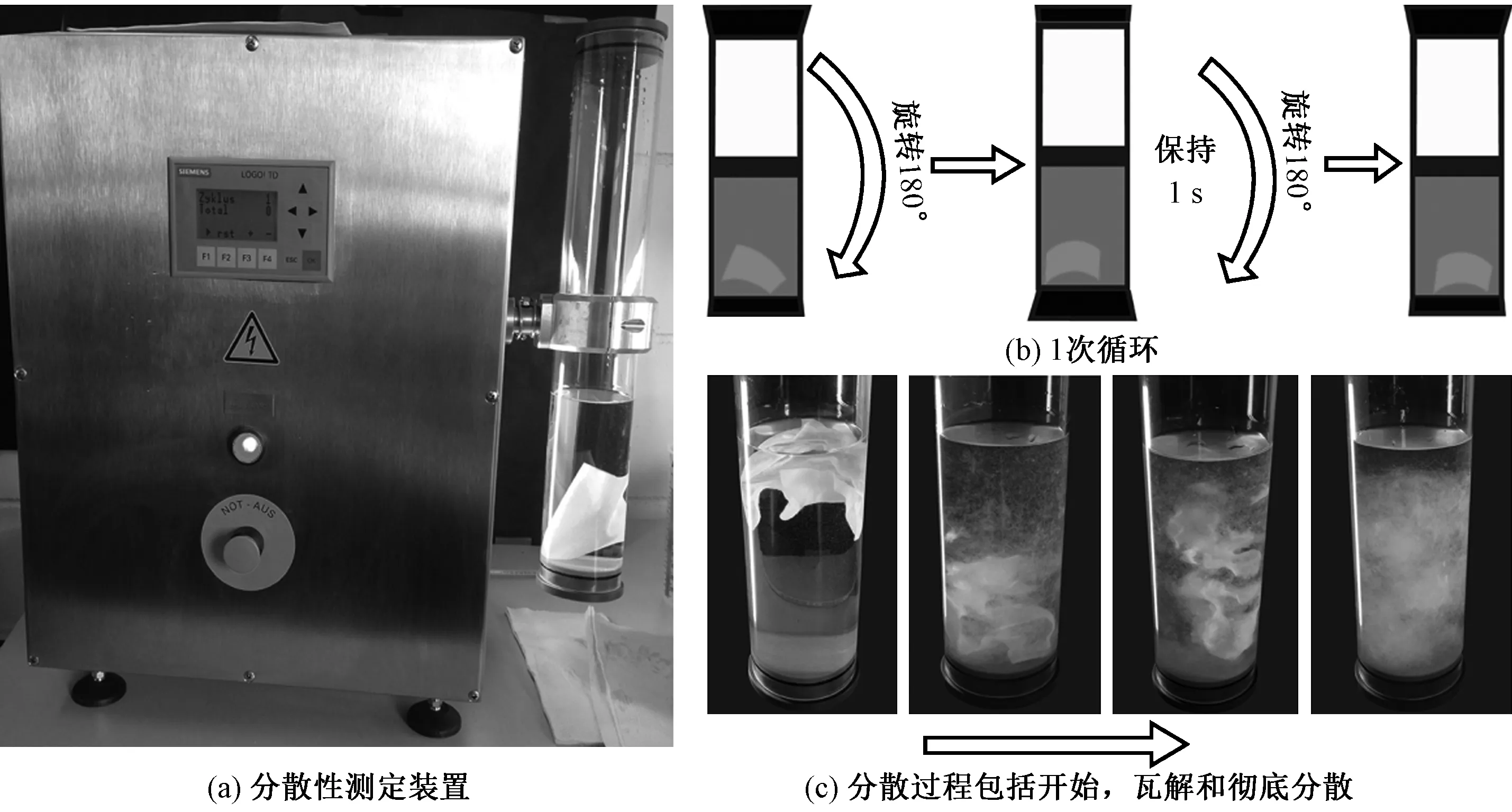
图4 分散管测试Fig.4 Flush tube test.(a) Dispersibility measurement device;(b) One circulation; (c) Dispersion process including start, break up and complete dispersion
图5中所测定的材料为上述2.2中的3种材料,采用分散管分散方法测得材料在4种水刺压力和加固作用后分散所需的循环次数[26]。可以看出3种材料随水刺压力和增加,所需分散循环次数均,可用指数函数拟合,且高度相关。很明显,水刺压力和在8~13.5 MPa间,3种材料所需的分散循环次数接近。主要是该水刺压力和的作用下,纤维间缠绕抱和较弱,易在水流剪切场中瓦解分散。但是水刺压力和高于13.5 MPa,材料间所需的分散循环次数续逐渐拉大,所需的分散循环次数排列顺序是木浆/Lyocell纤维>木浆/Danufil纤维>木浆/Viloft纤维,跟其湿强最大的性能相对应。原因在于水刺压力和加大,纤维间缠绕抱合更加紧密,Lyocell纤维表面光滑,纤维间接触面积较大,缠绕抱合稳定。而Danufil纤维和Viloft纤维表面有沟槽,纤维间接触面积较小,在水流场中易瓦解分散。同时在相同纤维线密度下,Viloft纤维扁平的截面形态相比Danufil纤维具有较小的纤维弯曲刚度,缠绕抱合的纤维集合体更易在水流剪切作用下瓦解分散[2,26]。同时得出木浆/Lyocell纤维、木浆/Danufil纤维和木浆/Viloft纤维材料可分散性临界值的水刺压力和分别为19.5、20.5、和22 MPa。
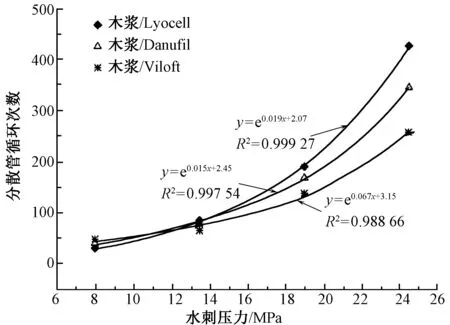
图5 水刺压力和与分散管循环次数的关系Fig.5 Relationship between pressure sums and cycle times of flush tube device
2.4 材料手感
手感是擦拭材料的重要使用性能。手感/柔软度分析仪(TSA)是通过模拟人手触感,获取生活纸、卫生用纸等材料的手感值[31],其中平滑度和柔软度是重要表征值[32-33]。图6示出分析仪测得的3类材料柔软度与平滑度关系图[34]。可以看出,湿法水刺可分散材料柔软度值分布在4~13,平滑度值分布在20~38,比常用的可分散湿纸巾材料具有更好的手感(柔软和平滑),但比梳理水刺非织造材料要略差。
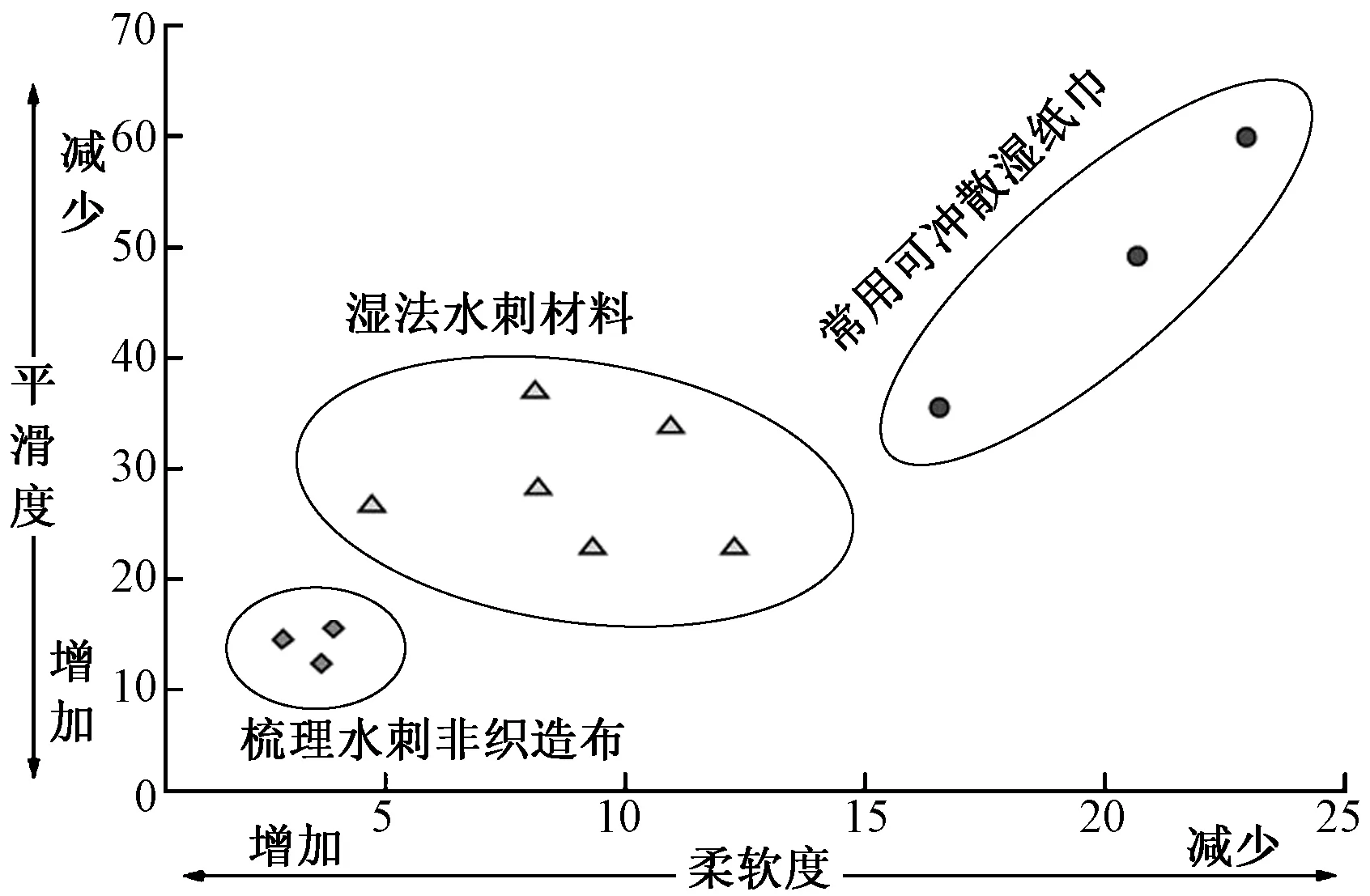
图6 材料柔软度和平滑度关系Fig.6 Relationship between softness and smoothness
3 发展趋势
湿法水刺材料由长短纤维集合体构成,在保证可分散、手感舒适等性能基础上,需要不断提升材料使用干湿态强力,同时降低生产成本。湿法水刺技术介于纸与非织造材料的交叉领域,未来对湿法水刺材料进一步研究是该领域的发展趋势。
3.1 短切纤维优化
短切纤维影响材料性能。短切纤维长径比影响纤维缠绕抱合效果,为满足材料使用湿强和在水流剪切场中可分散特性,需要合理选择不同短切纤维的长径比[2]。短切纤维的抗弯刚度越弱同等条件下越易缠绕抱合,而同一种材料纤维截面形态决定材料的抗弯性能[35]。可对纤维进行截面异形化处理,如科恩公司研发的异形粘胶是通过溶剂法纺丝改变纺丝头的形状,制得各种截面形状的粘胶纤维[36-37]。另外也有提升纤维的比表面积方式,如再生纤维素纤维经抛毛处理,使纤维表面拉毛,既可极大提高纤维的表面积,加强纤维的抱合缠结力,又不影响材料分散性[38]。同时可对短切纤维表面进行改性,增加多孔状提升表面积,减少表面张力。也可对短切纤维亲水性整理从而增加纤维亲水性基团,达到良好的分散效果便于湿法成网[12, 39]。
另外,可发挥短切纤维本身特性,如可采用本色木棉与本色棉纤维,二者都无需漂白,减少纤维漂白过程中产生的废水对环境造成的污染,与木浆粘胶相比具有更佳的柔软性、舒适性、亲水性[40]。带有保湿因子的材料具有长久较好的手感,也可试着开发带有保湿因子的短切纤维从而提升产品手感品质[41]。可对短切纤维进行预处理达到在擦拭过程中遇污变色,可感知被擦拭材料的受污状况。当然短切纤维可扩展为芳纶、玻璃纤维、锦纶、碳纤维、金属纤维,在木浆为主体的纤维集合体中,无需黏合剂加固。尽管不可降解,但缠绕抱合的短切纤维赋予材料特殊功能。
3.2 辅助增强体应用
纤维间的缠绕抱合有时不足以提供湿法水刺可分散基材使用强力,可应用辅助增强体。湿法水刺材料烘干后进行点线面热轧,可让受压区域纤维紧密结合,形成大量的氢键增加使用强力,也有利于消除木浆短纤维易掉毛的问题[42]。同时在材料分散过程中,水分子可以完全破坏纤维间的氢键,水流剪切力可以破坏纤维间的缠绕抱和。
在短切纤维缠绕加固同时,可少量引入加强型超短纤维。加强型超短纤维包括双组分皮芯结构复合纤维(ES)热熔超短纤维,聚酯(PET)/科佩特聚酰胺(COPET),聚乙烯醇(PVA)热熔超短纤维等[39, 43]。热熔ES纤维或PET/COPET共混纤维的配比可控在1%~5%,进入烘箱或热轧,热熔纤维的融化来加固纤维集合体,可明显提升材料的湿强,但可分散性能略有下降[37]且热熔纤维不可降解。PVA也可作为黏合剂增强湿法水刺可分散材料[44],PVA纤维是水溶解性纤维,在温水中即溶解,水分蒸发后PVA就会重新成膜,从而填补在纤维缝隙,与其相接触的纤维黏结,可提升使用湿强,同时可避免黏合纤维影响产品降解,实现水中可分散全降解目的。另外在湿法水刺工艺中加入纺丝装置,高速水针射流使长纤维有规律方向性缠绕增强[45-46]。该长纤维可以是聚乳酸或可降解聚酯,再局部热轧达到减少掉毛现象,该产品可分散也可降解。另外材料添加有抗黏附成分(有机多分子硅醚),可减少纤维集合体间的黏附,提高湿纸巾厚度和柔软性,同时保持良好的湿强和可分散性[47]。
3.3 设备工艺改进
改进设备工艺,提升产品质量。在用转鼓水刺加固中,可改进不锈钢转鼓,使转鼓不锈钢丝网的经纬向钢丝交织处的上下层夹角变得圆润光滑,产生纤维转移倒角,使表面不易挂纤同时纤维不会在交织处堆积[48];在废水的回用工艺中,通过弧形筛清洗过滤装置将废水全部回用,可大大降低能耗和生产成本[49];采用微针水刺头出口径0.08 mm的设计,从而提升水针对短纤维有效作用力,促进纤维的相互缠结[50];在纤网进入烘箱前,可经过多道全幅宽和双边抽吸,降低纤网含水率,从而降低烘干能耗;且烘箱可采用热风对流式烘干代替缸式接触烘干,提升烘干效率[13]。
另外可采用多层复合技术制备擦拭材料。木浆湿法成网纤维层与再生纤维素纤维梳理层二者水刺加固制备可冲散可降解的木浆复合非织造布[51];可代替常规的纸卷复合,减少木浆纤维烘干工艺,降低生产成本;同时粘胶纤维与木浆纤维的比例可灵活调整,不存在换卷接头[52]。可明显提升使用强力,且减少纤维流失且吸水性优异。也可采用单斜网多层成形与水刺加固制备湿法水刺可分散材料。
4 结束语
湿法水刺可分散材料根据湿法成网材料具有纸的属性,水刺加固使长短纤维缠绕抱合材料具有水刺非织造布的特性,且无需任何黏合剂。采用长纤维缠绕抱合作为增强体,具有良好的使用湿强,同时手感接近梳理水刺非织造材料,且可完全分散降解,是一种不堵塞城市卫生系统的理想湿纸巾基材,未来有望完全取代当前不可降解分散的湿纸巾,具有巨大的社会经济效益。
同时未来可优化短切纤维的形态来制备高湿强且易分散的湿纸巾基材,采用改进短切纤维制备具有特殊功能化的纤维集合体材料。点线面热轧,少量热熔纤维和化学助剂引入在不降低分散性基础上提升材料的湿强。也可从设备工艺角度来提升材料的性能。这些均对湿法水刺可分散材料以及擦拭材料发展具有重要的意义。
参考文献:
[1] NAM S, SLOPEK R, WOLF D, et al. Comparison of biodegradation of low-weight hydroentangled raw cotton nonwoven fabric and that of commonly used disposable nonwoven fabrics in aerobic captina silt loam soil[J]. Textile Research Journal, 2016, 86(2): 155-166.
[2] ZHANG Y, ZHAO Y, LATIFI M, et al. Investigation of the mechanical and dispersible properties of wood pulp/danufil wetlaid nonwovens with/without hydroentanglement[J]. The Journal of the Textile Institute, DOI: 10.1080/00405000.2017.1362747.
[3] SAWHNEY A P S, CONDON B, REYNOLDS M, et al. Advent of greige cotton non-wovens made using a hydro-entanglement process[J]. Textile Research Journal, 2010, 80(15): 1540-1549.
[4] 陈海昌, 王娟. INDA与EDANA公布第3版可冲散性指南[J]. 生活用纸, 2013(17): 25-26.
CHEN Haichang, WANG Jun. 3rdedition of flushability guidelines released[J]. Tissue Paper & Disposable Products, 2013(17): 25-26.
[5] KAREN MCINTYRE. Flushable wipes update [EB/OL]. Nonwoven Industry. [2016-04-13]. http://www. nonwovens-industry.com/issues/2016-04-12/view_ features/flushable-wipes-update/.
[6] MANGO P. Flushable wipes-past, present and future[J]. Nonwovens Industry, 2004(12): 64-71.
[7] JONES R B, BOYLAN J R, HOBAR B R, et al. Testing for flushability, dispersibility and biodegradation of disposable products[J]. Tissue Paper & Disposable Products, 2007(11): 41-44.
[8] BAKER J P, CURRAN M, HURLEY J, et al. Dispersible nonwoven wipe material: 9661974 B2[P]. 2017-05-30.
[9] MCINTYRE K. To flush or not to flush[J]. Tissue Paper & Disposable Products, 2015(1): 33-36.
[10] 宣志强. 可冲散性湿巾及其非织造布的技术发展现状[J]. 纺织导报, 2014(12): 68-71.
XUAN Zhiqiang. Technology status-quo of flushable wipes and nonwovens[J]. China Textile Leader, 2014(12): 68-71.
[11] 汤人望, 李荣年. 发展湿法非织造材料的设想[J]. 产业用纺织品, 2012, 30(3): 42-44.
TANG Renwang, LI Rongnian. Suggestion on development of wet-forming nonwovens[J]. Technical Textiles, 2012, 30(3): 42-44.
[12] HUBBE M A, KOUKOULAS A A. Wet-laid nonwovens manufacture-chemical approaches using synthetic and cellulosic fibers[J]. Bioresources, 2016, 11(2): 5500-5552.
[13] 柯勤飞, 靳向煜. 非织造学[M]. 3版.上海: 东华大学出版社, 2009:6-7.
KE Qinfei, JIN Xiangyu. Nonwoven[M]. 3th ed. Shanghai: Donghua University Press, 2009:6-7.
[14] 宣志强. 国外非织造布消费品的可冲散性评价及产品现状[J]. 产业用纺织品, 2013, 31(5): 24-37.
XUAN Zhiqiang. The flushability evalation and product status of abroad nonwovens consumer products[J]. Technical Textiles, 2013, 31(5): 24-37.
[15] ZHANG Yinjiang, DENG Chao, QU Benchen, et al. A study on wet and dry tensile properties of wood pulp/Lyocell wetlace nonwovens[J]. Materials Science and Engineering, DOI: 10.1088/1757-899X/241/1/012013.
[16] ZHANG Yinjiang, DENG Chao, JIN Xiangyu, et al. Mechanical properties of nonwoven wiping material with different spunlace processes[J]. Journal of Donghua University, 2017, 34(2):322-324.
[17] ZWICK K J, VOGEL N J, BAKER J K. Dispersible moist wipe: 068847AI[P]. 2013-05-07.
[18] 祖彬, 吴学栋. 功能纸与纸状功能性材料[M]. 哈尔滨: 哈尔滨工程大学出版社, 2007: 222-223.
ZU Bin,WU Xuedong. Functional Paper and Paper-like Functional Material[M]. Harbin: Harbin Engineering University Press, 2007: 222-223.
[19] 陈雪娇,靳向煜,唐瑶. 扁平截面形状对纤维及其纤网结构的影响[J]. 产业用纺织品, 2011, 29(1): 22-25.
CHEN Xuejiao, JIN Xiangyu, TANG Yao. The influence of flat cross section fiber on the performance and web structure[J]. Technical Textiles, 2011, 29(1): 22-25.
[20] ROGGENSTEIN W. Viscose fibers with new functional qualities[J]. Lenzinger Berichte, 2011(89): 72-77.
[21] YAIDA O. High-Performance and Specialty Fibers: Current Status and Future Outlook for Nonwovens in Japan[M]. Tobyo:Springer,21-27.
[22] 张寅江, 徐小萍, 靳向煜, 等. 基于网孔结构非织造布的弹性回复性能[J]. 纺织学报, 2013, 34(7):22-26.
ZHANG Yinjiang, XU Xiaoping, JIN Xiangyu, et al. Elastic recovery analysis of nonwoven fabric with mesh structure[J]. Journal of Textile Research, 2013, 34(7): 22-26.
[23] MAO N, RUSSELL S J. A framework for determining the bonding intensity in hydroentangled nonwoven fabircs[J]. Composites Science and Technology, 2006, 66: 80-91.
[24] MAO N, RUSELL S J. Erratum to a framework for determining the bonding intensity in hydroentangled nonwoven fabircs[J]. Composites Science and Technology, 2007, 67: 2219.
[25] SAWHNEY P, ALLEN C, REYNOLDS M, et al. Effect of water pressure on absorbency of hydroentangled greige cotton non-woven fabrics[J]. Textile Research Journal, 2012, 82: 21-26.
[26] ZHANG Yinjiang, JIN Xiangyu. The influence of pressure sum, fiber blend ratio and basis weight on wet strength and dispersibility of wood pulp/Lyocell wetlaid/spunlace nonwovens[J]. Journal of Wood Science, DOI:10.1007/s10086-018-1699-7.
[27] BORBELY E. Lyocell, the new generation of regenerated cellulose[J]. Acta Polytechnica Hungarica, 2008, 5(3): 11-18.
[28] Industrial Fabrics Association International(2014). Trützschler and Voith awarded quality certificate [EB/OL]. [2014-01-11]. https://advanced-textilessource.com/2014/01/11/trutzschler-and-voith-awarded-quality- certificate/.
[29] WALTON R C, SMITH P R, HORN D. Non-woven wet wiping: 7767058[P]. 2010-08-03.
[30] BUNYARD W C, LOSTOCCO M R, BRANHAM K D. Dispersible wet wipe: 8133825[P]. 2012-03-13.
[31] PAGE I. How nonwoven properties are influenced by moisture[J]. Lenzinger Berichte, 2017, 93:65-71.
[32] UUSI-TARKKA E K. Bio-based nonwoven fabric-like materials produced by paper machines[D]. Swedish: University of Boras, 2016:7-10.
[33] GRUNER G. TSA-tissue softness analyzer. a new and objective measuring technique to analyzer the softness of tissue[J]. Przeglad Papierniczy, 2011, 67(3): 161-164.
[34] ZHANG Yinjiang, DENG Chao, WANG Yuxiao, et al. A new dispersible moist wipe from wetlaid/spunlace nonwoven: development and characterization[J]. Journal of Industrial Textile, DOI: 10.1177/1528083718757524.
[35] 于伟东,储才元. 纺织物理[M]. 上海:东华大学出版社, 2003(1): 126-127.
YU Weidong, CHU Caiyuan. Textile Physics[M]. Shanghai: Donghua University Press, 2003(1): 126-127.
[36] BERNT I. Fine-tuning of paper characteristics by incorporation of viscose fibers[J]. Lenzinger Berichte, 2011(89):78-85.
[37] BERNT I, ECKHART R. Design of viscose fibres for wetlaid nonwovens[J]. Lenzinger Berichte, 2013(91): 71-76.
[38] 俞一瑛, 热熔加强型可冲散无纺材料及制作方法: 2015101196821.1[P]. 2015-04-24.
YU Yiying. Hot-melt enhanced flushable nonwoven materials and preparation menthod: 2015101-196821.1 [P]. 2015-04-24.
[39] 张国炎. 聚酯木浆湿法水刺材料:2016-10660119.0[P]. 2016-08-12.
ZHANG Guoyan. Polyester and wood pulp wetlaid/spunlace materials: 201610660119.0[P]. 2016-08-12.
[40] 何忠. 一种全天然植物纤维制成的可降解可冲散无纺布: 201620078083.0[P]. 2016-01-26.
HE Zhong. Biodegradable and flushable nonwoven fabrics is made from a kind of natural plant fibers: 201620078083.0[P]. 2016-01-26.
[41] NAKAGAWA M. Fiber treating agents and methods of treating fibers: 6432910B2[P]. 2002-08-13.
[42] 谷源明. 热轧可冲散非织造布的生产工艺:201310032221.2[P]. 2013-01-29.
GU Yuanming. Production technology of hot rolling flushable nonwovens: 201310032221.2[P]. 2013-01-29.
[43] ZWICK K J, VOGEL N J, LEE W D, et al. Dispersible hydroentangled basesheet with triggerable binder: 9320395[P]. 2016-04-26.
[44] 俞一瑛. 热溶加强型可冲散全降解无纺材料及制作方法:201510196759.6[P]. 2015-04-24.
YU Yiying. Hot-melt enhanced flushable and full-degradable nonwoven and preparation method: 201510196759.6[P]. 2015-04-24.
[45] STRANDQVIST M. Method of producing a hydroentangled nonwoven material: US0104084[P]. 2015-11-24.
[46] GUSTAFSSON A, FINGAL L, STRANDQVIST M, et al. Hydroentangled nonwoven material: 838-9427 [P]. 2013-03-05.
[47] BRADEY E O, RUNGE T M, HURLEY S M, et al. Wet wipes having a liquid wipe composition with anti-adhesion component: 8030226[P]. 2011-10-04.
[48] 张国炎. 湿法水刺防粘纤水刺钢丝网:201610580351.3[P]. 2016-07-22.
ZHANG Guoyan. Wetlaid/spunlace steel mesh for avoiding bonding fibers: 201610580351.3[P]. 2016-07-22.
[49] 韩旭, 厉伟. 湿法成型水刺可冲散无纺布废水回用工艺. CN201610770905.6[P]. 2016-08-30.
HAN Xu, LI Wei. The wastewater reuse process of wetlaid/spunlace flushable nonwoven: 2016107-70905.6[P]. 2016-08-30.
[50] 龚金瑞.可冲散全降解水刺无纺布及制作方法和生产线:103397474 A[P]. 2013-11-20.
GONG Jinrui. Production method and line of flushable and biodegradable spunlace nonwoven: 103397474 A[P]. 2013-11-20.
[51] 韩一斌. 可冲散可降解的木浆复合非织造布:201010512857.3[P]. 2010-10-20.
HAN Yibin. Flushable and degradable wood pulp composite nonwoven: 201010512857.3[P]. 2010-10-20.
[52] 付丽玮. 木浆水刺复合技术简介[J]. 国际纺织导报, 2013, 40(7): 50-52.
FU Liwei. The brief introduction of wood pulp spunlace composite technology[J]. Melliand China, 2013, 40(7): 50-52.
