华中数控系统变螺距螺纹车削加工程序设计
2018-06-24王西建
沈 羽,王西建
(河南质量工程职业学院,河南平顶山 467000)
0 引言
变螺距螺杆在工业生产中用途十分广泛,但是变螺距螺杆螺纹的加工却是个难题,普通设备很难或者根本没法加工。CAD/CAM自动编程软件能自动生成G代码,可是通用性不强,程序调整、修改不方便。发那科数控系统、西门子数控系统均提供了变螺距螺纹切削指令,而华中数控系统目前没有提供相应指令,这给在华中数控系统车床上加工变螺距螺纹带来了很大不便。现代数控系统都具有强大的宏程序功能,利用宏程序强大的变量设置、逻辑判断和程序控制功能,可以方便地去控制复杂螺纹的加工。利用华中数控系统中的宏程序功能,结合华中数控系统的G32螺纹车削指令,设计编写出了变螺距螺杆螺纹加工的宏程序模板,解决了变螺距螺杆螺纹的加工这一难题。
1 变螺距螺纹分析
常见的变螺距螺纹螺距变化符合等差级数规律,沿着螺旋线方向逐渐增大或减小,螺距值不定。匀变螺距螺纹有等槽宽变螺距螺纹和等牙宽变螺距螺纹两种类型,如图 1和图 2所示。从数学知识可知,第n节螺纹的螺距:Pn=P1+(n-1)ΔP,其中P1为螺纹初始螺距,ΔP为螺距变化。螺纹总长Ln=P1+P2+P3…+Pn=nf1+n(n-1)ΔF/2。Fanuc数控系统提供了变螺距螺纹切削指令G34,而华中数控系统没有变螺距螺纹切削指令,目前华中数控车床提供的螺纹编程指令有螺纹车削单一固定循环指令G82、螺纹车削复合固定循环指令G76和单行程螺纹车削指令G32等3种。G32螺纹车削配合宏程序指令可以完成变螺距螺纹的加工。
2 变螺距螺杆加工工艺分析
图1所示为等槽宽变螺距螺杆,现仅分析变螺距螺杆螺纹部分的加工工艺与程序编制。
(1)工件的装夹。螺杆类零件通常径向尺寸相对较小,轴向尺寸相对较长,车削加工时工件刚性差,易发生弯曲、震动,影响加工质量。加工时要确保零件有足够的装夹强度,所以装夹时一般采取一夹一顶的装夹方法。
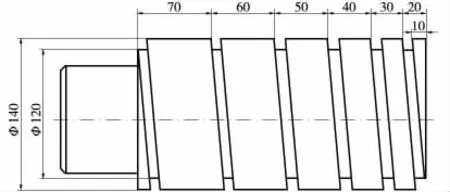
图1 等槽宽变螺距螺杆
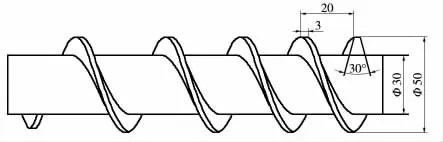
图2 等牙宽变螺距螺纹
(2)加工方法。变螺距螺纹一般具有牙型深、宽度大、螺距大等特点。在螺纹车削过程中,切削余量和切削抗力也比较大。随着车削深度的不断加深,螺纹刀与螺纹两侧面接触面积逐渐增大,加工会越来越难,轻则产生颤动,缩短车床和刀具的使用寿命,甚至出现扎刀、崩刃、断刀等,损坏工件。为了解决可能出现的这些现象,在加工过程中可采取分层车削和每层左右切削的方法,从而有效解决大螺距、较深螺纹车削时刀具受力过大的问题。车削螺纹时,将螺杆的牙槽按一定的深度和宽度分成若干层,逐层地进行切削。即便螺纹的牙槽很深,但是切削力基本相同。对于每一层,使用宽度较窄的牙型合适的螺纹车刀,先从螺纹牙型中间横向下刀切至一定深度,车削螺纹,然后再左右两边纵向进给车削至需要保留的精加工余量,接着再进一层,再从螺纹牙型中间横向下刀车削,如此反复直至牙槽底部。
采用分层车削,每层左右切削法车削变螺距螺纹,每次切削时必须改变螺距和相应的起刀点位置。粗车后表面粗糙度值较高,根据需要和切削余量可进行精车加工。
(3)刀具的选用。应根据不同的切削要求和螺纹牙型、粗精加工要求,选择不同形状和尺寸的刀具。本例中螺纹牙型为矩形,牙槽宽为10 mm,故选用刀具宽度为4 mm的槽刀。第一个螺距20 mm,从坐标系零点的螺距实际是F=20-10=10 mm,考虑到螺纹导入距离,选择切削起点距离右端螺纹端面5 mm,每螺距的变化量为10 mm。
(4)走刀路线与加工流程图。本例采用直进式分层车削,在对螺纹进行车削时分成10层,而每层又分成7刀进行加工,螺纹牙中间1刀,左右各3刀,走刀路线如图3所示。以螺纹小径作为分层切削的临界条件,以螺纹每层左右切削次数和螺纹长度作为螺纹连续切削的条件来进行宏程序的编制,程序设计流程如图4所示。
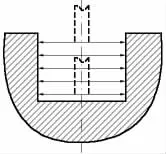
图3 走刀路线
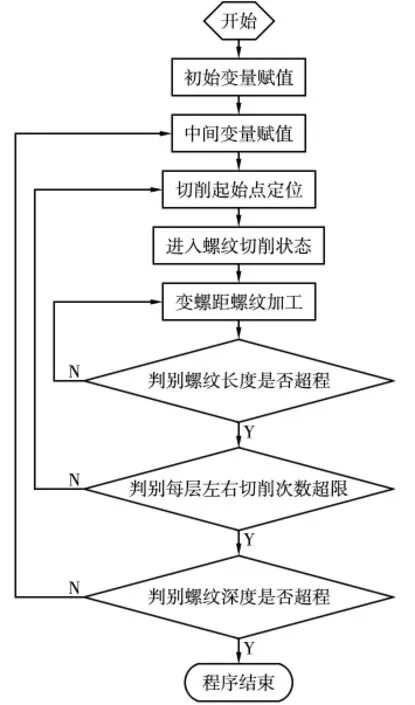
图4 加工程序流程
3 变螺距螺纹加工宏程序设计
O1234;//程序号 (FANUC 0i,//后文字内容为本例程序解释)
T0303; //调用螺纹车刀
M03S100; //主轴低转正转,右旋螺纹
#1=140.0; //螺纹大径D
#2=120.0; //螺纹小径d
#3=-270.0; //螺纹长度,螺纹终点Z坐标
#5=10.0; //每螺距变化量ΔP
#6=10.0; //牙宽
#7=4.0; //刀宽
#8=10; //X向切削分层数
#9=[#1-#2]/#8;//X向每层切深,直径值
#10=3; //每层左右切削次数初始值
#11=#6-#7; //Z向左右切削移动总量
#12=#11/#10; //Z向左右切削每次移动量
#13=#1+5.0; //螺纹车刀X向快速定位值
#14=5.0; //切削起点距离螺纹起始端面5 mm
#15=#12; //Z向左右切削移动变量初始值
G64; //连续切削功能
G00X#13; //刀具X向快速定位
G00Z#14; //刀具Z向快速定位
WHILE[#1GT#2]; //螺纹深度切削循环判别
G00X[#1-#9]; //到达切削层
WHILE[#10GT0];//每层左右切削次数判别
G00Z#14; //到达螺纹切削起点
#4=10.0; //螺纹起点螺距P
G32X[#1-#9]Z0F#4;//从Z5到Z0,螺距为10,进入螺纹切削状态,保持切削平稳性
#16=0; //螺纹长度,初始值为0
WHILE[#3LT#16]; //螺纹长度判别
#4=#4+#5; //螺纹螺距递增
G32X[#1-#9]W[-#4]F#4; //切削螺纹中间
#16=#16-#4; //螺纹长度递增
ENDW; //循环结束
G00X#13; //刀具在X方向回退
G00Z#14; //刀具在Z方向回退
G00W#15; //螺纹切削起点偏移
#4=10.0; //螺纹起点螺距P
G32X[#1-#9]Z[0+#15]F#4;//从 Z[5+#15]到 Z[0+#15],螺距为10,进入螺纹切削状态,保持切削平稳性,切右侧螺纹
#16=0; //螺纹长度初始值
WHILE[#3LT#16]; //螺纹长度判别
#4=#4+#5; //螺纹螺距递增
G32X[#1-#9]W[-#4]F#4; //螺纹切削
#16=#16-#4; //螺纹长度递增
ENDW; //循环结束
G00X#13; //刀具在X方向回退
G00Z#14; //刀具在Z方向回退
G00W[-#15]; //螺纹切削起点偏移
#4=10.0; //螺纹起点螺距P
G32X[#1-#9]Z[0-#15]F#4; //从 Z[5-#15]到 Z[0-#15],螺距为10,进入螺纹切削状态,保持切削平稳性,切左侧螺纹
#16=0; //螺纹长度,初始值为0
WHILE[#3LT#16]; //螺纹长度判别
#4=#4+#5; //螺纹螺距递增
G32X[#1-#9]W[-#4]F#4; //螺纹切削
#16=#16-#4; //螺纹长度递增
ENDW; //循环结束
G00X#13; //刀具在X方向回退
G00Z#14; //刀具在Z方向回退
#15=#15+#12; //Z向左右切削移动量递增#10=#10-1;//每层左右切削次数递减
ENDW; //循环结束
#1=#1-#9; //螺纹切削深度递增
ENDW; //循环结束
G00X100.0Z100.0M09; //退刀,切削液关
M05; //主轴停
M30; //程序结束返回
4 结语
在华中数控HNC-21/22T机床上,通过对加工过程进行验证分析,结果表明:该例中工艺方案和编程思路能适用于普通螺纹、梯形螺纹、矩形螺纹等不同类型、不同增量的可变螺距螺纹的加工。对于变螺距普通螺纹、梯形螺纹、圆弧螺纹等的加工,只需根据螺纹牙型对相应变量赋值,正确表达程序中刀具Z向进刀后所得的X坐标表达式即可。
