高性价比网络化离线精密监测系统的研发和应用
2018-06-24常英杰
常英杰
(普迪美科技(北京)有限公司,北京 100081)
0 引言
VBT3X系列机器状态趋势监测仪器和软件由普迪美专家设计,经过多年现场应用和验证,证明是个成功的产品。VBT3X包括 VBT33,VBT35+,VBT36机器状态巡检仪和VBT-View机器状态和趋势分析软件。工厂预测维修系统的实施,状态监测和故障诊断技术的应用,取决于趋势监测和报警的基础工作。首先要发现问题,才有可能解决问题,同时,发现的问题还要准确,既避免漏报警,也要避免误报警。
状态监测是目前所有先进维修方式实践的基石,先进管理和新技术的工业现场推广最大的障碍是人力资源的匮乏和专业技能的不足。对状态监测工作分级或分层、规范化、教育和培训,则是项目成功实施和改进的必然选择。
1 状态监测工作4象限
将状态监测工作做2个维度的划分,即监测和诊断,简易与复杂。监测是为了发现问题,监测其发生、发展以致解决的循环过程;诊断是为了确定问题的原因、部位、机理和根源,从而制定维护和修理行动方案。简易是指用简单的仪器和软件,容易使用,操作简单,对专业水平要求不高,可以规范和普及;复杂是指需要用复杂的仪器和软件系统,对专业技术水平要求较高。如此2维度、4象限状态监测工作定义(图1),可以帮助企业理清需要和具备的条件,完成制定合理的系统解决方案。
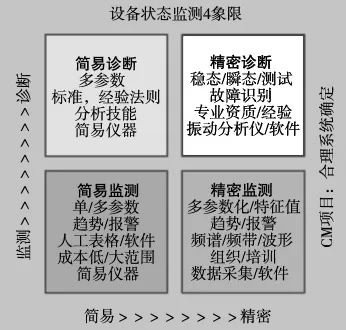
图1 设备状态监测4象限
简易监测是对一个或多个单值状态参数的监测,包括趋势跟踪和报警,一般用简易的仪器进行。比较理想的情况仪器具备数据记录或路径检测功能,配套简单的专用软件能够更有效的监测、报警和报告。
简易诊断是当简易监测发现异常后,利用已有单值监测参数和/或临时增加的测点数据,利用简单的容易掌握的经验法则所进行的故障判断。例如用高频检测参数和经验标准进行的轴承状态的判断,利用不同测点、不同方向、不同界面的振动值比较发现振动的一致性、方向性、差异性的特征,从而判断问题的性质。简易诊断仅利用单值数据,是初步故障分析。
精密监测除了利用单值数据,还利用复杂图谱,包括频谱/波形、包络解调谱等。从这些谱图中可以提取更多个单值参数、特征值或频带值,并对这些参数建立报警限和报警规则或者对谱图建立包络报警。精密监测需要数据采集器和监测分析软件,能够完成数据库建立、参数和报警设置、路径数据采集和传送、趋势和报警、图谱显示和分析、异常数据提取和预诊断、报表和报告等任务。
精密诊断是当精密监测发现了异常之后,利用已有的监测数据,包括单值数据、图谱和提取的特征值数据;也可能临时增一些的测点,增加一些测试方法,如相位分析、启停机试验、敲击测试等;利用振动特征分析方法,分析问题的性质、原因、部位、机理拟或根源。然后根据诊断结论提出维修建议,作为预测维修的依据。
2 VBT3X系列机器状态巡检仪
2.1 VBT3X系列机器状态巡检仪简介
VBT3X系列机器状态巡检仪的设计目标是为了满足简易监测、简易诊断、精密监测和部分精密诊断的需要,设计理念充分考虑现场实际。产品系列化,区分使用层次,功能够而不冗余;趋势监测灵敏,故障覆盖率高;操作简便快捷,系统实施门槛低,性价比高。VBT33机器状态巡检仪作为一款普及型状态监测仪器,实现多单值参数多功能测量,但不必具有现场人员难以理解的频谱/波形分析。简单可靠,容易使用。
2.2 VBT3X系列机器状态巡检仪功能
(1)同时测量振动速度,加速度,和位移;并利用ISO 10816-3:2009振动标准即时评价机器振动状态,如果超标,给操作者报警提示。
(2)同时检测轴承高频振动加速度值和轴承振动速度有效值,以及包络解调值;并利用经验准则评价滚动轴承健康状态,提供轴承损坏早期报警。
(3)在听诊器模式,可以听取原始的和滤波的振动声音信号,操作者可结合振动测量直接感官评价轴承状态。
(4)仪器内置红外测温传感器和激光指示器,提供对轴承座或机器表面温度的即时检测。
(5)VBT33可按VBT-View软件设置的数据库和路径,进行路径数据采集。可以对机器设置RFID(Radio Frequency Identification Devices,无线射频识别)电子标识,路径采集时自动识别机器。也可以现场临时增加非路径数据采集。可存储30个路径,900台机器,9000个测点和2.7万个位置的巡检数据。
(6)通过USB接口,无线蓝牙或WiFi(Wireless Fidelity,无线局域网)与VBT-View软件通信,下载测试路径任务和上传路径数据。仪器的固件也可通过USB(Universal Serial Bus,通用串行总线)更新。
VBT35+机器状态巡检仪作为一款基础型状态监测仪器,在VBT33的多单值参数多功能测量之外,增加了对低频400 Hz,中频 1000 Hz,高频 8000 Hz和解调 1000 Hz(1 k~12 k)Hz的800线频谱监测和分析能力。多参数多频谱监测保证覆盖和灵敏响应旋转机器可能发生的振动故障,展示机器的振动特征。每个测量参数明确一致,简单和容易理解。VBT35+在能够敏感检测各种旋转机器故障的同时,保持了简单易用的风格。
VBT36机器状态巡检仪是一款基础加强型状态监测仪器,在VBT35+的监测和分析功能之外,增加了频谱分析和解调分析的频率分辨率,具有相同的频率范围,可以提供800,1600和3200谱线;另外增加了振动波形分析能力。这些增加的功能有助于常见故障的识别和精密诊断。
通过以上系列化和分级考虑,使得VBT3X成为现场状态趋势监测人员得心应手的仪器。优异的人机工程壳体和界面,传感器、电缆、仪器及接口的每一个具体细节经精心设计和听取现场的反馈得以改进,满足现场的可靠和耐用性需要。仪器通过简捷的按键和高分辨背光显示屏图标完成操作,锂离子电池保证连续30 h使用,通过CE(Conformite Europeenne,欧洲统一)认证和EX认证(Explosion-proof Certification,防爆认证)满足现场环境要求。
3 离线监测系统组织实施
状态监测系统的组织实施,涉及到目标,人员组织,仪器系统,工作制度,教育培训,审计和改善等多方面内容,既是项目的管理,也是一个技术系统。就技术系统而言,要设计好简易与精密,监测与诊断,离线和在线,以及多种技术的关系、范围和比重。这主要取决于设备的类型和数量,关键性程度,故障历史,订货和备件,人力资源条件等方面因素。
对一般通用旋转类设备,风机、泵浦、、齿轮箱传动,便携式离线监测具有最高的性价比和覆盖范围,应作为最基本的监测系统。虽然固定式在线监测、无线传感器随着成本的降低逐渐成为发展趋势,但仍不能完全取代离线低成本测取多位置数据进而进行全面分析的优势,未来离线与在线仍是一种互补关系。对于小范围的应用,选择VBT33,VBT35+或VBT36与VBT-View软件,可组成最简单的状态监测离线系统。公司或总厂更大规模的应用,按两级监测制组织是非常行之有效的方式。一级监测为分厂(车间,装置)级,使用VBT33和/或VBT35+;二级监测为公司级,使用VBT36;配套VBT-View网络版软件,结合简易和精密,组成网络化离线状态监测和诊断系统。
车间技术人员利用VBT33/35+进行日常定期监测,查看报警,对简单的故障进行分析和跟踪;公司振动分析师利用VBT36重点对关键机器进行监测和诊断,并对车间监测异常的机器进行分析诊断,提交诊断报告和维修建议。振动分析师和项目主管和作为项目核心,管理指导监测工作,也要与外部专家建立密切的联系并获取支持。
两级监测制有利于覆盖所有关键和重要设备,使项目能够有组织、有序、有指导、有管理地展开,是项目成功实施的组织和制度保证。按照ISO 18436-2:2014国际标准关于状态监测从业人员的培训和认证要求,一级监测人员应该具备等同于Cat.I的知识技能,二级监测人员应具备 Cat.II的知识技能。
4 VBT-View状态趋势和分析软件
VBT-View机器状态监测软件,支持VBT3X机器状态巡检仪,具备状态数据管理,仪器数据连接传输,状态趋势,报警监测,故障分析,报表和报告等功能。VBT-View分为单用户版和网络版。
(1)采用 MS Access(单用户),SQL Server或 MySQL(网络版)数据库,按树结构管理数据,分为工厂,区域,机器,测点,方向(位置)和测量参数。网络版采用C/S结构,具有用户级别管理,检测任务管理等,适于大范围规范化分层次实施状态监项目。
(2)振动报警设置可按照ISO 10816-3:2009标准,轴承状态报警可参照经验准则,在测点界面中方便地设置。报警监测,以色码显示包括区域、机器、测点、位置和参数等每个数据库等级的报警状态。通过简单的鼠标点击,可以查看数据趋势图。
(3)提供频谱图、多频谱图、和波形图等,帮助进行异常数据识别,分析机器故障根源,操作简单直接。多频谱图可按叠加、堆栈、和瀑布图形式显示,各种光标和峰值列表便于数据的细节分析。
(4)产生测量数据报告和异常报警报告。任何报告和绘图还可以转换为Word文件,也可以对报告和绘图使用拷贝/粘贴剪切板功能,编辑一份内容详实的状态监测报告。
5 应用案例
(1)某大型化工企业采用数十台VBT35+EX的前代产品VBT35EX进行旋转设备的日常监测,为设备的稳定运行保驾护航。以其中一个及时发现和准确诊断为例,可以看到精密监测所起到的作用。K601压缩机电机,转速2980 r/min,在2017年2月底进行了保养,3月3日开机,当天检测正常,但第二天检测就多次出现异常谐波(图2),振动幅值很小,总值并没有报警,进入关注状态。
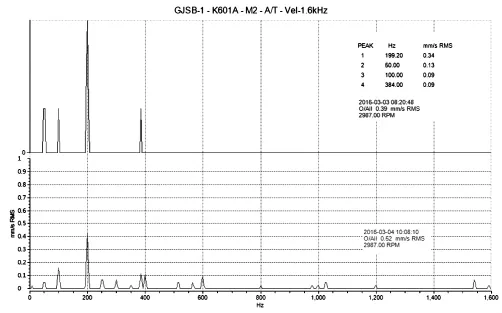
图2 K601压缩机电机异常
同时看到轴承状态包络解调值趋势突然升高(图3),并超过二级报警限。在3月9日检测频谱中出现了明显10.28×频率峰值及其倍频,并伴随转速的边频带。比对了N216E轴承内圈故障频率是10.292×,故障特征与轴承内圈故障吻合,确定是轴承内圈故障。3月17日维修发现轴承内圈存在剥落,现场处理结果满意。事后分析原因,是轴承安装不良,造成轴承内圈端面损坏。
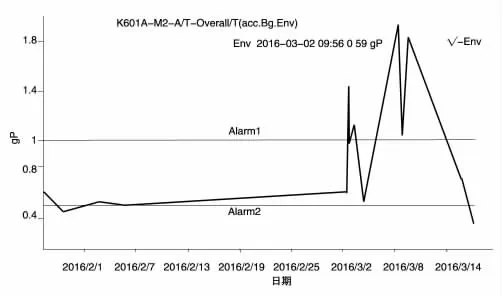
图3 轴承包络解调值趋势突然升高
(2)某跨国集装箱生产企业,利用2台VBT36对其主要生产和辅助旋转设备进行状态监测,发现和解决了轴承、转子、齿轮等各种设备异常问题,减少了停机损失、维修成本和能源消耗。预处理生产线的斗式提升机,轴承状态参数二级报警,见图4。
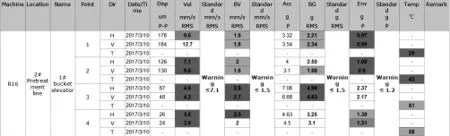
图4 轴承状态参数二级报警表
从振动速度频谱和解调谱进一步分析确认(图5、图6)。VBT35+和VBT36比早期的VBT35除了增加频率分辨率,也增加的幅值测量动态范围(自动量程下,AD由12位变为16位),因此这些案例的频谱/波形更清晰。
检修发现2盘轴承都发生了磨损和疲劳剥落,润滑油含大量金属磨粒。此故障的发现和解决至少避免生产线60 min非计划停机。更换轴承后,状态参数回到正常状态,见图7。
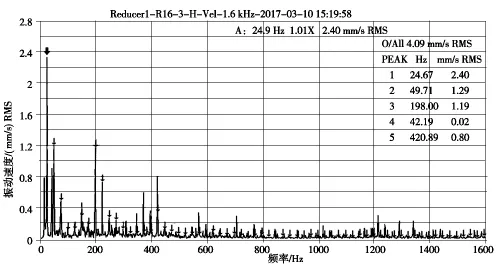
图5 振动速度频谱
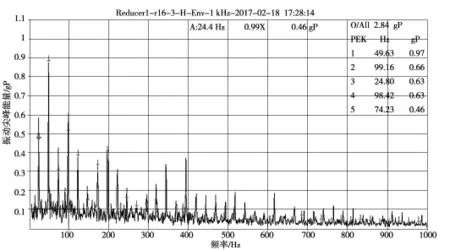
图6 解调谱

图7 更换轴承后状态参数正常
另一台皮带输送机,振动二级报警,轴承状态包络解调值一级报警(图 8)。
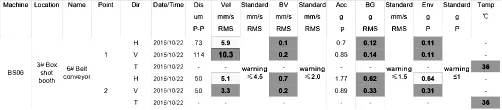
图8 轴承状态包络解调值一级报警
振动频谱发现丰富的本底噪声,和频率调制边带。振动波形中确认存在轴转频周期性冲击和幅值调制。现场能听到传送带轴承异常噪声,观察到皮带轮的跳动。相关谱图见图9、图10。检修发现轴承失掉几个滚珠,其他轴承被油污染卡阻。更换轴承后状态参数和趋势恢复正常。
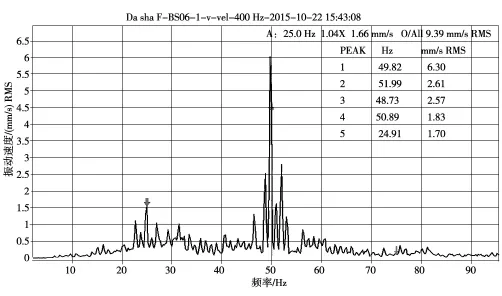
图9 皮带输送机振动频谱
某中外合资化工公司采用数十台VBT35EX实施装置级机泵设备监测网络化系统。维修技术中心经理讲到,“VBT-35现场振动巡检仪和VBT-VIEW状态监测软件已经成为装置动设备监测的重要工具和确保动设备长稳运行的重要手段;2017年1月至今,动设备机泵的完好率已经从平均95.03%上升到98.73%。关键是现场红区机泵得到了有效监测、分析和处理。”
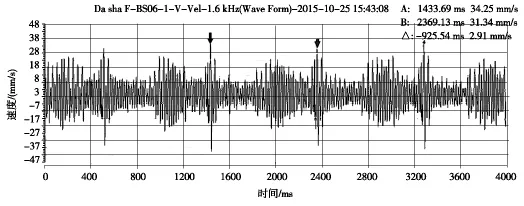
图10 皮带输送机振动速度谱
6 总结
从简易与精密、监测与诊断2个维度定义了状态监测工作的4象限,普迪美公司基于此理念研发了VBT3X系列机器状态巡检仪和状态监测趋势软件,覆盖工业现场基于振动技术的简易监测、简易诊断、精密监测和部分精密诊断工作。通过分2个层次和级别可以有效地组织和网络化实施现场的状态监测系统。多年的现场实施和大量的成功案例为VBT3X系列机器状态巡检仪的成功做了背书。
