浅析金属切削过程中的刀具磨损及其影响因素
2018-06-23王谦
摘 要:刀具磨损对切削加工的效率、质量和成本有着直接的影响。本文从刀具磨损的形式、刀具磨损的过程及影响刀具磨损的因素三个方面对切削加工中的刀具磨损做了分析和阐述。
关键词:金属切削;刀具磨损;影响因素
在切削过程中,刀具在高温、高压的条件下工作,刀具与切屑、工件之间产生了剧烈的挤压与摩擦,切削刃由锋利逐渐变钝以致于失去了正常的切削能力,这就是刀具的磨损。刀具的磨损对切削加工的效率、质量和成本有直接的影响。刀具磨损程度超过允许值后,必须及时刃磨或更换,以免引起振动并使加工质量下降。
一、刀具磨损的形式
刀具磨损分为正常磨损和非正常磨损。正常磨损是指刀具在正常的切削过程中逐渐产生的磨损。非正常磨损是指切削过程中突然或过早产生的损坏现象,如脆性破损(崩刃、剥落、碎裂)、卷刃等。正常磨损主要有以下几种形式:
1.后面磨损
切削脆性金属材料时,或以较低的切削速度、较小的进给量切削塑性金属材料时,常会发生这种磨损。此条件下前面上的压力和摩擦力不大,温度较低,这时磨损主要发生在后面。磨损使切削刃附近的后面上磨出后角为零的小棱面,或形成一些不均匀的沟痕。后面磨损是切削中最常见的磨损形式。
2.前面磨损
以较高的切削速度和较大的进给量切削塑性金属材料时,常会发生这种磨损。此条件下切屑对前面的压力大,摩擦剧烈,温度高,使前刀面上近切削刃处磨出一月牙洼,此区域是切削温度最高的地方,磨損最严重。月牙洼扩大到一定程度,刀具就会崩刃。
3.前、后面同时磨损
以中等切削速度和中等进给量切削塑性金属材料时,常会发生这种磨损。刀具上同时出现前面磨损和后面磨损。
二、刀具的磨损过程
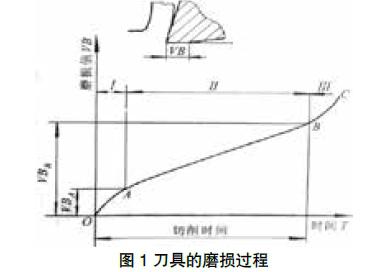
在正常的切削中,刀具的磨损量随切削时间的增加而逐渐扩大,由于刀具磨损中总会带有后面磨损,因此,可以用后面的磨损过程来反映刀具的磨损过程。如图1所示,后面的磨损过程可分为三个阶段:
1.初期磨损阶段(Ⅰ段)
由于新刃磨后的切削刃和刀面上微观不平,峰顶棱角突出,因此后面与加工表面和切屑的实际接触面小,压强很大,所以磨损较快。刀具的前面、后面刃磨越光滑,初期磨损越小。
2.正常磨损阶段(Ⅱ段)
经过Ⅰ段后,刀具上的微观不平已被磨掉,表面变得平整光洁,摩擦力小,接触面增大,压强减小,故本阶段的磨损均匀缓慢。此阶段是刀具的有效工作期。
3.急剧磨损阶段(Ⅲ段)
经过Ⅱ段,磨损量已经达到一定数值,磨损已算严重,刀具的强度、硬度都有所降低,摩擦力、切削力与切削温度都剧烈上升,导致磨损急剧加速,继而刀具损坏、破坏工件。切削时要尽量避免出现急剧磨损。
三、影响刀具磨损快慢的因素
切削温度直接决定着刀具磨损的快慢,所以影响切削温度的因素都会对刀具磨损的速度有影响。在这其中,刀具材料及工件材料的性能(切削加工性)对刀具磨损速度的影响最大,其次是切削用量的选择,再次是刀具角度。
1.刀具材料
刀具材料是影响刀具磨损快慢的主要因素。其硬度及耐热性越高,则刀具越耐磨,耐用度也就越高。改善刀具材料的切削性能,或使用新型刀具材料,能使刀具的耐用度成倍提高。
2.工件材料
工件材料的强度、硬度越高,则切削时的切削温度就越高,因此刀具磨损就会加快,刀具耐用度就会降低。工件材料的导热性差,则切削温度升高,也会导致刀具磨损加快。
3.切削用量
切削用量的增大,会使切削温度升高,刀具磨损加快,因此刀具耐用度下降,但由于切削速度v_c、进给量f及背吃刀量a_p三者对切削温度的影响程度不同,因此3者对刀具耐用度的影响程度也不同。在切削用量中,切削速度v_c对刀具磨损的影响最大,进给量f次之,背吃刀量a_p最小。
所以,在实际的粗加工中,当确定了刀具耐用度的合理值后,应首先选择大的背吃刀量a_p,然后再根据加工条件选取较大的进给量f,最后才在刀具耐用度等条件允许的情况下选取较大的切削速度v_c,这样既提高了切削效率,又能保证刀具的耐用度。
4.刀具角度
前角:前角增大,切削变形和切削力减小,切削温度降低,因此刀具的耐用度提高,刀具磨损速度降低。但前角增大到一定角度后若进一步增大,则会因刀头的散热体积减小,散热变差,切削温度反而升高,另外刀刃强度降低,易于破损,因此耐用度反而下降了。前角对刀具耐用度的影响如同它对切削温度的影响一样,呈“驼谷型”,它的谷底前角(一般为15°左右)是耐用度最高的前角。
主偏角:主偏角减小,可增加主切削刃的工作长度,改善了散热条件,同时,主偏角减小,会使刀尖角增大,刀尖强度得到提高,刀尖处的散热面积增大,因而可提高刀具耐用度。
刀尖圆弧半径:刀尖圆弧半径增大,提高了刀尖处的刀具强度,也增加了刀尖处的散热面积,因此使刀具的耐用度提高。
5.切削液
使用切削液能有效降低切削温度并减少刀具与工件、切屑间的摩擦,因此能提高刀具的耐用度,降低刀具磨损速度。
四、结语
刀具在切削过程中总是会磨损的,当刀具磨损到一定限度,刀具就会失效(刀具丧失切削能力或无法保障加工质量)。若导致失效的磨损是在刀具耐用度临近终了时出现,则是正常的;若导致失效的磨损提前出现,则说明给定的切削条件是不匹配的。我们要根据磨损情况找出可能的原因,并采取有效的对策。
参考文献:
[1]赵长明,刘万菊.数控加工工艺及设备[M].高等教育出版社.2008:6.
[2]李建华.刀具磨损原因分析及改善措施[J].机械制造与自动化,2009,38(3):39-39.
作者简介:王谦(1982-9),男,硕士,助教,研究方向:数控技术。