Unicase Master单件连续式自动化真空热处理系统
2018-06-20赵小强刘耀忠
■ 赵小强,刘耀忠

变速箱是汽车工业中非常重要的零部件,而变速箱中的齿轮组则是其核心的零件,因此保证变速器中齿轮的精度在变速器生产过程中非常关键。变速器齿轮需要具备强度高、耐磨性高、抗疲劳强度高、韧性高等一系列优良的力学性能,为了使齿轮能够具备以上性能,对齿轮进行热处理是齿轮加工过程中必不可少的环节。
1. 齿轮的传统热处理工艺
目前在汽车工业中通常采用气体渗碳淬火工艺对齿轮进行热处理,但是这种传统的气体渗碳工艺存在很多弊端,如:
(1)在渗碳过程中需要大量的原料气,通入的绝大部分原料气需要排除燃烧掉,从而产生大量的温室气体,对环境造成污染。
(2)采用批量式热处理,齿轮需要摆放到料架上。通常,料架的重量占到炉子装炉量的30%~40%,使料架在加热和冷却过程中均造成大量能耗。
(3)渗碳过程中,由于气氛的均匀性及温度均匀性使各处的起始渗碳时间不一致,导致齿轮的渗层均匀性及重复性离散度大,料架的使用寿命和自身的成本大大增加了齿轮的渗碳成本。
(4)传统工艺需要后清洗工序,降低了效率,提高了成本。
(5)批量生产中,不同位置的齿轮在加热、渗碳及冷却过程中所经历的过程不同,导致各个齿轮的变形量不同。
控制每个齿轮的变形量是热处理过程中非常重要的指标,因为变形对齿轮的精度、强度等质量指标造成很大影响。为了改善齿轮的精度,需要在热处理后增加磨齿等工序,而较大变形会增加磨齿的工作量,增加了高额的维修费用,且降低了生产效率。据统计,全球汽车制造业每年对存在变形的齿轮进行加工所需要支出的费用高达200亿欧元。
2. Unicase Master单件连续式热处理系统
西科沃克公司针对齿轮在传统热处理过程中出现的问题,基于低压渗碳的原理,研发并制造了最先进的单件连续式自动化热处理系统—Unicase Master,主要用于汽车工业中齿轮类和轴承套圈类零件的渗碳淬火工艺。
Unicase Master的一个主要特点就是对单个齿轮进行独立热处理,而且连续式生产。生产过程中不需要料架,与传统使用沉重的料架摆放齿轮进行批量式生产的方式相比,不仅节省了料架的费用,而且节省大量用于加热料架所需要的能耗。
(1)Unicase Master单件连续式热处理系统组成 单件连续式热处理系统主要包括:主炉、上料机构、下料机构、后冷却单元、回火单元、冷却单元、缓冲罐及制氮机等,如图1所示。
(2)主炉 主炉是Unicase Master的主要部分,齿轮的输送、加热、低压渗碳、扩散及4D淬火等一系列热处理工艺都在这里完成。从图2可以看到,主炉分为三个区:顶部加热区、中部低压渗碳区和底部扩散区。每一个区中都有步进输送机构,且每个区都有独立的进出料门。
(3)Unicase Master的工作流程 图3流程阐明了Unicase Master的生产流程。经过加工后的齿轮,通过输送机构进入Unicase Master系统中。
主炉的真空系统,保证炉内处于工作的真空状态,且主炉的进出口都安装有独立的隔离阀,确保主炉的真空度不受进出料的影响。

图1 Unicase Master的组成

图2 主炉的组成

图 3
图2 中的箭头表示了工件在主炉中的输送和热处理顺序,按照设定的产量要求和齿轮规格,加工好的齿轮通过输送机构进入主炉的加料室中,再通过主炉内的升降机构将齿轮输送到顶部加热区。根据目前设计的主炉规格,对于直径为200mm的齿轮,每个区有15个工位,对于直径为100mm以内的齿轮,每个区有30个工位。按照Unicase Master系统设定的生产节拍,左侧升降机构每放一个齿轮到加热室后,加热室内部的步进移料机构会将齿轮向前移动一个工位,下一步右侧升降机构会把加热室末端一个已完成加热的齿轮送到低压渗碳室。相同的生产节拍,齿轮被放到低压渗碳室后,步进移料机构会将齿轮向前移动一个工位,下一步按照图2中箭头表示的顺序,左侧升降机构将渗碳室左侧的一个齿轮送到扩散室。
每个齿轮在加热室中都是单独摆放,因此升温速度很快。西科沃克通过CFD模拟,计算得出单个齿轮在加热室中的升温曲线,如图4所示。从曲线图中可以看到直径190mm的齿轮,重约3kg,加热到1000℃只需800s。
主炉中的渗碳工艺采用了西科沃克公司非常成熟的低压渗碳技术,使用乙炔气作为渗碳介质,在真空环境下采用较低的渗碳压力对齿轮进行渗碳。相比于传统的可控气氛渗碳,低压渗碳技术能够精确控制碳势,确保齿轮的渗碳层深度,实现了工艺重现性。Unicase Master采用单件连续式生产,从而大大缩短了渗碳时间。而且,在渗碳过程中不会产生炭黑现象,齿轮表面光亮,节省了清洗工序。此外,低压渗碳工艺相比传统气氛渗碳能够节省大量原料气和能耗,降低温室气体排放,符合“绿色”加工的要求。
图5是单个齿轮在低压渗碳室和扩散室中的碳势和表面碳层深度曲线,齿轮被加热到1040℃,在低压渗碳室和渗碳扩散室中的通过时间为15min。
在扩散室中完成扩散的齿轮被输送到单独的全方位立体高压气淬系统——4D淬火。4D淬火单元是西科沃克公司设计研发的高精度气淬系统,它包括一个高压气淬室,压力最高可以达到20bar(1bar=105Pa),可以使用氮气或氩气作为冷却气体。气淬室中安装了特殊的模具,其形状和需要处理的齿轮外形相似,模具分为上下两部分,而且在模具的各个方向都安装有喷嘴。齿轮处于模具中间,气淬时冷却气体通过喷嘴从各个方向喷向齿轮,实现了对齿轮进行3D淬火,模具可以根据齿轮的大小进行方便的更换。

图4 单个齿轮加热曲线

图5 低压渗碳和扩散的碳势
同时,在淬火过程中,齿轮在模具中快速转动,从而实现了4D淬火工艺。淬火过程中全方位对齿轮进行冷却,保证了齿轮的冷却均匀性,从而严格的控制了齿轮变形。这种个性化设计的4D淬火单元可以根据齿轮的形状,大小任意布置喷嘴的位置,而且冷却气体的压力和流量可以任意调节,实现了对齿轮的位置和冷却速度的精确控制,优化了冷却过程。图6是西科沃克公司使用4D高压淬火工艺对齿轮进行热处理时获取的单个齿轮的冷却曲线,并通过CFD模拟得出的齿轮温度分布。
采用4D淬火工艺,提高了热处理的效率。图7是西科沃克公司通过试验获得的冷却速度,从图中可以看出,直径100mm、重0.7kg的齿轮在4D淬火系统中经过10s,温度从约900℃降低到400℃左右,冷却效率很高。
西科沃克公司使用现有的Unicase Master设备对附表中描述的两种齿轮进行了试生产,通过统计数据,可以看到对于直径200mm的齿轮,一年的产量可以达到50万件;对于直径100mm的齿轮,一年的产量可以达到100万件,这是传统的渗碳淬火工艺无法比拟的。

齿轮工艺参数及产量表
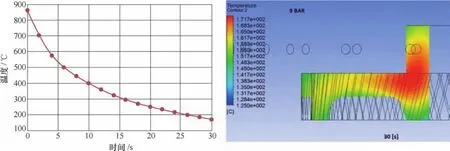
图6 单个齿轮的冷却曲线

图7 单个齿轮的冷却速度
齿轮在4D淬火系统中完成淬火后,输送机构将齿轮从4D淬火系统中取出放到后冷却单元进行冷却,再由输送机构放到回火系统中进行回火处理。回火系统也是自动化连续系统,回火完成的齿轮会自动输送到下一个冷却单元,将齿轮冷却到常温。这样单个齿轮的加热、渗碳、淬火、回火等一系列热处理过程在Unicase Master系统中自动完成。
3. 结语
Unicase Master单件连续式自动化热处理系统在相同的工艺条件下对独立的齿轮进行加热、低压渗碳,保证了齿轮的高精度和良好的重复性,而且每一个齿轮都可实现在线检测,每一个齿轮都具有可追溯性。Unicase Master采用低压渗碳和高压4D淬火工艺,处理后的齿轮表面光亮,可以不经过清洗、喷丸清理等工序,减少了后续的处理工序,有效地降低了生产成本。
4D淬火对每个齿轮采用相同的工艺,精确控制每个齿轮在淬火过程中的变形量,使每个齿轮经过4D淬火单元后具有相同的品质,实现了淬火工艺的再现性。
Unicase Master的先进技术和高效率、节能、环保、可靠的生产模式可以实现精益生产,也满足工业4.0的要求。此外,Unicase Master可以和上下游的加工制作工序进行连线,完成齿轮的加工和热处理的自动化连续生产,它将会成为汽车工业中齿轮生产的关键设备。
[1] 彭俊,周述积,楼芬丽.汽车渗碳齿轮用钢及热处理工艺的现状和发展趋势[J].热处理技术与装备,2007(2):4-6.
[2] 中国机械工程学会热处理学会.热处理手册第一卷工艺基础[M].北京:机械工业出版社,2008:311-323.
[3] 王建甫. 低压真空渗碳工艺浅述[J].建筑工程技术与设计,2014,32:1061-1100.
[4] 严韶云.低压真空渗碳——一种新的化学热处理技术[J].热处理,2001(1):31-33.
