某乘用车后排2/3座椅异响问题的研究与解决
2018-06-13冯东明陈维清
冯东明 陈维清
广汽乘用车 广东省广州市 510000
1 引言
车辆的NVH(Noise、Vibration、Harshness)问题,即噪声、振动和不舒适性,是研究车辆的噪声和振动对整车性能和舒适性的影响。顾客选择汽车时,往往会从品牌、动力、配置、经济性等各方面综合考虑,随着汽车制造技术的发展及汽车的普及,不同品牌汽车的使用性能和安全性能之间的差距越来越小,驾乘舒适性如振动和噪声则越来越受到顾客的重视与关注。
汽车座椅作为整车内饰系统的一个重要部件,座椅的舒适性在车辆的个性化设计中非常重要。座椅又是与乘客接触最为亲密的部件之一,顾客有更加直观敏锐的感受,因此汽车座椅是影响整车NVH的关键部件之一。本文以实际产品为例,针对车辆试制及量产时出现的后排座椅异响问题,详细介绍了其发生原因和解决措施,为实践中解决类似问题提供参考借鉴。

图2 绳索路
2 车辆座椅异响简介
2.1 异响机理分类
根据产生机理可以把异响分为3类:振动声、摩擦声和敲击声。异响的影响因素主要有装配精度、接触型面、尺寸公差和结构设计等。由于异响的判断具有较强的主观性而且很难精确模拟,因此异响问题一直是困扰整车厂的难题之一。
2.2 座椅结构说明
座椅部件包括坐垫、靠背、头枕、泡沫软垫、座椅骨架、减振机构、调节机构等。按发生部位的不同,座椅异响可分为头枕异响、骨架异响、靠背异响等。按产生机理的不同,座椅异响又可以分为座椅皮套与周边饰件的摩擦异响、座椅靠背与车身的撞击异响、减振机构的共振异响等。本文主要分析某乘用车后排座椅靠背与车身的动态碰撞异响。
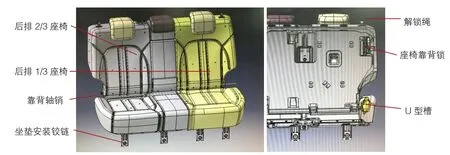
乘用车座椅设计一般分为前后两排,前2后3共5个座位。为了增大车辆可利用空间,后排座椅通常设计成可折叠式。如图1,某乘用车后排座椅由两部分组成,分别有1个座位和2个座位,习惯上称之为后排1/3座椅和后排2/3座椅,两个座椅可以独立活动。座椅坐垫与车身用铰链连接,可以翻转至竖直位置。座椅靠背通过轴销与U型槽的销孔间隙配合与车身连接,可以自由向前翻转至水平,用靠背锁与车身锁扣接触卡紧。使用时先把座椅坐垫翻至竖直,向上拉起解锁绳使座椅靠背锁脱离锁扣,再翻转靠背至水平位置,座椅靠背平铺在后车厢,从而腾出空间以供顾客装货。
3 后排座椅异响问题原因分析
3.1 异响主观客观评价
动态检证时,车辆以20Km/h在试车跑道绳索路、比利时路行驶,后排2/3座椅位置发出“嗒嗒嗒”的撞击异声。绳索路由多条平行的凸起钢条铺成,每两条之间有一定的间距,如图2;比利时路是用不规则石块铺成的凹凸不平坏路,如图3。
异响问题通常在试车跑道上进行主观评价测试,主要依靠检查员的听力和经验判断。为了使主观判断能够准确地评估异响,要确定异响的类型和等级,然后找出原因,再制定相应的解决办法。要求4位检查员对同一台后排座椅异响车辆进行路试,评价结果如表1。5.5分表示部分顾客不能接受。从主观评价结果来看,后排座椅异响问题需要整改。


表1 后排座椅异响主观评价表
3.2 后排座椅异响来源
车辆经过绳索路、比利时路颠簸抖动较大,座椅靠背和车身接触,会随车身产生一定幅度的振动。经验证,后排座椅靠背平放时异响消失,因此判定车辆颠簸时座椅靠背与车身接触发出碰撞异响。结合座椅结构分析,座椅靠背与车身连接点有两种,座椅靠背轴销与车身U型槽的间隙配合(图4)和靠背锁与车身锁扣的接触卡紧(图5)。下面将从这两种接触点详细分析。

图4 轴销间隙配合
3.2 靠背轴销与U型槽的间隙配合
要保证座椅的翻转功能,靠背轴销与U型槽只能是间隙配合。当座椅随车身振动时,有间隙的活动机构之间会相互碰撞,从而产生异响。U型槽作为座椅的安装定位点,有一定的精度要求,设计状态轴销与U型槽的配合间隙是3.5mm,座椅的翻转功能与间隙产生碰撞异响存在矛盾,要求有翻转功能,必然会有间隙,间隙又造成了车辆行驶时座椅颠簸异响,结构设计上存在异响风险。
此外U型槽精度也是影响因素。测量U型槽孔位,Y正方向偏2.2-2.7mm,X负方向偏1.4-1.9mm,如图6,对现状不利(颜色越深精度越差)。
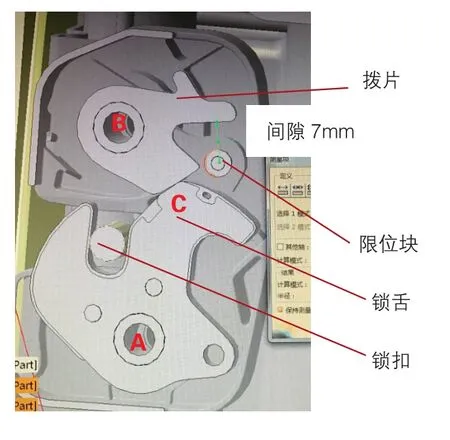
图5 座椅锁接触卡紧(Y向视图)

图6 U型槽孔位精度

图7 后排座椅靠背

图8 靠背锁夹紧Z向视图
3.3 靠背锁与锁扣的接触卡紧
静态敲击座椅靠背模拟试车跑道路况(绳索路、比利时路),锁扣位置发出相同的“嗒嗒嗒”异响。在锁扣表面贴一层耐磨胶布,静态敲击和试车跑道上异响均消失,说明车辆颠簸时座椅锁与锁扣也会产生碰撞异响。
座椅锁设计状态如图5,靠背锁锁舌与拨片的相对位置可以简化为两个偏心凸轮的运动,锁舌围绕中心A转动时,拨片以B为中心随之转动,二者旋转方向一致,接触点C不断变化。座椅锁卡紧锁扣时,锁舌张开角度最大,拨片被顶起,此时拨片与限位块达到最大间隙7mm。锁舌顺时针转动时,拨片与限位块间隙逐渐减小,直到零贴。
拆下异响车辆后排座椅皮套,发现锁拨片与限位块零贴。试车跑道上随着车辆颠簸,拨片和限位块在零贴接触与不接触状态不断变化,发出“嗒…嗒…”的金属碰撞异响。如果拨片与限位块有一定的间隙,即使拨片颠簸窜动,也不会与限位块接触,不会产生异响,因此拨片与限位块的间隙问题是解决靠背锁与锁扣碰撞异响的关键。
分析靠背锁与锁扣问题,需要进一步了解靠背锁夹紧原理。如图7,后排座椅靠背与竖直方向有一定倾斜夹角,在靠背自身重力的作用下,锁扣卡进靠背锁,锁体、锁舌与锁扣的接触点M、N两点受力,夹紧锁扣。此时座椅锁拨片与限位块的间隙7mm,座椅靠背无异响,如图8。锁壁和锁舌另一端的P点与锁扣不接触。
拨片和限位块零贴影响因素主要有零件控制、车身精度、装配环节和结构设计等。将异响车辆后排2/3座椅安装在车身综合检具,座椅锁拨片与限位块间隙从0变成2mm,说明后排座椅总成的间隙贡献量5mm,车身总成的间隙贡献量2mm(标准7mm)。
装配环节包括装配规范和装配工装的执行。ABA换装实验排除不同装配人员对装配结果的影响。工装方面,前期导入该车型时,没有固定夹具定位后排座椅锁扣,导致锁扣Y向存在波动,后来设计一个简易型手持夹具进行定位,如图9。由于长期使用该夹具进行工装,夹具有一定的磨损,厚度从15mm磨损到13mm,导致锁扣Y正方向偏差2mm,直接影响锁扣的安装精度。
零件控制方面主要是座椅总成和锁扣精度。座椅总成精度表现为靠背锁安装面精度,如图10。设计要求靠背锁安装面与靠背骨架平面夹角90+/-1度,测量异响车辆两平面夹角91.9度,偏差1.9度。如图11,座椅锁与锁扣倾斜受力接触,存在夹不紧情况。对比发现,异响车辆的锁扣有一定弧度,而正常车辆的锁扣很平整,如图8,零件的一致性不佳。平直状态时,靠背锁A/B处与锁扣是面接触,圆角状态时,靠背锁A/B处与锁扣是点接触,受力不平衡,锁扣容易晃动,碰撞发出异响。
车身精度方面,主要影响是锁扣安装孔和后排座椅安装孔精度。测量发现右侧安装孔Y负方向偏差0.03mm,孔的位置居中,精度OK;左侧安装孔Y负方向偏差3.2mm,对左侧锁扣精度不利。后排座椅安装孔Y向精度,前端1孔Y向-0.3mm,2孔Y向0.7mm,3孔Y向-0.2mm,4孔Y向0.16mm,4个孔Y向最大偏差值在0.7mm,对现状不利。其余3个孔Y向都在0.2~0.3mm之间,对现状无贡献。

图9 手持夹具Y向视

图10 座椅安装平面夹角


图12 后排2/3座椅异响影响因素
3.4 后排座椅异响原因总结
通过上述分析,后排2/3座椅异响来源有两个:轴套松动响和锁扣碰撞响。轴套松动响的影响因素是设计上无法避免的间隙问题和U型槽孔位精度。锁扣碰撞响的影响因素有座椅靠背的骨架角度、锁扣精度、工装夹具磨损、锁扣和座椅安装孔精度,如图12。
4 后排座椅异响问题解决方法
针对后排座椅异响问题产生的原因,采用以下办法能取得比较好的效果。
(1)针对轴套松动响问题,解决方向是在保证座椅靠背正常翻转的前提下尽量减小座椅轴销与U型槽的间隙。可以再轴套上贴棉,避免座椅轴销与U型槽直接接触,从而解决此异响问题。
(2)针对锁扣碰撞响问题,主要解决方法是对座椅靠背骨架角度、锁扣型面、锁扣安装孔、座椅安装孔等精度的过程控制管理、工装夹具的定期保养等等。
座椅靠背的骨架角度设计要求90+/-1度,分析发现靠背锁与锁扣接触点的相对位置影响夹紧程度。靠背锁安装面与靠背骨架平面成锐角时,靠背锁与锁扣三点接触,彼此形成稳定的受力三角形,夹紧效果更好。因此对座椅靠背的骨架角度进行偏差管理,将靠背平面夹角从90+/-1度调整到89+/-1度。
对于锁扣安装夹具磨损,对夹具磨损位置补焊2mm,修复磨损面,并制定定期保养计划。对于锁扣型面弧度,调整设备把锁扣从圆弧状态调整至平直状态,改善后锁扣三坐标扫描精度OK。
另外修正定位夹具,优化锁扣安装孔、座椅安装孔位精度,通过以上工艺和设计结构上的改进,经过路试验证,有效降低了后排座椅靠背异响问题。
5 结语
座椅靠背异响问题由于涉及的零部件较多,系统分析比较复杂,当遇到此类异响问题时总会觉得千头万绪,无从下手。面对这样涉及多个零件的复杂系统问题,利用树状图对影响因素逐一验证是比较行之有效的方法。本文从后排座椅的结构分析,罗列了影响座椅靠背异响的影响因素逐一进行分析,希望为后续车型开发设计提供参考。
