浅论汽车起重机五臂缩臂绳防脱槽工艺控制
2018-06-12孙懊博柴书杰赵河林安秋兰
孙懊博 柴书杰 赵河林 安秋兰
1.河南森源重工有限公司 河南省长葛市 461500 2.中机科(北京)车辆检测工程研究院有限公司 北京市 102100
1 加工过程的工艺控制
1.1 机加工艺控制
由于3节臂臂头钢丝绳固定点与5节臂臂尾钢丝绳固定点,需位于4臂尾滑轮槽中心面形成的平面内,所以4节臂尾2个滑轮槽加工时先折弯,后割孔。2孔中心定位,因为3节臂头绳座固定板属于中心定位。两孔需要有粗糙度要求12.5,焊接时焊缝不得影响孔面粗糙度。孔切割时将毛面留在臂头侧,见图1。
1.2 焊接工艺控制
焊接前检查接口处应无毛刺,如有,应清除后再焊接。严格控制4臂尾滑轮座尺寸(焊接尺寸),即图2中620-0.5尺寸,该尺寸左右两边的加强板须平行。加强板焊接后矫正变形,与上平板垂直。
1.3 焊后加工工艺控制
滑轮座加工中心轴线圆柱度、相对于侧面的垂直度,还有相对于臂体上平面的平行度满足尺寸要求,重要度为A级,见图2。臂体焊接后,先进行抛丸,再进行加工,加工时6个孔同时进行,各平面基准选择正确,中立板设计时考虑加工刚度,若板厚较薄,则难以保证平行度,导致滑轮中心面不与上平面垂直,受力过程中易造成脱绳。
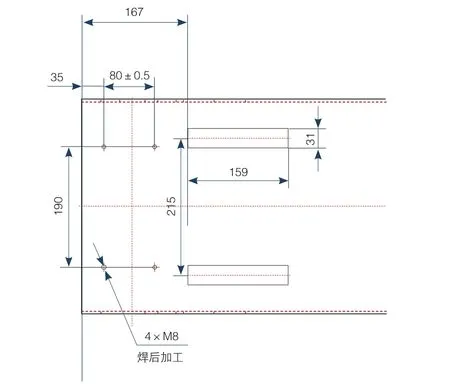
图1 滑轮槽加工控制
2 装配工艺控制
钢丝绳长度由设计保证,太长安装时预拉伸不到位。对5节臂缩臂绳预拉伸,位于3节臂头上的2根缩臂绳头螺母同时旋转,进行拉伸,当预紧到4节臂向外伸动时,停止,备上锁紧螺母。安装上尼龙滑块,调整上、侧面间隙。
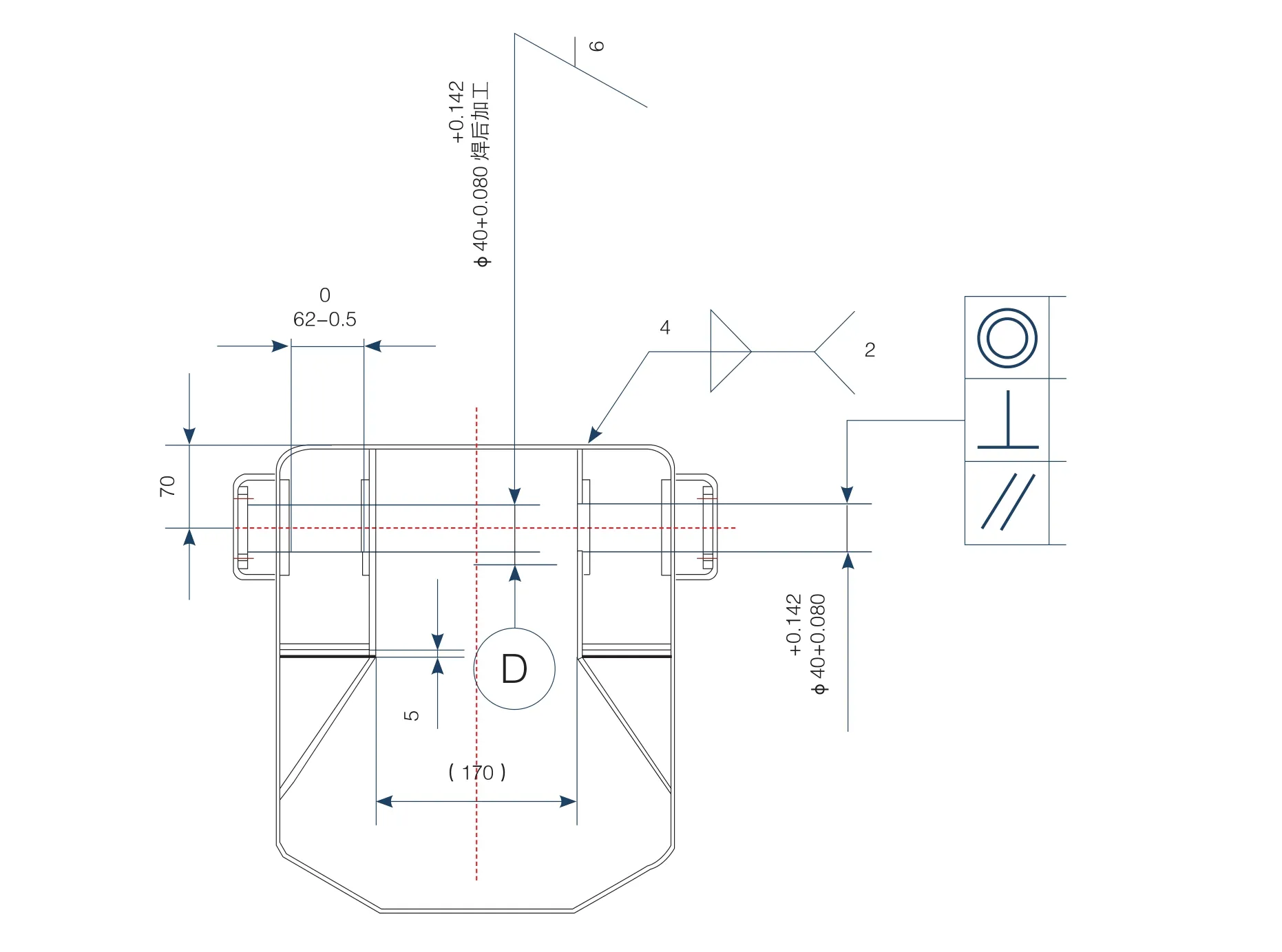
图2 四臂尾滑轮座
3 调试试验控制
将安装完成的起重臂,放置在大臂试验工装上,连接液压油管。伸缩进行排气,查看臂体是否有歪斜、干涉、异响出现。试验结束后对五臂缩臂绳进行复紧。
4 结语
本文简要地描述了在机加、焊接、装配、调试试验过程中涉及到影响五臂缩臂绳脱槽的工艺控制,经实践检验,该现象不再出现。
点评:婚姻的第一毒瘤就是托付心态。何谓托付心态?就是将自己的成功、快乐、幸福的权利交给外界来掌控。抱着这种心态的人,不会有成熟的关系。因为她会有“你应该为我打理好一切”、“你应该成为人上人”的妄念。这种妄念会导致她在风雨面前,不思进取、推卸责任、怨天尤人。正确的心态应该是:自己才是问题最好的解决者。在困难面前,做一个负责人的成年人,与他一起互相支持、共同成长,开创未来。