大跨度空间网壳结构体系钢结构工程施工质量控制
2018-06-05韦世妍
韦世妍
(广西建工集团第一建筑工程有限责任公司 广西 530001)
1 工程概况
巴中市综合体育馆位于巴中市北龛小区(图1),总建筑面积为60878m2。本工程钢结构主要由一圈环形桁架、网壳及上部两榀大型拱形装饰桁架组成(图2)。体育馆长134.4m,宽134.4m,钢结构由下部混凝土柱支撑,支座位置分布于环桁架下方及中间拱形装饰桁架下方位置。环桁架下方为36个支承点,装饰桁架下方为12个支撑点及4个拱脚,支撑点与拱脚节点均采用抗震球铰支座连接。网壳采用球型结构布局,主要为螺栓球节点,局部维焊接球节点,网格尺寸约4m×4m,网壳厚度大部分为3m。

图1 巴中市综合体育馆鸟瞰图
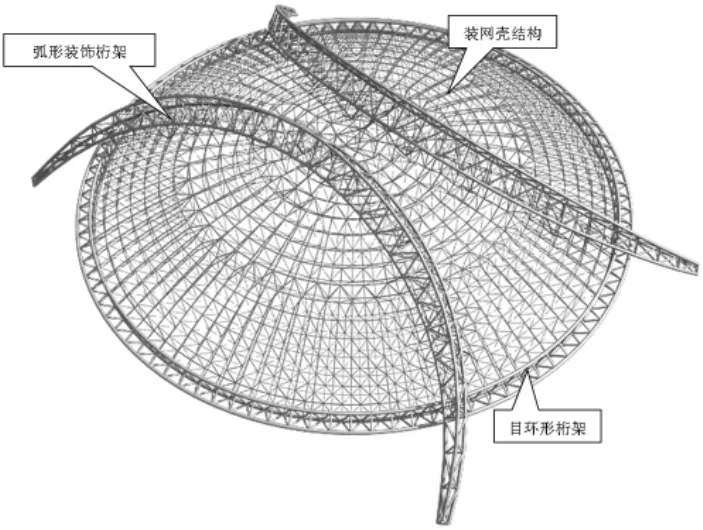
图2 网壳结构体系钢结构示意图
2 本工程施工特点及难点分析
2.1 制作加工难度高
本工程有约8000根杆件、1800个节点球,如此大数量杆件对从图纸深化到加工制作等各个环节均产生较大压力。因其杆件截面小,在制作精度上,对节点接头的角度、长度以及平面弯弧控制提出了较高要求。节点作为整个网壳关键的承受力和传递力结构,为确保结构安全,需要确保构件制作质量。为此,在进行构件加工之前,需要构建相应的三维模型,并对弯扭构件所有控制点对应的三维坐标进行准确计算,并以计算结果为依据,制作配套的预拼装和组装胎架。
2.2 现场安装精度控制难度高
由于本工程造型优美,风格独特,且工程杆件数量多,空间跨度大,网壳最大跨度约125m,安装强度高,采光顶网壳节点所在的空间位置各不相同,杆件的角度不同,致使网壳节点的牛腿方向各不相同,网壳结构有12个支座节点,通过34根支撑杆与网壳下弦球节点连接,支撑于混凝土柱顶,网壳上部通过44根支撑杆与网壳上弦28个节点球节点连接,托起上部装饰桁架结构,每一个构件加工完成后应在施工现场进行空中对接,因不同构件有不同的空间坐标,同时空间坐标属于三维坐标,所以对计算有很高的要求,在施工前还要进行现场放样,这使得测量工作不仅难度大而且工作量多。
2.3 施工现场焊接量大,要求高
常规设计一般采用焊接球或螺栓球节点,为保证建筑效果,设计采用六向交接焊接节点,节点上、下底板整板下料,机加工折弯,以确保网架结构平滑过渡(图3)。钢结构在施工现场完成拼装以后,不同构件应采用坡口全熔透焊接的方法,焊缝要达到相同的强度,根据一级焊缝的要求进行质量控制,这使得现场的焊接施工有很高质量要求,而且工作量很大,但实际的焊接环境却不理想。

图3 螺栓球及焊接球节点示意图
2.4 施工现场组织协调难度大
图纸深化时加大人工干预,编号按照区域、所位于网壳网格属性(弦杆还是腹杆)以及所在轴线位置等进行编号,并将相邻杆件捆扎打包,挂牢标牌号,发往现场;现场以满足一周吊装库存量为准,安排加工构件发运工作,减少现场堆放量。构件分区存放,且不得相互叠压。在对钢结构进行现场安装时,其它工种的施工一般也同时展开,这样做的目的是加快进度,缩短工期,但这会使现场组织与协调变得十分困难。
3 严格把好质量关
3.1 充分做好施工前准备阶段的质量控制
做好充分的技术准备工作能够达到事半功倍的效果,施工人员十分重视钢结构施工前的各项准备工作,重点围绕如何确保安装前准备阶段的质量控制,切实做好以下几方面的工作:
3.1.1 审查专业分包方的综合资质
本工程钢结构由专业施工单位负责分包,通过审查后发现这一施工单位的综合实力满足要求,具有相应的钢结构设计与施工资质,承接类似工程经验丰富,为施工提供有力保障和良好基础。
3.1.2 复核并会审设计详图
施工详图是进行钢结构制作的重要依据,在施工详图中需要明确各类构件的细节,包括所用材料、节点与焊缝,但对原设计图纸而言,通常都不具备此特征,需要以构件结构为依据,同时充分结合制作与安装施工基本要求进行细化,从而得到能转化为工程直接进行加工的详图。在本工程中,钢结构深化设计图主要由专业钢结构分包方负责,在完成相应的深化设计工作以后,首先,工程总承包方应积极督促专业钢结构分包方向原设计院提交相应的详图,由原设计院对深化设计图进行复核确认;其次,施工总承包方组织所有参建方对所得详图实施会审,重点审查详图是否对其它专业设置如预埋件、预埋板等方面的遗漏。
3.1.3 审查钢结构专项施工方案
钢结构专项施工方案,作为组织和指导施工作业的关键文件,工程总承包方需要对专项专业方案予以深入核查,主要是对专项方案的针对性、程序性与符合性进行重点审查。①按有关规定,危险性较大的分部、分项工程,在工程施工前还应在施工组织设计的基础上编制专项施工方案,超过一定规模的危险性较大的分部、分项工程,承包方还应组织专家对专项施工方案进行论证,故本工程钢结构专项施工方案必须进行专家认证;②专项施工方案编制必须充分考虑工程基本特点,并分析所处环境及管理方法,要有良好的可操作性;③符合性审查的内容为:与施组设计直接相关的结构受力、工艺方法、技术手段及安全措施等,必须符合国家有关强制性标准和规范。
3.1.4 审查施工作业人员资格及机械设备
主要是审查特殊工种施工人员特种作业证和技术等上岗证书,对本工程技术焊接工人要组织专门的培训及考试,熟悉不同的焊接设备、不同的焊接工位、不同的环境和各种不同的焊接工艺。本工程开始前对焊工及其他工种进行专门培训,并取得相应的资格证书或上岗证。对于超声波探伤人员必须持有中国机械工程学会无损检测学会的技术资格证书,设备审查主要是对关键设备所处状态进行检查,相关检修和保养记录完善与否等。
3.2 制作过程中的质量跟踪控制
在制作过程中,专职质检员必须对各个制作环节进行监督,如材料使用、机械设备运行状况、上岗人员变化、执行工艺指导书情况,以及操作方法等方面,实行跟踪监控。发现有违规和影响工程质量的情况,应立即要求改进和处理。
3.3 严格做好网壳结构安装的质量控制
空间网壳结构安装是钢结构工程中的重要环节之一,它主要包括网壳结构的定位、空中吊装、焊接以及涂装等。在现场安装中,施工人员应重点做好以下几方面工作:
3.3.1 网壳结构的定位放线、变形监测
定位放线主要包括:地面预拼装的定位、吊装焊接过程的空间定位、钢结构焊接后以及加载过程中的变形观测。审查测量方案是否合理,测量仪器是否在校准期内,使用的测量基线是否准确,定位放样计算是否正确。同时,还应对现场的测量基线、放样的轴线与标高进行复测,对变形进行严密监测。
3.3.2 焊接质量控制
(1)焊接工艺评定
构件加工制作前,对首次据本工程钢结构的设计节点形式、钢材类型、规格、采用的焊接方法、焊接位置等,制定焊接工艺评定方案,拟定相应的焊接工艺评定指导书,并按指导书要求指导焊工进行焊接工艺评定试件的施焊。然后由具有相应资质的检测单位进行检测试验,并出具焊接工艺评定报告(PQR)。根据焊接工艺评定报告(PQR)制定相应的焊接工艺规程(WPS),用于指导焊接施工。焊接工艺规程应详细的反应应用的各种焊接方法、接头形式、焊接位置、焊接参数、预热范围及温度、焊脚尺寸、层间温度控制、消除应力措施等各项必需要素。
(2)焊接变形控制
①在进行构件或组合构件的装配和部件间连接时,以及将部件焊接到构件上时,采用的工艺和顺序应使最终构件的变形和收缩最小。
②构件装配焊接时,应先焊预计有较大收缩量的接头,后焊预计收缩量较小的接头,接头应在尽可能小的拘束状态下焊接。
③对于预计有较大收缩或角变形的接头,可通过计算预估焊接收缩和角变形量的数值,在正式焊接前采用预留焊接收缩裕量或预置反变形方法控制收缩和变形。
④对于组合构件的每一组件,应在该组件焊到其它组件以前完成拼接;多组件构成的复合构件应采取分部组装焊接,分别矫正变形后再进行总装焊接的方法降低构件的变形。
⑤对于焊缝分布相对于构件的中性轴明显不对称的异形截面的构件,在满足设计计算要求的情况下,可采用增加或减少填充焊缝面积的方法或采用补偿加热的方法使构件的受热平衡,以降低构件的变形。
3.3.3 涂装质量控制
钢结构的防腐与耐久性与修护费用有直接关系,对钢结构的寿命与安全会造成影响。防腐处理主要分成以下两部分:①在加工制作完成,如喷砂除锈、底漆处理和中间漆处理;②在施工现场进行涂装,如焊缝防腐与面漆涂装,因现场的涂装条件相对较差,所以施工方必须严格控制,特别是对涂装环境温湿度控制、涂料配比控制、涂装时间控制、涂装厚度控制等。
4 结束语
大跨度空间网壳钢结构体系具有造型优美,风格独特、结构轻盈且工程质量易于保证。随着我国现代化大跨度空间网格技术的应用与发展,应用范围日益扩大,越来越多大型公共建筑尤其是大跨度空间网壳钢结构建筑已被广泛地应用到工业与民用建筑中。其施工质量直接关系到工程结构的安全,作为施工现场管理人员,需要熟悉掌握相应的各类施工规范,切实做好施工质量控制,在实际工作当中不断积累和总结经验,提高对大跨度空间网壳结构体系钢结构工程的专业管理能力。
[1]尹越,张文博,闫翔宇.天津商业大学新建体育馆屋盖环桁架拱支单层网壳结构分析与设计[J].建筑结构,2015,45(16):11~16.
[2]韩巍,齐欣,张学利.济南省会文化艺术中心(大剧院)结构设计[J].建筑结构,2013,43(17):48~53+8.
[3]陈彬磊,郭宇飞,张勇.深圳湾体育中心钢结构方案设计[J].建筑结构,2013,43(17):63~67.
