PeakVue技术在滚动轴承故障诊断中的应用
2018-06-02张军,陆晨
张 军,陆 晨
(兰州石化公司设备维修公司,甘肃兰州 730060)
0 引言
设备状态监测与故障诊断技术是一种了解和掌握设备运行状态,发现设备早期故障,确定故障部位,预测故障发展趋势的技术。
滚动轴承在旋转机械中发挥着重要作用。旋转机械的故障约有30%是因滚动轴承引起[1]。因此,在设备状态监测中,及时发现并正确判断轴承故障,对于预知性维修具有重要作用。PeakVue技术能够在单位时间内收集振动波形峰值,并对此进行分析,能依靠振动信号对轴承实现无损检测。通过PeakVue技术可以检测到机械振动的异常信号,对于早期轴承故障具有敏锐的判断能力。当因金属之间相互撞击产生应力波时,会由于正常撞击与出现部件缺陷撞击产生的应力波之间的差异,依靠PeakVue进行采集,获得其峰值及出现的周期,并转换成频谱进行分析,进而推知缺陷的类型和严重情况[2]。
1 PeakVue技术简介
PeakVue是Peak Value的缩写,即峰值的意思。PeakVue是一种测量金属部件上应力波运动的分析技术。应力波的产生与冲击、摩擦、疲劳断裂、润滑故障等等有关,可以在各种部件上产生,比如滚动轴承和齿轮。应力波在机器表面传播产生波纹,对运动传感器产生一个输入响应,比如加速度传感器。应力波属于短时瞬态事件,其持续时间从微秒到几毫秒,频率范围(1~15)kHz,甚至可以扩展到 50 kHz。PeakVue信号处理过程如下。
(1)高通滤波。PeakVue技术使用高通滤波器将低频高幅值的常规振动(不平衡、不对中、松动等)滤去,保留高频的应力波信号。
(2)高频采样。PeakVue使用一个固定的采样频率102.4 kHz,此采样率与最大分析频率无关。高频采样可以捕捉和分析非常高频率的应力波,对于一些低转速设备,其应用效果也很显著。
(3)峰值抽取和全波整流。PeakVue技术将一个采样周期内采集到的所有峰值数据点进行分组对比,并且每组抽取其中的最大值作为波形的一个数据点,直至分析所需要的全部波形数据点记录完成,之后再经过全波整流,便生成了分析需要的PeakVue波形。
(4)包络检波处理及FFT。将PeakVue时域波形信号通过包络检波器,提取出周期信号,经过快速傅立叶变换(FFT)处理,得到PeakVue频谱。
2 典型案例分析
兰州石化公司炼油厂500万t/年常减压装置泵P106/1(悬臂泵,型号:EAP50K3_315,转速:2950 r/min,功率:36.1 kW,介质:常一线油,温度:200℃)在运行过程中,巡检监测人员发现其非驱动端轴承有异响,对其进行振动监测分析(图1)。从图1看出,泵非驱动端振动值为1.913 mm/s,按照ISO 10816绝对振动标准,300kW以下的中型机器,振动值≤1.12 mm/s为优 秀 ,1.12 mm/s<振动值≤2.8 mm/s为良好,2.8 mm/s<振动值≤7.1 mm/s为可接受,7.1 mm/s<振动值为不可接受,需要停机。因此,按照振动速度有效值来判断,只能说明该泵整体运行良好,并不能准确判断轴承的运行状态是否良好。

图1 泵非驱动端速度频谱

图2 泵非驱动端加速度波形
从图2分析,非驱动端加速度波形存在周期性的冲击,且加速度幅值较大,说明该泵的内部结构部件有碰摩现象,可能是轴承缺陷导致,但从普通的波形中不能判断出缺陷的具体部位。
利用CSI2130的PeakVue技术,采集轴承运行过程中的应力波冲击峰值波形,将峰值波形转换为频谱,与轴承故障特征频率进行比对,便能准确判断出轴承故障部位,峰值波形还能直接反应故障严重程度。从图3看出,泵非驱动端轴承NU309E内圈故障频率BPFI=389.5Hz,及其2倍谐波频率,分别与PeakVue频谱图中的390.34 Hz,780.71 Hz线相吻合,并且在390.34Hz频率周围还存在转速频率49.77 Hz的边带,符合轴承内圈故障的频谱特征。进一步计算轴承NU309E的内圈特征频率。

图3 泵非驱动端PeakVue频谱

式中Z—— 滚动体个数
D— 轴承节径,mm
d— 滚动体平均直径,mm
∂— 接触角,0°
f—— 轴承内圈旋转频率,Hz
本例中,Z=13,D=72.5 mm,d=13.75 mm,∂=0°,f=49.77 Hz,将这些数值代入式(1),经过计算,NU309E型轴承内圈特征频率f(BPFI)约为387 Hz,与CSI轴承数据库中的NU309E型轴承内圈特征频率BPFI=389.50 Hz基本吻合。进一步判断该轴承内圈出现故障。
PeakVue技术优点之一是直接拾取金属冲击造成的脉冲峰值,并直接反映冲击大小[3]。从图4中看出,轴承冲击值(Pk+)达到了22.70 G's。对于转速为3000 r/min的转动设备,滚动轴承PeakVue波形的冲击幅值大约在30 G's左右,就能用肉眼观察到明显的故障缺陷[4]。轴承拆卸情况如图5所示,从实际拆检情况看,轴承内圈滚道表面有严重缺陷,存在明显的长条状压痕。
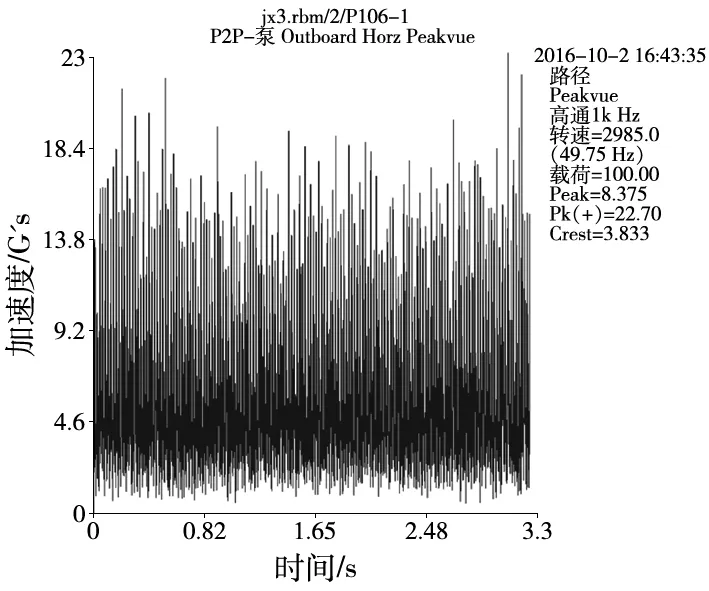
图4 泵非驱动端PeakVue时域图
检修后,从图6和图7看出,PeakVue频谱中轴承故障频率消失,波形中的冲击幅值明显降低,冲击值(Pk+)降低为2.65 G's,轴承运行情况良好。

图5 轴承内圈
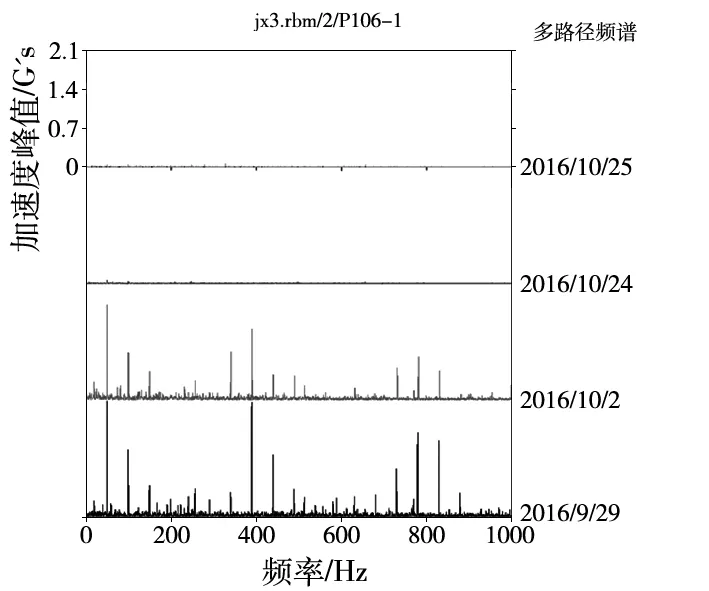
图6 检修前后泵非驱动端PeakVue频谱对比图

图7 检修后泵非驱动端PeakVue时域图
3 结束语
PeakVue技术是一种依靠应力波及时发现滚动轴承早期故障的技术。依靠判断PeakVue波形峰值的变化趋势,辅助以频谱分析、自相关分析,可以对轴承故障部位和故障严重程度做到准确判断,对轴承的使用寿命进行预测。PeakVue分析技术相较于速度频谱分析具有明显优势,对于及时排除设备故障隐患,降低检修成本,提高设备预知性维修具有重要作用。
[1]盛兆顺等.设备状态监测与故障诊断技术及应用[M].北京:化学工业出版社,2003.
[2]徐英博,韩东方,朱善安.基于Peakvue技术的轴承故障检测[J].传感器与微系统,2010(7):115-117,123.
[3]李建勤,胡玉荣,胡继辉,等.Peakvue技术在轴承故障诊断中的应用[J].中国设备工程,2012(1):17-19.
[4]陆晨.Peakvue技术在电机轴承故障诊断中的应用[J].设备管理与维修,2012(3):53-55.
