两种施工方案在纵向筋焊接设计中的差异
2018-05-30楼一鸣
楼一鸣,赵 菲
(上海振华重工(集团)股份有限公司,上海 200125)
0 引言
结合工业4.0生产要推广自动化的要求,为了改善产品质量,降低劳动强度,提高生产效率,对部分符合设计要求的钢结构部件进行焊缝设计的再优化。鉴于RTG(Rubber-Tyred Gantry Crane,轮胎式集装箱门式起重机)钢结构制作中长距离纵向筋以往一直采用的双面手工间断焊方式焊缝成型质量差、费时费力的实际情况,决定对此类纵向筋的焊接设计方案进行改进,推广单面自动连续焊焊接方式。
1 单面自动连续焊与双面手工间断焊的差异
对钢结构设计影响最大的主要为疲劳等级。在一些规范中,明确提及了自动焊与手工焊的比较、单面焊与双面焊的比较、连续焊与间断焊的比较。综合中外多份起重机或钢结构设计规范,从设计规范、技术等方面,对单面自动连续焊和双面手工间断焊方案的技术细节进行比较、分析。
1.1 自动焊与手工焊的比较
《EN 1993 1-9—2005 Eurocode 3 Design of steel structure》中,明确了平板件和机械连接接头的构造细节及相关描述。手工焊接方式有2种:①从两侧进行的自动角焊或对接焊,有起弧/熄弧位置;②从单边进行的自动对接焊,利用连续背衬板施工,但无起弧/熄弧位置。构造细节如图1所示。112为该疲劳细节的200万循环许用疲劳应力幅,即表示在此应力幅值范围内,当前疲劳细节可认为使用200万次不损坏。
自动焊接方式也有2种:①手工角焊或对接焊;②从单边进行的手工或自动对接焊,尤其适用于箱梁结构。构造细节如图2所示。该焊接方式疲劳细节的200万循环许用疲劳应力幅为100。
上述2种焊接方式的第一步骤的差异在于自动焊和手工焊,对比自动焊/手工焊许用疲劳应力幅结果为112/100=112%。因此,自动焊明显优于手工焊。

图1 手工焊接方式
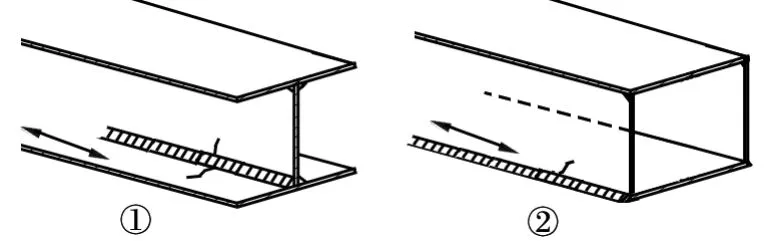
图2 自动焊接方式
1.2 单面焊与双面焊的比较
同样,对于单面焊与双面焊,EN 1993—2005也明确规定。例如,图2中的2种焊接方法,分别属双面角焊缝及单面角焊缝,但在图示应力方向(主梁板内应力方向)的情况下,同属同一等级。因此,单面焊与双面焊在此条件下为同等设计。
1.3 连续焊与间断焊的比较
关于连续焊与间断焊的比较,在国家标准、FEM(欧洲机械搬运协会标准)、BS(British Standard,英国标准)、EN(欧洲标准)的规范中都有提及。
国家标准《GB 3811—2008起重机设计规范》和欧洲机械搬运协会标准《FEM 1.001/3—1987起重机械设计规范》,对连续焊与间断焊的描述不尽相同。前者的描述为:焊缝平行于力的方向,将加劲肋焊接到连续主构件上,焊缝端头相等于10倍厚度的长度上为角焊缝,且经打磨以避免出现应力集中;焊缝平行于力的方向,用间断角焊缝或用焊在缺口间的角焊缝将加劲肋固定到连续主构件上(图3)。
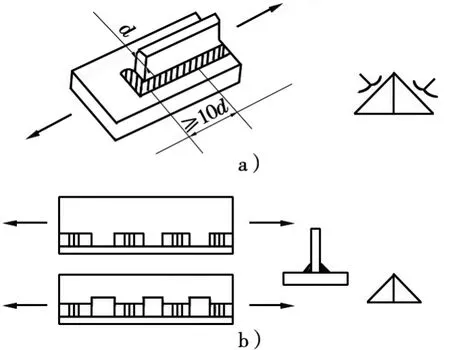
图3 平板件和机械连接接头的自动焊接方式
后者的描述为:平行于应力方向的连续焊接筋板,端部为特殊质量的角焊缝,长度超过10倍筋板厚度,打磨避免应力集中;平行于应力方向的连续焊接筋板,采用间断焊或交叉间断焊。
但是因为两者采用了统一的理论体系,所以结论是一致的。
在这两份标准中,对于筋板采用连续焊还是间断焊给出的设计分组为同一组。
在英国标准BS 5400-4—1990中,连续的筋板焊缝为D类,而间断焊缝的起熄弧位置为E类焊缝,因此,连续焊缝优于间断焊缝。
在EN 1993—2005中,对于连续焊与间断焊的比较如图2和图4所示。其中,图4的焊接方法为纵向间断角焊缝,焊接方式的细节类别为80。两种方式差异主要在于连续焊和间断焊,对比连续/间断焊许用疲劳应力幅结果为100/80=125%。因此,连续焊明显优于间断焊。
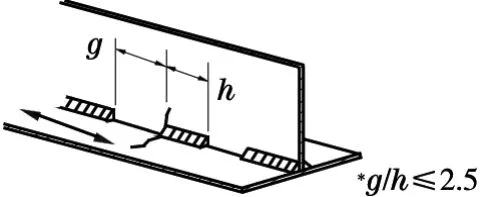
图4 纵向间断角焊缝的焊接方式
由上述比较可知,自动/手动=112/100=112%,单面/双面=100/100=100%,连续/间断=100/80=125%。因此,自动单面连续焊/手动双面间断焊=112% ×100% ×125%=140%。在规范有明确数值差异提示的前提下,采用单面自动连续焊相比双面手工间断焊具有40%的额外的设计疲劳安全裕度。
2 单面自动连续焊与双面手工间断焊的技术差异
单面自动连续焊与双面手工间断焊的优缺点如表1所示。

表1 单面自动连续焊与双面手工间断焊的优缺点
现在,自动焊机的焊接方式主要有平吸式和侧吸式2种,均为主流工业产品,简单可靠。常用的自动角焊小车如图5所示。
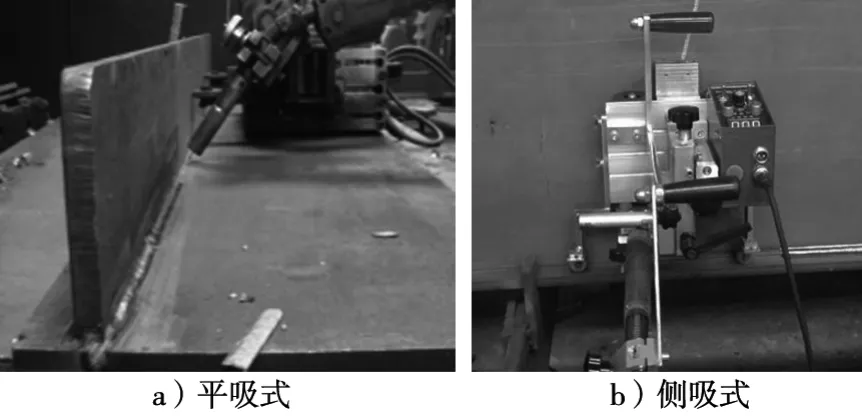
图5 自动角焊小车
3 结论
在钢结构构件中,推广单面自动连续焊接有多个设计规范的理论支持,还有疲劳寿命的数理支持、现场施工的操作支持以及焊缝成品的质量支持等有利因素。因此,具备施工条件的情况下,如果想提升产品的质量和美誉度,建议实施单面自动连续焊接。
[1]全国起重机械标准化技术委员会.GB 3811—2008起重机设计规范[S].北京:中国标准出版社,2008.
[2]EN 1993 1-9 2005 Eurocode 3 Design of steel structure[S].2005.
[3]欧洲机械搬运协会.FEM 1.001/3-1987,起重机械设计规范[S].1987.
[4]BS 5400-4-1990 Steel,concrete and composite bridges-Part10:Codeof practice[S].1990.
