尺寸链在动车组装配工艺中的应用研究
2018-05-30官长松周建源
官长松,周建源
(中车青岛四方机车车辆股份有限公司,山东 青岛 266111)
随着高速动车组的快速发展,各种新车型不断出现,不断变化的列车配套设施也要求施工人员掌握不同的装配工艺方法。本文从现车施工角度出发,以实际安装工艺问题为例,探讨尺寸链理论在动车组装配工艺中的应用。
动车组包含部件较多,每个部件都有专属的安装和定位尺寸,同时与别的部件之间产生尺寸联系和影响。如果某个零件制造或安装过程中产生较大尺寸误差,将会导致部件之间闪缝不均、抗磨,甚至根本无法安装,有些关键尺寸误差还会影响列车的正常运行,所以,在动车组内装施工过程中,了解各个尺寸之间的关系和影响因素至关重要。尺寸链的定义就是各种线性尺寸和尺寸间的夹角所构成的闭合回路。利用尺寸链可以将独立的尺寸归纳到几何图形关系中进行分析和计算[1]。
1 尺寸链理论的作用
尺寸链在动车组内装施工过程中的作用主要有如下几个方面[2]。
1)尺寸转化。在动车组装配现车施工过程中,单个部件安装完毕后,某些定位配合尺寸往往由于空间限制而无法直接测量,质检人员也无法验证安装是否合格,这时就需要利用尺寸链理论进行转化,以某一个或几个可以直接测量的尺寸作为封闭环,将其他需要保证的尺寸作为组成环,用组成环尺寸计算出封闭环尺寸,以方便施工和验证,同时为工艺文件提供理论依据。
2)优化加工装配工艺。根据尺寸链理论,封闭环的上下偏差受各组成环的上下偏差影响,同时在封闭环上下偏差已经确定的情况下,可以根据概率理论来优化组成环的上下偏差,所以,在部件安装过程中,如果某个关键尺寸需要保证误差在一定范围内,就可以将这个尺寸作为封闭环,找出对该尺寸产生影响的其他尺寸关系作为组成环构建尺寸链,就可以优化组成环误差范围,求解满足条件的最大误差,在保证封闭环误差的前提下,将部件加工装配精度降到最低,以减小施工难度,节省时间和人力。
3)改善现车施工效率。对于现车施工人员来说,如果掌握了简单的尺寸链计算方法,就可以根据图样要求,在误差允许的范围内灵活调整各安装尺寸,以控制关键尺寸误差。这样,在施工过程中更有目的性,同时也提高了施工效率。
2 侧拉门安装尺寸链分析
动车组侧拉门系统是列车的关键结构之一,关系到动车组的行车安全,所以在侧拉门及其附件的安装过程中,对安装和定位尺寸要求非常严格。
侧拉门在安装时有2个关键点:一是沿车体纵向中心线方向,开门时需达到一定的开度;二是沿车体横向中心线方向,关门以后压紧装置要保证压紧及密封。
2.1 侧拉门开门尺寸链
在沿车体纵向中心线方向,侧拉门的开关是否到位主要依靠开关门到位开关来判断,门板的运动距离主要受门机构气缸行程控制,同时可以通过门机构的安装位置进行微调。由于侧拉门附件较多,门机构的安装位置基本确定,门板与门机构的相对位置可以靠携门架罩板来调整。为方便分析,本文将门机构视为统一整体,主要研究车体制造误差、门机构安装及运动误差对门板开度的影响。门板安装示意图如图1所示。
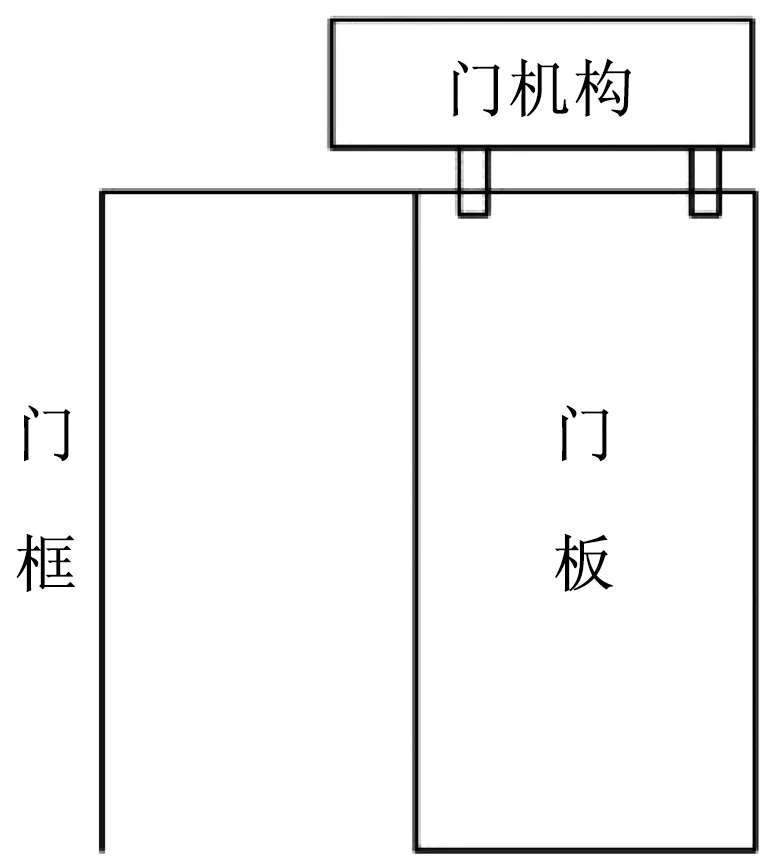
图1 门板安装示意图
假设门板关闭之后,两侧门板边缘超出门框的距离相同,均为S,门板完全打开之后,设车体门框与门板边缘的距离为A,门机构气缸总行程为L,门框宽度为D。开门尺寸链示意图如图2所示。

图2 开门尺寸链示意图
从现车施工角度出发,A尺寸比较容易掌控,所以将A作为封闭环。根据尺寸链理论可知:
A=D+S-L
2.2 侧拉门压紧尺寸链
在沿车体横向中心线方向,侧拉门的压紧装置安装在车体门立柱上,关门以后,压紧装置在气压作用下沿安装孔旋转将门板向外挤压,达到密封的效果。压紧密封效果受压紧装置及门板安装尺寸误差和车体制造误差等的影响,压紧装置本身的制造误差可以忽略不计。压紧前、后状态如图3所示。
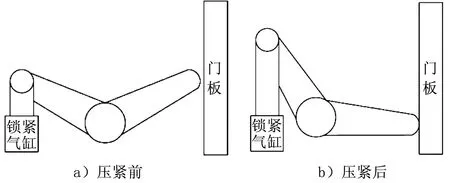
图3 压紧前、后状态
为方便计算,将压紧装置简化为一根直杆,长度为L。设O为压紧装置安装原点,O′为压紧之后与门板的接触点,A为压紧头与车体门框之间的距离,e为压紧后压紧装置与门板之间的夹角。各尺寸所构成的尺寸链示意图[3]如图4所示。

图4 压紧尺寸链示意图
如果将A作为封闭环,根据平面尺寸链计算方法[4]可得:
可以看出,如果忽略不计L误差,封闭环A的尺寸与压紧装置的初始安装角度也有关系,计算时将角度e默认为90°,但是在实际安装过程中,这个角度也有误差,应考虑在内。
3 卫生间模块安装定位尺寸链
动车组列车卫生间模块一般安装在每辆车的端部,施工时,先用钢板或地板革铺在地板上用做防护;然后将卫生间模块整体运送至安装位置;最后经过微调,使其定位尺寸满足要求。
在现车安装时,卫生间模块主要以到车体端墙外侧和车体纵向中心线的尺寸来定位,同时用激光经纬仪(或上部拉线的方式)校准盒子间立面是否与地板面垂直。卫生间模块多为玻璃钢材质,通过手工糊制而成,外表面比较粗糙,且形状不规则(见图5),所以模块安装定位尺寸多以内表面为基准。本文将卫生间模块简化为长方体。

图5 卫生间模块外表面
卫生间模块安装时的主要尺寸关系为模块本身尺寸与车体尺寸、定位尺寸之间的关系。卫生间模块俯视安装定位尺寸示意图如图6所示。设卫生间模块沿车体横向中心线方向长度为a1,与车体纵向中心线定位尺寸为a2,安装误差为a0;沿车体纵向中心线方向长度为b1,到车体端墙外侧定位尺寸为b2,安装误差为b0;车体纵向中心线到侧面界线尺寸为A,模块最外端到车体端部界线尺寸为B。

图6 卫生间模块俯视安装定位尺寸示意图
从车体纵向中心线方向所视侧视图如图7所示。设卫生间模块高度为H,垂直方向角度误差为e1,由于角度误差而产生的沿车体横向中心线方向的长度误差为d1。从车体横向中心线方向所视侧视图中误差与纵向一致,角度与长度误差分别以e2、d2表示。

图7 卫生间模块侧视安装定位尺寸示意图
由定位尺寸关系可以得出,沿车体横向中心线方向尺寸链为:
A=a1+a2+a0+d1
沿车体纵向中心线方向尺寸链为:
B=b1+b2+b0+d2
高度方向误差为:
d=Htane
4 尺寸链计算方法
尺寸链的计算方法主要有2种:极值法和概率法[5]。在这2种方法中,封闭环的基本尺寸计算方法一致,即各环的基本尺寸之和,增环为正,减环为负:
式中,A0为封闭环的名义尺寸;Ai为组成环的名义尺寸;θi为传递系数。
封闭环上下偏差计算公式为:
式中,ES0、EI0分别为封闭环上、下偏差;ESp、EIp分别为增环上、下偏差;ESq、EIq分别为减环上、下偏差;p为组成环中增环的个数;q为减环个数。
封闭环公差T0为:
式中,Ti为组成环公差。
用概率法计算时,封闭环的公差T0s为[6]:
式中,Tk为组成环公差。
在现车实际安装的过程中,定位误差多为人为和制造精度偏差造成,从大样本来看,可以看作呈随机正态分布[7];因此,各组成环都可以看作是一系列相互独立的随机变量。由于封闭环是由组成环综合累积产生的,因此,当组成环都符合正态分布规律时,封闭环也符合正态分布。根据概率理论原理可知,正态分布的概率图为钟型曲线,变量绝大部分可能出现的值都处在中间某一范围内,超出这一范围之后的取值概率极小。所以在实际运用中,用概率法更为合理[8]。
当某个具体部件定位尺寸的设计及工艺要求确定之后,定位尺寸的最大极限尺寸为Xmax,最小极限尺寸为Xmin,设该尺寸链中增环的尺寸为s1,s2,…,sm,减环的尺寸为t1,t2,…,tn。
根据封闭环的极限尺寸要求及封闭环计算方法可知,组成环尺寸应满足:
Xmin≤s1+…+sm-t1-…-tn≤Xmax
因此,可得定位尺寸误差能够满足要求的可靠度计算公式为[9]:
R=P{Xmin≤s1+…+sm-t1-…-tn≤Xmax}=
P{s1+…+sm-t1-…-tn≥Xmin}-
P{s1+…+sm-t1-…-tn≥Xmax}
为方便计算,设:
z1=s1+…+sm-t1-…-tn-Xmin
z2=s1+…+sm-t1-…-tn-Xmax
根据概率理论可得:
R=P{z1≥0}-P{z2≥0}
根据误差分布的规律,用对应的概率密度函数就可以求出实际定位尺寸误差满足安装要求的程度,即可靠度[10],相关计算过程本文不再赘述。
5 结语
本文探讨了尺寸链理论在动车组部件装配施工中的作用,以侧拉门系统和卫生间模块安装为例,简单分析了尺寸链指导工艺施工的方法和步骤,并对尺寸链的解算方法进行了介绍。分析证明,以尺寸链理论指导现车安装工艺具有可行性和有效性。
[1] 李焕英. 基于机械产品大量生产中的公差设计——尺寸链计算在装配中的应用[J]. 科技创新与应用, 2014(12):24-25.
[2] 王世伟,谭建荣,张树有. 平面尺寸链的设计和反求[J]. 中国机械工程, 2003(2):13-16, 3.
[3] 成刚虎,马建辉,卢秉恒. 平面尺寸链的矢量解法[J]. 机械设计与制造工程, 2002(4):21-22, 25.
[4] 成刚虎. 一类复杂平面尺寸链的计算[J]. 机床与液压, 2002(3):194-196.
[5] 金云光,杨邦安,班正逸,等. 基于尺寸链和正态分布的公差设计与评判[C]//面向未来的汽车与交通——2013中国汽车工程学会年会论文集精选. 北京:中国汽车工程学会,2013.
[6] 杨孔珠. 微分和概率理论在模具尺寸链计算中的应用分析[J]. 模具工业, 2013(1):34-37.
[7] 石玉娥. 关于工艺尺寸链计算问题探析[J]. 制造技术与机床, 2014(4):86-89.
[8] 阎艳,余美琼,王国新,等. 平面尺寸链公差分析算法研究[J]. 北京理工大学学报, 2011(7):799-802.
[9] 杜官将. 基于全微分法的平面尺寸链求解[J]. 机械制造与自动化, 2007(6):35-37.
[10] 余明浪. 应用全微分解平面尺寸链[J]. 机械工程与自动化, 2008(1):185-186.