某企业电镀生产线含氰废水处理系统升级改造实例
2018-05-24张亚甜
张 雷,赵 勇,张亚甜,朱 林,梁 阔
(首都航天机械有限公司, 北京 100076)
某企业因产品的特殊性,目前仍然采取有氰电镀技术,氰化物作为络合剂能保证镀液稳定,并且能使镀层具有较好的防腐蚀性能,不影响基础材料弹性,但是此镀液缺点是毒性大,不仅对人体健康产生危害,对环境的污染也很严重。人体直接接触氰化物会引起中毒,严重的甚至会导致死亡[1]。
含氰废水的处理,尽管方法很多,比如化学沉淀法、氧化还原法、电化学法、膜分离技术、离子交换法、蒸发浓缩法、生物处理技术、吸附法、光催化技术、重金属捕集剂等[2]。但在生产中,应用最多并经受住考验的仍为化学法。而其中应用最广的是碱性氯化法。国内目前已进行含氰废水处理的单位绝大部分采用这种方法。碱性氯化法是指在碱性条件下采用氯系氧化剂将氰化物氧化破坏而除去的方法。氯系氧化剂中采用较多的为次氯酸钠,次氯酸钠可以市售,也可电解氯化钠产生。
某企业电镀生产线含氰废水一直采用一段人工加药破氰方式进行处理,存在劳动强度大、破氰不完整、废水中金属离子不能有效处理等问题。本次升级改造,将现有一级人工破氰工艺改为两级破氰工艺,在破氰后端增加了金属离子捕集、沉淀、过滤和固液分离系统,使系统出水实现了主要污染物达标排放,从而保证了下端电镀废水处理站综合处理系统的稳定正常运行。通过本次改造,实现了含氰废水处理系统的自动运行,减轻了操作者劳动强度。
1 含氰废水的水质特点
含氰废水主要包括氰化镀铜、氰化镀锌、氰化镀镉和氰化镀银工艺过程中产生的漂洗废水和由此产生的含氰地面散水。废水水质情况见表1。

表1 电镀工段含氰废水污染物质量浓度范围及pH值
2 废水处理系统设计
2.1 废水处理系统处理能力
目前含氰废水产生量约1500 m3/a,设计按年处理2200 m3/a废水考虑,平均每月处理180 m3,处理系统设计处理能力为2.0~2.5 t/h。
2.2 废水处理系统组成
废水处理系统由氰去除装置、重金属去除装置、固液分离装置、配药及投药装置和自动控制系统五部分组成。
2.3 废水处理系统工作原理与处理流程
电镀工段氰化镀种生产线排放的含氰废水(包括含氰地面散水)汇集至室外含氰废水储水池,通过设备间废水提升泵送入含氰废水处理装置,一段破氰反应将pH值调整为大于11,投加次氯酸钠,反应终点用ORP仪控制在300 MV;二段破氰反应将pH值调整在7.5左右,投加次氯酸钠,反应终点用ORP仪控制在600~650 MV。破氰的同时,废水中络合的金属离子也发生沉淀反应,考虑镉离子和锌离子的特殊性,在破氰后端采用螯合沉淀法,即投加金属离子捕集剂,使废水中的金属离子在偏中性条件下完成沉淀反应,捕集剂的投加量通过ORP仪实现自动控制。出水再通过絮凝、沉淀作用完成固液分离,上清液通过过滤后,与其他电镀废水继续被处理;污泥通过板框压滤机压滤形成为泥饼装桶,压滤水返回调节池。反应方程式如下,工艺流程见图1。
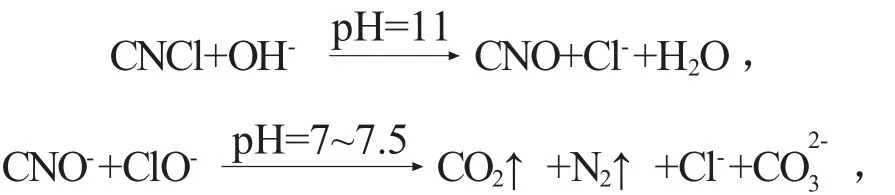
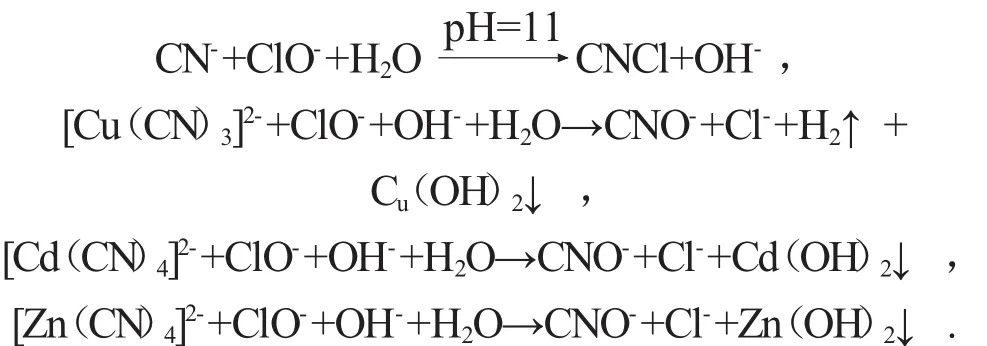
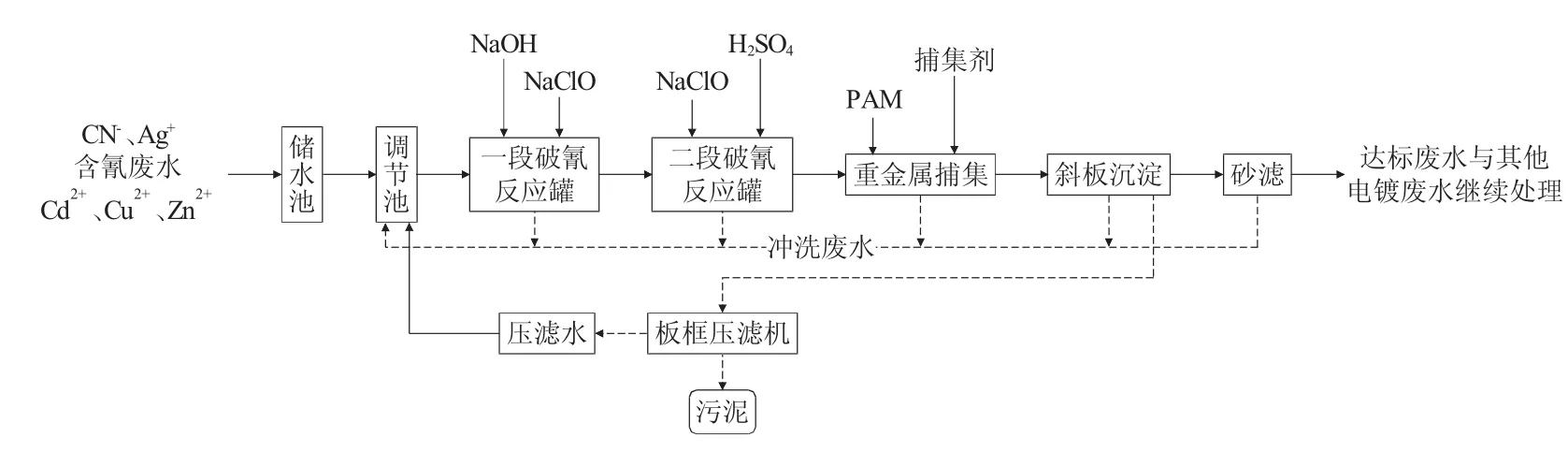
图1 含氰废水处理工艺流程图
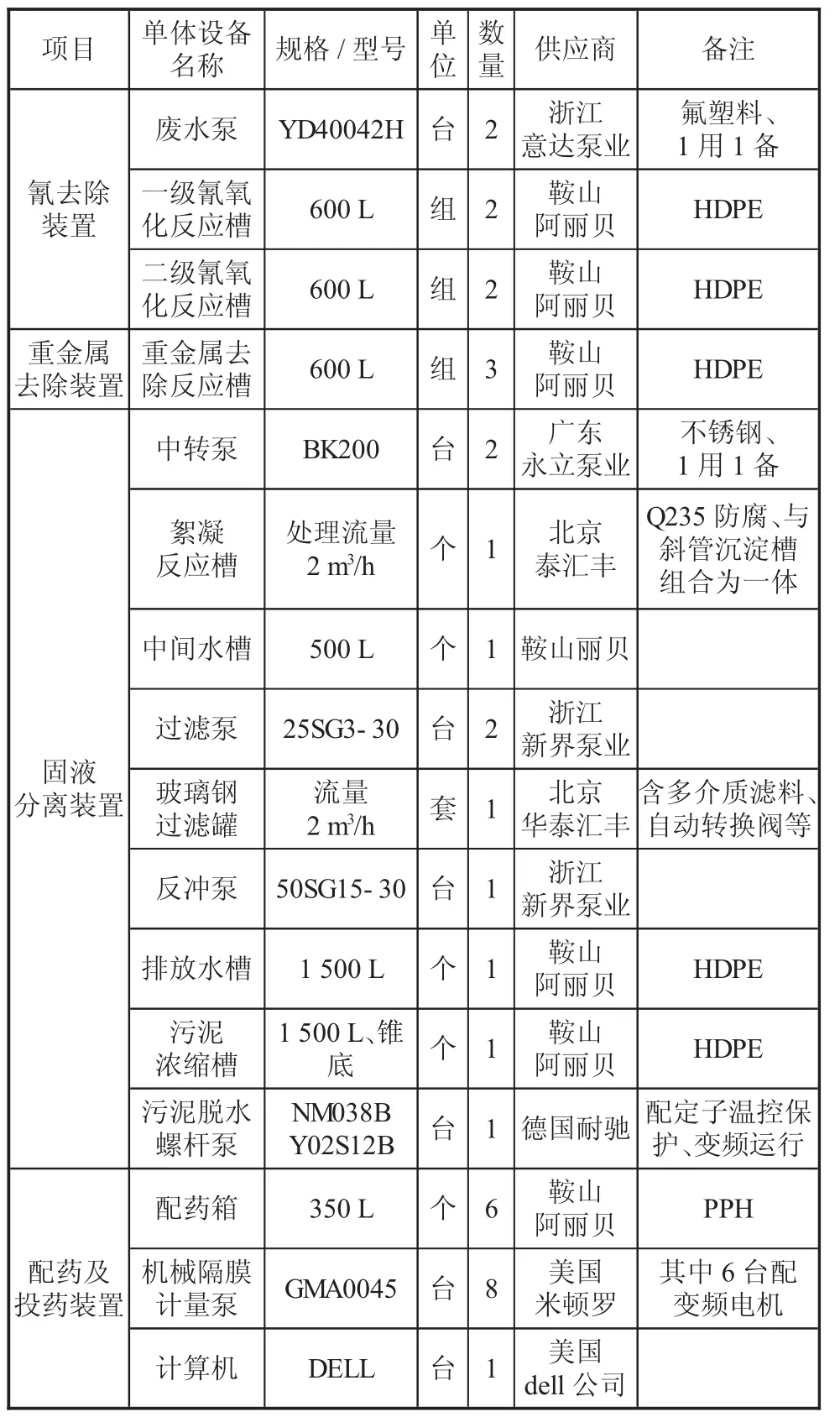
表2 废水处理系统主要设备配置清单
2.4 废水处理系统主要设备配置(见表2)
3 废水处理系统控制功能
3.1 控制系统
废水处理水量采用流量计量;酸碱、氧化剂、金属离子捕集剂的投加量采用pH计、ORP和调节阀等自动控制;储水池、调节池、加药罐液位采用超声波液位控制。所有运行控制参数传输至电脑控制界面。
控制系统分电脑界面自动控制(操作间)和现场手动(设备间)互切换双回路控制系统,并具有自动保护功能。
3.2 故障报警
根据生产特点,系统设置故障报警功能,包括:废水储水池高水位报警,信号传至电镀工段办公室;调节池高位报警、加药系统缺药报警、各泵体泵口电磁阀、不合格废水回流电磁阀故障报警等,信号传输至电脑控制界面。
3.3 电脑控制界面
在操作间电脑控制台对含氰废水进行正常操作,电脑控制界面包括以下内容:
1)含氰废水处理工艺流程界面,带各环节操作按钮,可实时显示各环节工作状态;
2)液位显示系统,可实时显示废水储水池、调节池、加药罐、次氯酸钠储存罐液位高低;
3)数据设定与显示系统,实现流量、pH值、ORP参数的设定与实时显示;
4)故障报警系统,实现各泵体、电磁阀故障报警和加药罐缺药报警等;
5)历史数据查询系统,查询系统某日运行处理水量、累计处理水量等。
4 运行效果分析
由表3可知,废水处理系统排水中各项污染物均达到北京市《水污染物综合排放标准》(DB11/307—2013)的限值。
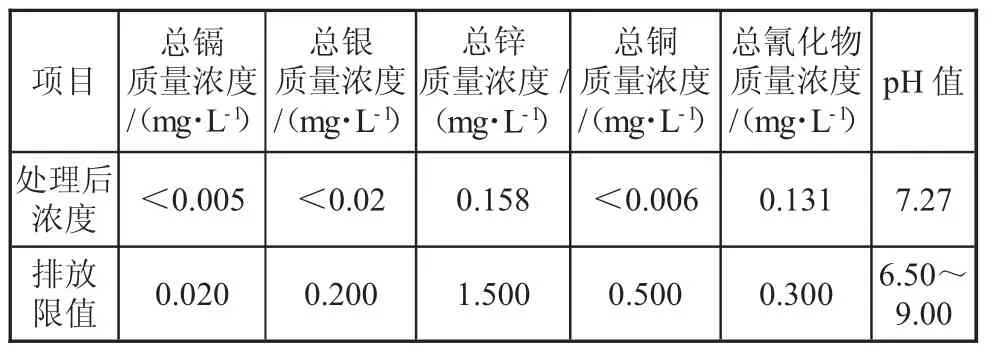
表3 废水监测数据统计表
5 结语
碱性氯化法处理含氰废水是一种最大众化的处理方法,我们根据工程实际情况,在破氰后端增加了金属离子捕集、沉淀、过滤和固液分离系统,使系统出水实现了主要污染物稳定达标排放,pH计、ORP和调节阀等自动控制和报警系统的应用,实现了含氰废水处理系统的自动运行,减轻了操作者劳动强度,使废水过程直观、易操作。随着国家对废水排放要求的不断提高,选择合理、有效的废水处理方法是实现工业废水达标排放的基本要求。含氰废水处理系统升级改造案例的实施及推广应用,解决了含氰废水对于后续其他电镀废水处理的影响问题,基本杜绝了水质超标的风险,履行了企业应尽的社会职责,有一定的应用前景。
[1]陈静.清洁生产技术在镀锌生产线上的应用[J].天津科技,2017,44(3):45-47;50.
[2]王天行,刘晓东,喻学敏.电镀废水处理技术研究现状及评述[J].电镀与涂饰,2017,36(9):493-500.
