沈阳裕景中心擦窗机维修施工方案
2018-05-24唐明明
唐明明
(中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000)
1 问题提出
擦窗机是高层建筑物外墙立面和采光屋面清洗、维护作业的常设专用设备,需根据建筑物的高度、立面及楼顶结构、承载、设备行走的有效空间,设计不同型式的擦窗机。擦窗机的选型与建筑设计及施工等密切相关,安全性和可靠性要求非常高。
沈阳裕景中心工程造型宏伟,外墙装饰高档幕墙,擦窗机设备为日后的外墙维护、清洁提供了便利和安全保障。擦窗机工程竣工后,现场其他施工还在进行中,由于现场疏忽引燃了楼顶防水材料,直接导致烧毁了擦窗机轨道约12m以及吊臂约7m,应业主要求立即更换擦窗机损毁件。本擦窗机维修工程中工程量清单如下:①更换I22b轨道12m;②更换CDG250SL擦窗机吊臂。
本工程的安装工作量比较大,且该工程属重点工程,工期也比较紧迫,为更好地完成本工程,特制定擦窗机安装方案,以确保优质、按时、安全地完成该工程的安装工程。
2 轨道安装及技术要求
2.1 轨道安装
1)放线工作 根据标高基准线放线确认轨道基础标高,再根据轨道基础与轴线的水平位置确认轨道的水平位置,将轨道进行放线定位处理。
2)轨道定位 在保证轨道整体标高要求前提下根据放线结果将轨道全部点焊定位;轨道轨距水平定位及整体标高经复测检验无误后与轨道基础埋件板进行焊接作业,保证轨道标高整体偏差在±10mm(相邻转接件±3mm),左右偏差在±10mm范围内。轨道完成后截面如图1所示。
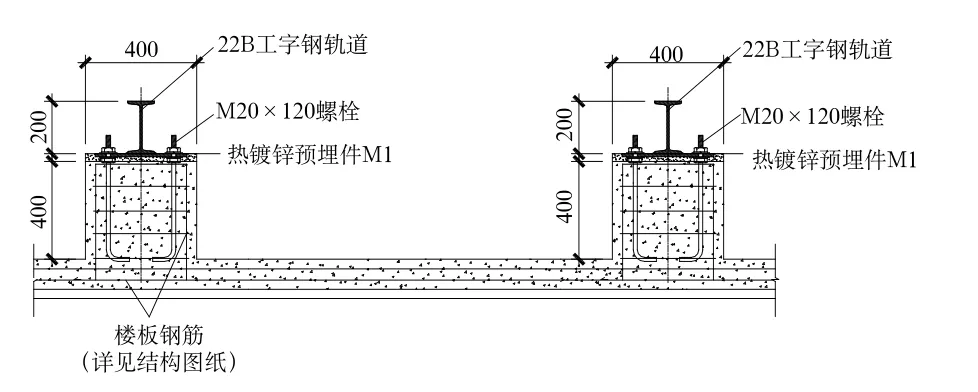
图1 轨道完成后截面
2.2 轨道安装技术要求
擦窗机轨道安装属于常规安装方式,主要有定位、调平、焊接及焊口处理4个步骤完成。
1)轨道定位 根据图纸尺寸要求确定水平位置后测录每个轨道与钢结构支撑处的标高,施工中可采用米尺、水平尺、水平仪等设备进行,并记录每个基座的数据做好标记。
2)调平 将轨道放置好后,对标高偏差大于+/-3mm的基础部分需要增加调平板,调整完毕达到要求后对轨道进行点焊处理;
3)焊接 对点焊完毕后的轨道进行复测,对超过误差范围的要进行纠正,保证轨道接口处的高度偏差小于2mm,左右偏差在小于2mm范围内;轨道6m范围内高度偏差在小于10mm,轨距偏差小于8mm范围内。保证轨道的平直一致后,进行轨道对接的焊接作业,轨道与支撑板的焊接、轨道对接处的焊接均为三级焊缝。焊接时使用直流400A焊机,应首先调整好电机的焊接电流为200~250A,采用J422型∅4.0焊条进行焊接作业,采用两遍焊接。第一遍焊接完毕后清除焊杂等后进行第二遍焊接,焊接必须保证较高的焊接质量,构件必须焊透,但不得有焊穿、夹杂、气孔等焊接缺陷。焊缝必须保证达到图纸要求的高度,表面美观不得有焊瘤等。
4)焊后表面处理 按照要求打磨需要打磨的焊缝位置,焊接打磨完毕待现场监理验收后,立即进行防锈及表面刷漆处理,将焊缝清除干净后刷第一遍防锈漆,油漆干透后进行第二遍防锈漆。同样处理方法,刷两遍银粉面漆。
轨道的安装质量应达到以下要求:①轨道任意6m内标高差不大于10mm;②轨距差不大于10mm;③上下轨道同一截面轨面标高差不大于6mm;④轨道接口上表面和翼缘应磨平,轨道接口错位不大于2mm;⑤焊接不得有夹渣、气孔、咬肉等缺陷,焊接高度不小于图纸要求;⑥轨道焊接部位应涂防锈底漆两遍后刷银粉漆各两遍。
3 擦窗机设备安拆
1)准备工作 此次吊装工作由自制起重工具完成,行业内称之为“扒杆”,主要由主杆、副杆、绳索和卷扬几部分组成。综合考虑更换部件运输和安装的便捷性,本次擦窗机吊臂为全新设计,主体由两节矩形钢管套接并由两个销轴连接而成(图2)。主臂尺寸为500mm×300mm×8mm,截面7.5m,副臂尺寸为400mm×250mm×6mm,截面5.5m,重合部分长恰好为1m,材质均为16Mn;而销轴材质为45号钢(调质HB217-255)。每个部件的重量都控制在1.3t以下,长度控制在8m以内。经计算,最大工作载荷工况下,每个部件材料的最大应力均小于材料的许用应力,强度满足要求,设计合理。

图2 吊臂连接处截面
2)安装顺序 擦窗机在现场的安装工作主要是销轴和螺栓连接工作,需要安拆配重、卷扬机构及吊臂,擦窗机垂直吊运及安装顺序为:垂直吊运新吊臂→拆卸配重及卷扬机构→拆卸吊臂→安装新吊臂→安装新配重及卷扬机构→安装吊篮。
3)安拆详述 ①拆除配重及卷扬机构前,吊臂及底盘要用钢丝绳或绑扎带固定在轨道或其他稳定的构筑物上,同时主回转电机、行走电机要吸合抱闸;②拆卸螺栓前,配重及卷扬机构要用吊索具稳定提吊,螺栓要间隔对称拆除,直至全部重量被起重器具承载;③利用起重器具,把拆下的配重及卷扬机构平稳地放置在屋面上;④解绑吊臂,同时要用吊索具稳定提吊,拆下两根吊臂销轴后,起吊把吊臂平稳地放置在屋面上;⑤利用起重器具把新主臂吊装就位,打入两根销轴把吊臂固定稳妥;再将副臂穿入主臂,并打入两根销轴固定稳妥;⑥利用起重器具把配重及卷扬机构吊装就位,螺栓组间隔对称施拧,分初拧和终拧固定稳妥;⑦接电调试,各动作无误后,安装吊篮。
4)安拆要求 在安装中将坚持严格控制产品质量的原则,保证按下列措施施工:①严格按照图纸和标准的要求安装; 所有配套件及外协件均应保证质量并进行试验,对有问题的必须进行调换,不合格的零部件绝对不能进入下一道工序;②每一道工序均设有质量自查和质量互查过程,安装完毕后的设备现场必须采取适当的保护措施,防止成品破坏;③现场质量管理措施应做到:施工现场必须有专职的质量检查负责人,质检人员有权对不符要求的提出返工,对不听指挥的提出停工整顿,各专业小组负责人要对自己负责的项目负直接责任,建立健全的质量奖罚制度,每天开工前或收工后对下一步工作应进行技术交底,加强管理人员和工人质量意识。
