Ti3Al2.5V/6063异种合金激光焊接头组织与性能
2018-05-23王程昊皇甫乐森马秋杰
王程昊,皇甫乐森,赵 勇,马秋杰,刘 川
(江苏科技大学 先进焊接技术省级重点实验室, 镇江 212003)
钛合金以其轻质,高比强度,高比刚度,优异的抗腐蚀性能,无磁等优异性能,被称为“海洋金属”[1].铝合金由于具有比重小、比强度高、易加工成形和无磁性、无低温转变等特点,在各类高速船舶、铁路车辆及各兵种武备建设中得到了日益广泛的运用[2].航空制造中采用Ti/Al异种合金构件可以实现减轻重量、降低成本,同时满足使用性能要求,因此其焊接工艺受到了广泛关注.但Ti和Al在物理、化学以及冶金性能方面存在较大的差异,采用传统的熔焊方法焊接时,接头内部容易形成较多的脆性金属间化合物[3-5],严重降低接头的性能.
目前异种合金焊接技术主要有钎焊、扩散焊等[6].但钎焊和扩散焊方法所获得的接头抗拉强度较低,无法实现大范围的应用.激光焊接时加热和冷却速度快,同时激光光束聚焦在很小的区域,可以精准地控制激光的加热位置,短时间内可以在接头处形成一个能量高度集中的局部加热区,进而控制界面反应,为异种合金的焊接提供了新的思路[7-8].
文中研究了不同光束偏移量对接头的组织及性能的影响,以求获得高质量接头的最佳焊接工艺参数,从而实现Ti/Al异种合金激光焊有效地连接.
1 试验
1.1 试验材料及设备
试验材料分别为Ti3Al2.5V钛合金和6063铝合金,板材厚度均为5 mm,其化学成分如表1.Ti3Al2.5V是α+β型钛合金,具有良好的韧性和塑性,组织性能稳定,拥有高强度、低密度、低弹性模量,以及极好的抗疲劳性和耐腐蚀性.6063铝合金属于Al-Mg-Si系合金,具有良好的加工性、抗腐蚀性及优良的可焊接性和挤出性,室温下抗拉强度Rm≥250 MPa.
焊接设备是IPG公司生产的YLS-6000-S2-TR光纤激光器,最大输出功率为6 kW,波长为1 070 nm,焊接过程由ABB机器人实现.

表1 Ti3Al2.5V和6063合金的化学成分Table 1 Chemical composition of Ti3Al2.5V and 6061 alloys
1.2 试验方法
接头形式为对接,焊接过程如图1.焊接时通过调整激光沿垂直于焊接方向偏转角度θ来控制Ti/Al合金熔池的形状,以防止焊缝中出现局部未熔合;通过调节光束偏移量来确定激光的加热位置,控制Ti/Al界面处不同金属的熔化量,从而实现异种合金界面处脆性金属化合物数量和形态的调控,提高接头的性能.前期试验表明,当激光聚焦在Al一侧时,由于铝合金属于高反材料,部分的激光被反射,形成的焊缝表面成形差,此外铝合金导热系数高、熔池凝固快及表面易形成致密的氧化膜等特点均会显著增加焊缝内产生气孔的倾向,因此本次试验光束均聚焦在Ti一侧.
前期钛合金激光自熔焊工艺优化试验表明,当焊接速度为1.2 m/min,光束偏转角θ=5°,激光功率P=4 kW时,焊缝正面成形美观,背面熔透良好,因此本次设计的焊接工艺参数如表2.
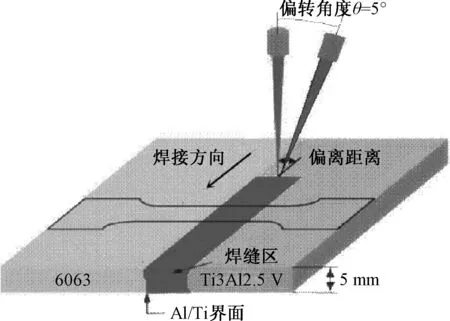
图1 激光焊接过程Fig.1 Schematic drawing of laser welding process表2 激光焊接工艺参数Table 2 Processing parameters of laser welding
激光功率P/kW光束偏移量D/mm光束偏转角θ/(°)焊接速度V/(m·min-1)40.70.80.91.051.2
焊后按照ASME 第IX 卷QW462.1标准进行拉伸试样的截取.拉伸试验在电子万能试验机上进行,温度为室温.采用OM、SEM、EDS观察和分析接头界面处的微观组织形貌及成分,从而阐明光束偏移量对接头组织和性能的影响.
2 试验结果及分析
2.1 光束偏移距离对焊缝接头成形的影响
如图2(a),当光束偏移量为0.7 mm时,在Ti/Al界面上的激光能量输入较大,界面处钛合金与铝合金熔化,熔池的搅拌作用致使形成参差不齐的Ti/Al熔焊界面,此时的接头形式是熔焊接头;随着光束偏移量增大,作用在界面处的激光能量输入减小,界面处一部分钛合金未熔形成厚度均匀的固体钛层.随着光束偏移距离的变大,固体钛层的厚度也在增加,形貌如图2(b)~(d).界面处铝合金由于熔点较低而熔化,铺展浸润在固体钛层上,形成钎焊接头.
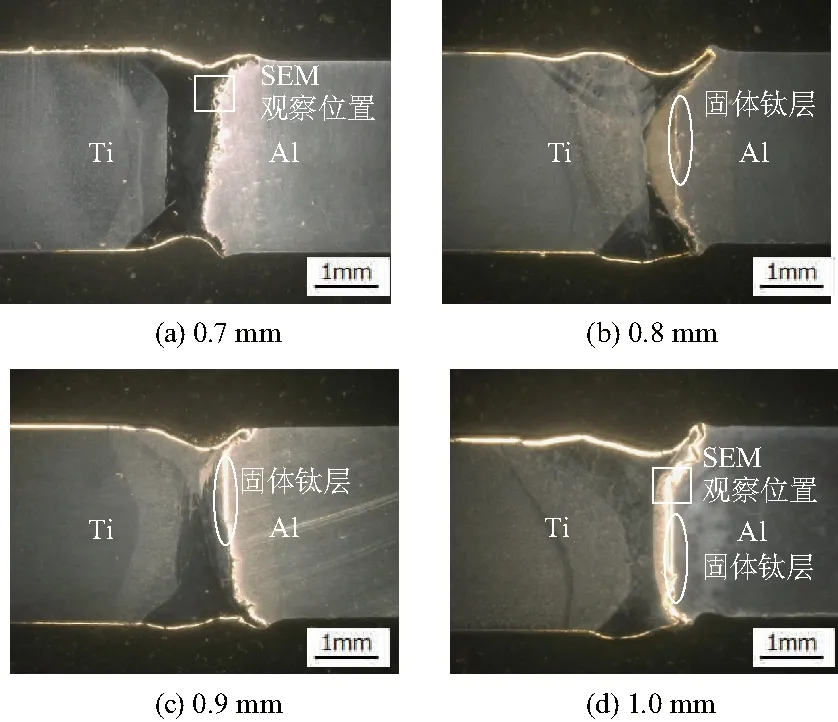
图2 不同光束偏移量下焊接接头宏观形貌Fig.2 Weld profile with various laser offset distance
2.2 光束偏移距离对焊缝接头微观组织的影响
图3(a)是光束偏移量为0.7 mm时界面的EDS线扫描分析结果.该条件下元素扩散区域较大,Ti元素的扩散相对Al较平缓.由于光束偏移量较小,输入的能量致使界面处钛合金熔化,熔化的钛合金与熔化的铝合金反应生成大量金属间化合物.
图3(b)是光束偏移量为1.0 mm时界面的EDS线扫描分析结果.该条件下元素扩散区域较小,约为10 μm,界面处Ti、Al两元素浓度出现明显的突变.异种合金间形成了较薄的金属间化合物层,从而得到了高质量的接头.

图3 接头界面元素分布Fig.3 Distribution of element in joint’s interface
为研究固体钛态层对元素扩散的影响,分别对光束偏移量为0.7 mm和1.0 mm的接头两侧取点进行能谱分析,其位置如图4.各个点的能谱分析如表3、4.
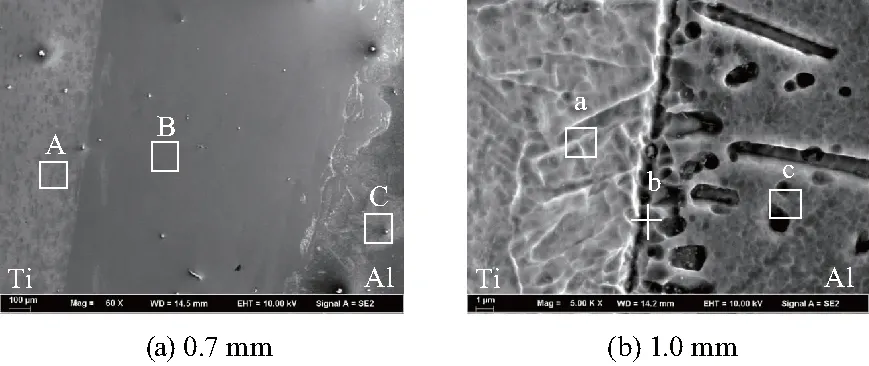
图4 接头能谱分析取点位置Fig.4 Selected positions in EDS analysis表3 图4(a)中不同区域的EDS分析Table 3 EDS analysis of different areas in Fig.4(a)

元素w(x)/%x/%ABCABCAl3.8375.4491.256.6063.4592.44Ti96.1724.568.7593.4036.557.56

表4 图4(b)中不同区域的EDS分析Table 4 EDS analysis of different areas in Fig.4(b)
通过对比可以发现,光束偏移量为0.7 mm时焊缝中两种合金反应明显,生成了大量金属间化合物.
进一步确认接头中生成金属间化合物的物相,对光束偏移量为0.7 mm的接头,采用X射线衍射(XRD)进行分析,结果如图5.
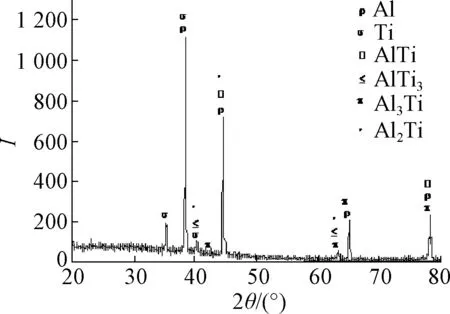
〗图5 光束偏移量为0.7 mm时断口XRD结果Fig.5 XRD result of fracture with 0.7 mmlaser offset distance
在D=0.7 mm时,界面热输入大,使得钛合金和铝合金熔化,在界面处发生剧烈的反应.如图5,界面中出现了Ti含量较高的AlTi, AlTi3和Ti,Al含量较高的Al2Ti、Al3Ti以及Al.根据Ti/Al相图可知在1 125℃左右时发生共析反应(αTi) ↔ Ti3Al+TiAl,当温度降低到990℃左右时会发生共析反应Ti2Al5↔ Al2Ti+Al3Ti.由于冷却速度快,以上反应没有足够的时间进行,因此焊缝中会出现一定量的Al和Ti.
根据上述分析再结合表3的数据可知,图4(a)中A点物相主要为Ti,B点物相主要为AlTi,C点物相主要为Al;结合表4的数据可知,在图4(b)中a点的物相主要为Ti、AlTi3,b点物相为Al2Ti,c点的物相为Al.
2.3 焊接接头性能测试及分析
图6为光束偏移量对接头抗拉强度的影响曲线.当光束偏移量为0.7 mm时,界面处生成大量脆性金属间化合物导致接头的抗拉强度降低.当光束偏移量增大时,界面处存在部分未熔化的钛合金形成固体钛层,从而大大减少了金属间化合物的生成,使接头的抗拉强度提高.

图6 光束偏移量对接头抗拉强度的影响曲线Fig.6 Strength of extension affectedby laser offset distance
拉伸断裂在接头熔合区附近处,断口的表面与板平面垂直.如图7(a),光束偏移量为0.7 mm时,观察断口微观形貌可以发现“河流花样”,故判断为脆性断裂,接头抗拉强度较低;如图7(b),光束偏移量为1.0 mm时,断口表面出现大量分布均匀的圆形韧窝,故接头属于韧性断裂,接头抗拉强度显著提高.

图7 接头断口微观形貌Fig.7 Fracture surface morphology
3 结论
(1) 在Ti/Al异种合金激光焊试验中,通过改变光束向钛合金一侧聚焦的偏移距离,控制界面处不同金属的熔化量,可实现异种合金界面处脆性金属化合物数量和形态的调控,提高接头的性能.
(2) 当光束偏移量为0.7 mm时,界面处钛合金、铝合金熔化并剧烈反应,生成大量金属间化合物,其成分主要为AlTi、AlTi3、Al2Ti、Al3Ti;此时接头断裂形式为脆断,抗拉强度较低.
(3) 随着光束偏移量的增加,Ti/Al界面处形成固体钛层,一定程度上降低了界面反应程度,有效控制了金属间化合物层厚度.此时接头断裂形式为韧断.当光束偏移量为1.0 mm时,接头的抗拉强度最大,达到132 MPa,为铝合金母材强度的53%.
参考文献(References)
[ 1 ] 王绍明,陈立庄,赵勇.TA2钛合金与5083铝合金电偶腐蚀行为和连接工艺的研究[J].江苏科技大学学报(自然科学版),2012,26(2):132-136
WANG Shaoming, CHEN Lizhuang, ZHAO Yong. Study on galvanic corrosion behaviors of TA2 titanium alloy & 5083 aluminum alloys and connection technology[J].Journal of Jiangsu University of Science and Technology: Natural Science Edition,2012,26(2):132-136.(in Chinese)
[ 2 ] 赵勇,付娟,张培磊,等. 焊接方法对6061铝合金接头性能影响的研究[J].江苏科技大学学报(自然科学版),2006,20(1):90-94.
ZHAO Yong, FU Juan, ZHANG Peilei, et al. Research on effect of welding ways on joint performance of aluminum alloy[J].Journal of Jiangsu University of Science and Technology(Natural Science Edition), 2006,20(1):90-94. (in Chinese)
[ 3 ] KENEVISI M S, MOUSAVI KHOIE S M, ALAEI M. Microstructural evaluation and mechanical properties of the diffusion bonded Al/Ti alloys joint[J]. Mechanics of Materials, 2013, 64: 69-75. DOI:10.1016/j.mechmat.2013.04.011.
[ 4 ] MIRJALILI M, SOLTANIEH M, MATSUURA K, et al. On the kinetics of TiAl3 intermetallic layer formation in the titanium and aluminum diffusion couple[J]. Intermetallics, 2013, 32: 297-302. DOI:10.1016/j.intermet.2012.08.017.
[ 5 ] GUPTA S P. Intermetallic compounds in diffusion couples of Ti with an Al-Si eutectic alloy[J]. Materials Characterization, 2002, 49(4): 321-330. DOI:10.1016/s1044-5803(02)00342-x.
[ 6 ] 陈树海. Ti/Al异种合金激光熔钎焊工艺与连接机理[D]. 哈尔滨工业大学, 2009.
[ 7 ] 封小松. 镀锌钢板激光填丝钎焊工艺与热过程数值模拟[D]. 哈尔滨工业大学, 2007:3-5.
[ 8 ] 韩宗杰, 薛松柏, 王俭辛, 等. 激光钎焊及其在表面组装技术中的应用[J]. 电焊机,2008,38(9):27-32.
HAN Zongjie, XUE Songbai, WANG Jianxin, et al. Laser soldering technology and it s application in STM[J].Electric Welding Machine,2008,38(9):27-32. (in Chinese)
