基于模糊PlD 混合布料控制系统的研究
2018-05-23韩一杰
韩一杰
(河钢唐钢自动化有限公司,河北 唐山 063000)
在冶金行业中,烧结生产在冶炼生产过程中占有重要地位,是炼铁生产的一个关键环节。烧结矿的质量直接影响炼铁的稳定运行,是保证高炉获得优质技术指标的关键所在。烧结是烧结矿生产的重要工序,烧结混合布料在烧结生产中,布料的厚度和均匀稳定程度直接影响着烧结矿的质量。同时,混合布料的好坏,对烧结机表面点火、热能的有效利用、风量的合理分布和料层的提高均有响应影响。料面平整均匀,可使混合料表面点火均匀、受热均衡,从而可减少煤气耗量,并有助于进一步提高料层,减少表层烧结矿的影响,提高烧结成品率。相反,若布料不当,料面凹凸不平,呈波浪状或出现局部堆积、局部拉沟等现象,都会使风从压力相对较小的地方大量抽出,造成点火热量的浪费,增大煤气消耗。此时,机尾烧结饼断面表现为红火层不整齐,局部过烧、局部夹生,烧结矿强度降低。
1 烧结混合模型
烧结混合料布料控制模型(SMFC)是一级控制模型,包括混合料厚度控制模型和混合料均匀布料控制模型。
混合料厚度控制模型用于在线控制混合料料槽的混合料流量,采用雷达料位计监视烧结机料层厚度,设有5个测量点,取其平均值作为控制模型的测量输入,与料厚给定值进行比较,控制器根据偏差值控制圆辊给料机速度,使通过圆辊给料机输出的混合料保持设定值,从而使烧结混合料的厚度保持恒定。混合料厚度控制模型如图1所示。
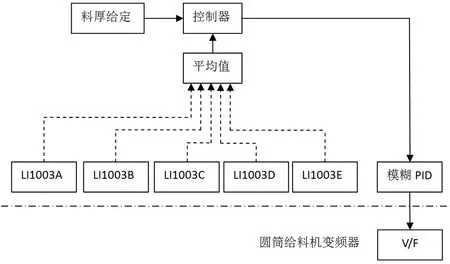
图1 混合料厚度控制模型
2 模糊PID控制器的设计
PID控制是最早作为自动闭环控制的策略之一,由于其算法简单、鲁棒性较好和较高的可靠性,被广泛的应用于工业过程控制领域,特别适用于精确数学模型的确定性系统。然而烧结混合布料系统具有非线性、时变性和滞后性,难以建立精确的数学模型,往往应用传统PID控制器不能达到理想的控制效果,在烧结混合布料系统中通常整定不良、性能欠佳,其适应性很差。基于上述情况,本文提出模糊PID控制算法。
2.1 模糊PID控制原理
模糊PID控制器由二维模糊控制器和传统PID控制器并联而成,即模糊PID控制的输出为传统PID控制器参数输入,用于对传统PID控制器参数的调整。其控制结构如图2所示。
模糊PID控制器以设定值与测量值的误差E和误差变化率EC作为模糊控制器的输入,运用模糊规则推理实时对PID控制器3个参数进行在线整定,实现被控对象的自适应控制。

表1 模糊控制规则表
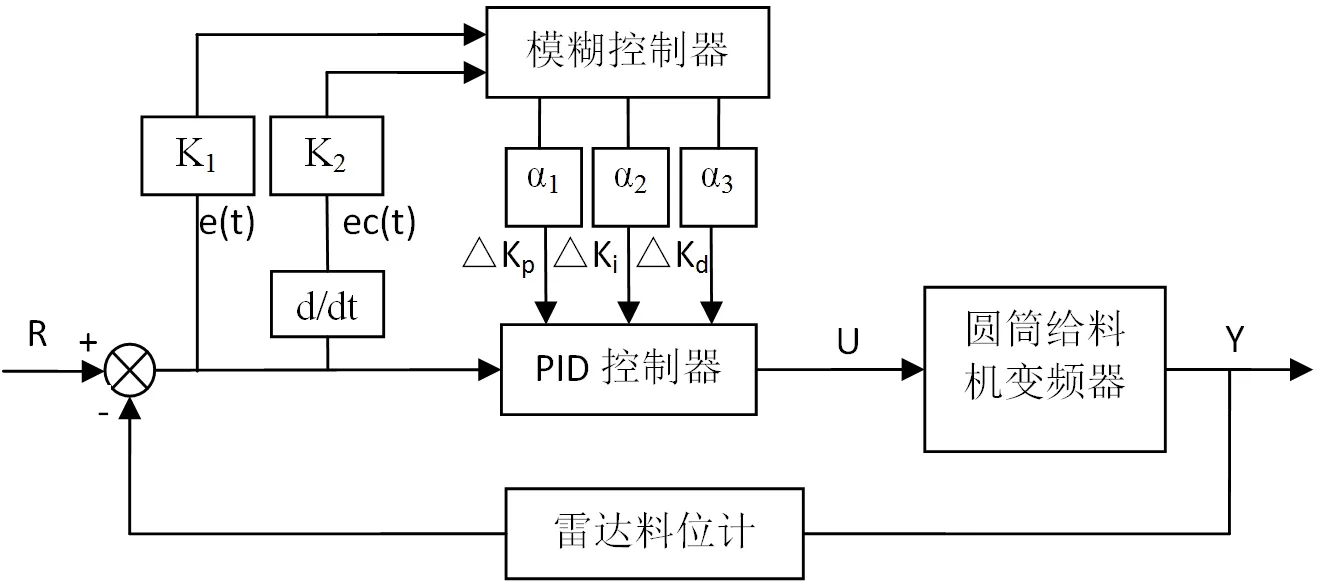
图2 模糊PID控制结构图
2.2 模糊PID控制器的设计
模糊控制器采用双输入三输出的多维模糊控制结构,对应P、I、D三个参数表现为三个双输入单输出的结构。本文选用混合料厚度的误差E和误差变化率EC作为模糊控制器的输入,误差E对应的论域为[-50,50],误差变化率EC对应的论域为[-3,3],取语言值均为[NB、NM、NS、ZO、PS、PM、PB]。模糊控制器的输出分别为P、I、D,P对应的论域为[-3, 3],I对应的论域为[-0.3,0.3],D对应的论域为[-0.3,0.3],语言值均采用[NB、NM、NS、ZO、PS、PM、PB]。
模糊控制规则依据相关资料和操作经验,总结出以下控制规则:
(1)当E和EC很大,E×EC>0,说明系统输出与设定值的偏差很大,而且系统正向着偏差增大的方向变化,系统误差进一步加大,此时P应选择大些,I和D选择应该小些。
(2)当E和EC很大,E×EC<0,虽然系统输出与设定值的偏差很大,但是系统正向着偏差减小的方向变化,系统误差将会逐渐减小,此时P维持较大值,I维持较小值,D选择中等大小。
(3)当E和EC中等大小,为了减弱系统振荡,确保系统的响应速度,此时P取较小值,I取中等大小,D维持中等大小。
(4)当E趋近于零,EC中等大小,系统输出与设定值偏差很小,此时P取0值,I取中等大小,D取0值。
总结以上经验,得出P、I、D三个参数整定的模糊控制规则如表1。
3 系统仿真
烧结混合布料系统由控制器、变频器、电气控制柜和异步电动机等设备组成。变频器和异步电动机可以等效为时间常数T的一阶惯性环节,电气控制柜和调节控制环节可以等效为比例环节,由于混合布料系统存在一定的滞后性,因此其等效模型为
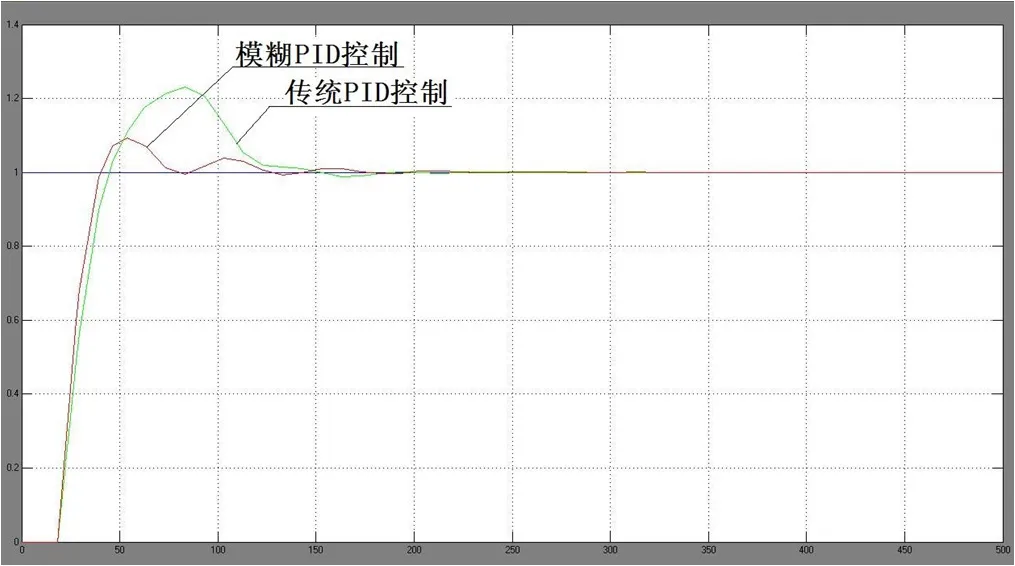
图3 系统阶跃信号响应仿真曲线

通过利用MATLAB中的控制系统工具箱和模糊逻辑工具箱,在Simulink环境下建立系统仿真模型,采用上述系统的开环传递函数。初始设定PID参数kp=1.3、ki=0.03、kd=0.02,输入单位阶跃信号,分别在传统PID控制和模糊PID控制下进行系统响应仿真,测得仿真曲线如图3所示。
分析图3响应曲线,两种控制方法的静态特性均较好,没有系统稳态误差,但在动态性能方面,传统PID控制下系统的超调量要远大于模糊PID控制,而且其调节时间也稍长于模糊PID控制器。综合比较,模糊PID控制在混合布料系统的控制效果要优于传统PID控制。
4 结语
烧结混合布料系统由于存在滞后性,采用传统PID控制器难以解决系统响应速度和超调量之间的矛盾。模糊PID控制通过结合模糊控制的快速响应性和鲁棒性,与传统PID控制组成新型控制器,实时在线调整PID控制器的三个参数,能过减小系统的调节时间和超调量,系统的动态性能得到较大的改善。
参考文献
[1]马荣芳,孙弘,尹凤.莱钢265m2烧结机布料系统的改进与实践[J].河南冶金,2011,19(2):35~ 37
[2]孙海涛,张巍.烧结混合料仓的均匀布料控制[J].矿业工程,2012,10(1):34~35
[3]宋婕,吴蔚,苗青.济钢烧结生产过程控制系统的开发与应用[J]. 冶金自动化,2004,(1):66-68.
[4]诸静.模糊控制原理与应用[M].北京:机械工业出版社,2005
[5]徐海芳. 烧结矿生产[M]. 北京: 化学工业出版社,2013.
[6]刘金琨.先进PID控制MATLAB仿真[M].第2版.北京:电子工业出版社,2006
