最新塑机用“机筒加热器”的特性分析
2018-05-18翟海波陈明华毕宏伟
翟海波,陈明华,毕宏伟
(上海锦珂塑胶科技有限公司,上海 20050)
塑料成型国民经济中的重要组成部分,塑料加工设备包括各种塑料机械,简称“塑机”,如注塑机、挤出机、吹塑机、中空成型等,其技术能级决定了塑料制品的档次。目前中国国内市场上高、中、低档次并存,种类繁多,应用类型层出不穷、更因注塑制品的不断丰富,专用设备不断衍生,评价塑机及其部件的指标通常包括:精度、效率、能耗、使用寿命、性价比等。下面针对塑机的关键部件“机筒加热器”进行了综合的分析,并特殊制作了测试显示装置,结合当今市场上应用的“料筒加热器”的几种最常见类型进行了对比、分析,期望能对塑机制造企业和塑机使用企业对先进技术和产品品质提升、降低能耗提供借鉴和参考。
1 “机筒加热器”的性能评价指标
“机筒加热器”是塑机塑化系统中重要“温度”控制执行的关键部件,对塑料原料的塑化质量、制品品质、产出效率、能耗和制造成本均有重要影响。所以,在塑机制造选用“机筒加热器”时需要兼顾以下因素,并综合评估。
1.1 温度精度
作为执行元件,“机筒加热器”执行控制系统对“原料温度”的控制,通常要求控制在±2℃,高标准在±1℃以内。“原料温度”会直接影响到塑化原料的流动性和塑化质量,对塑料加工成形过程工艺参数设置和制品的内、外在质量均产生直接的影响,高的温度精度执行部件是高品质、高合格率、高附加值产品的必备条件。
1.2 成型效率
同等机筒加热功率的“机筒加热器”,拥有快速的升温和降温速度,快速的响应控制系统的命令要求,是评价优劣的重要指标,高响应速度意味着具有高的成型效率,单位产出更大,单位成本更低,市场竞争力更强。
1.3 安全性
电气安全需完全符合国标要求,例如注塑机的设计,须满足GB22530—2008《橡胶塑料注射成型安全要求》 ,在额定条件下,机筒外部防护罩表面温度≤ 70℃。
1.4 能耗
同等机筒加热功率的“机筒加热器”,满足技术工艺温度要求,所消耗的电能越少,能耗越低,将决定是否符合未来低能耗、绿色制造的发展趋势,高效低能耗的“机筒加热器”将拥有极大的发展潜力与机遇。
1.5 寿命
“机筒加热器”作为塑机设备中的重要发热部件,发热温度越低,被氧化的程度越低,不易老化,意味着发热元件寿命更长,作为易损件的更换频率更低,生产稳定、维护成本越低、制造成本低。
1.6 性价比
高性能、低能耗、高寿命,便捷的安装结构,适宜的价格,符合未来低碳、绿色制造的高科技产品,将会是塑机用户更新换代的最佳选择。
2 同等条件下的各种加热器性能对比测试:特制测试装置与“机筒加热器”结构与参数
2.1 特制测试显示装置
基于以上对“机筒加热器”的需求,我们制作了特殊的测试显示装置,模拟塑机加工过程的“机筒加热器”的工作状况,可显示、观察、测试,用于比较、分析。该装置选用了市场上主要应用的四种“机筒加热器”:陶瓷加热器;陶瓷加热器+节能保温套;石英超导加热器;红外纳米节能加热器。配置了行业先进的“KEBA”触摸式显示屏的电脑控制系统,可实现高水准的PID机筒温度控制。此装置测试条件在同等工况条件,具有可见的比较特性,如曲线、柱状图、比例及数值,并可观察加热器加热丝的发热状况,外部配置防护罩,可参照注塑机安全标准,测试外壳表面温度;特殊匹配四组特殊K型热电偶可测试表芯温度以便检测温度梯度变化,见下图1显示装置示意图。
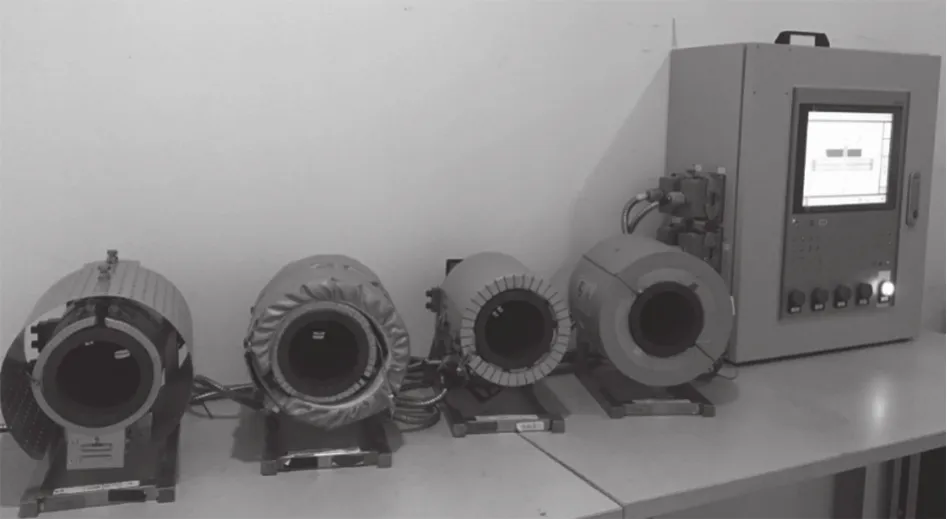
图1 显示装置示意图
2.2 四种“机筒加热器”
四种“机筒加热器”见图2陶瓷加热器、图3陶瓷加热器+保温套、图4石英超导加热器、图5红外纳米加热器及各种加热器功能参数见表1。
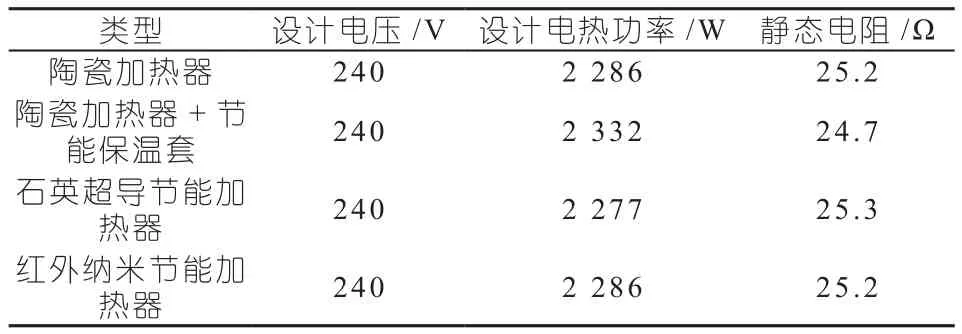
表1 各种加热器功能参数表
以下将根据测试显示装置,定性、定量分析以上四种“料筒加热器”的功能特点,以供用户的客观判断、选择。
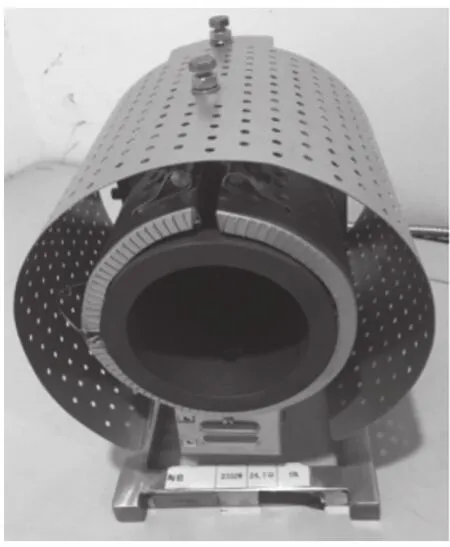
图2 陶瓷加热器
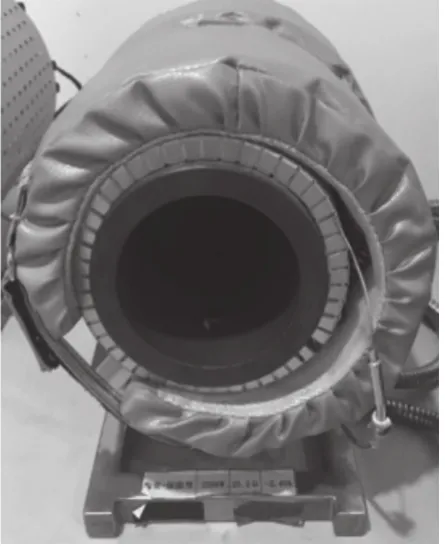
图3 陶瓷加热器+保温套
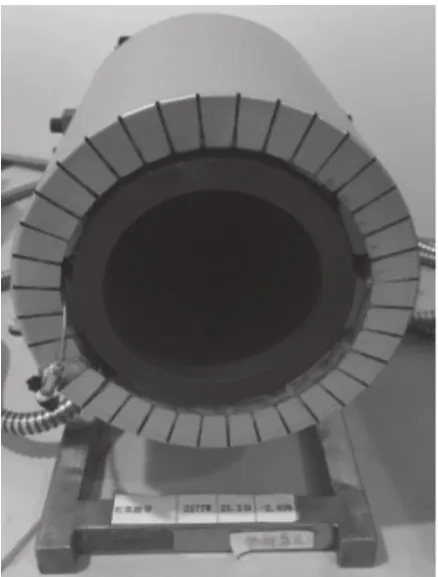
图4 石英超导加热器
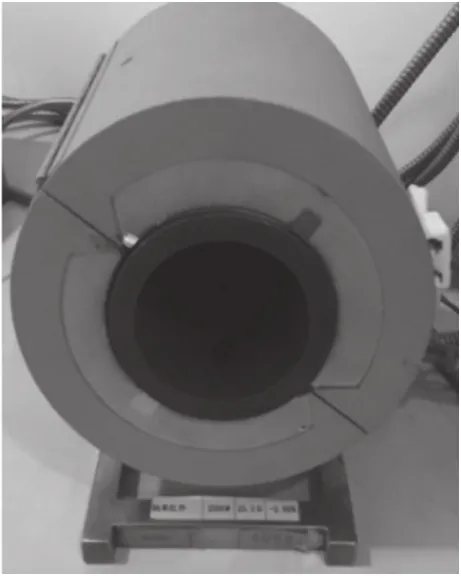
图5 红外纳米加热器
3 四种“机筒加热器”结构与原理分析
3.1 陶瓷加热器
因成本优势,市场上大部分塑机都在采用。用陶瓷条穿丝方式,发热体为圆丝绕成弹簧状穿入陶瓷条圈成,外罩采用不锈钢,中间采用高温隔热保温棉防止温度外泄。陶瓷条是高频陶瓷具有坚硬不易碎、高温不变形、不易老化等特点。
陶瓷加热器最大表面负载 6.5 W/cm2,特点是寿命长、耐高温,绝缘性高,导热慢,是目前注塑机、挤出机、吹膜机最适用的电加热产品。安装灵便,传热快,绝缘良好,制作不受型号和规格大小的限制等优点。缺点,热效率低和保温效果差,是内壁传递热能,而外壁的热量大部分散失到空气中,外表面的温度和工作设定温度保持相近,存在极大的热损失,料筒外罩表面温度高,安全性差,容易造成烫伤以及失火。
3.2 陶瓷加热器+保温套
在陶瓷加热器的基础上,节能方面采用耐高温布质材料,也可达到保温节能作用,但发热丝散热差,寿命低,易损坏。
3.3 红外加热器
红外加热器也叫做纳米红外电热圈、远红外加热圈等,工作原理是:电流在通过以特殊材料制成的石英加热管的加热丝时,加热管会辐射出一定波长的红外线,当红外线被物体吸收时,物体即被加热。红外辐射的热惯性极小而热效率高,利用短波、中波红外辐射技术,可以高密度、高能量、高强度地对工件(机筒)进行加热,以达到提高加热质量、缩短加热时间、节约加热能源,不足在于热量储存在较厚的保温层内,易温冲,控温精度有影响,对于热敏感工程塑料使用有局限。
3.4 石英超导节能加热器
石英超导节能加热器兼具:金属的超强导热性和远红外热辐射,采用石英透明绝缘、绝热材料,特殊制作的加热丝几乎看不到发红,完全具有远红外热辐射的高效特性,主要是波长1.6~4 μm左右的中波和波长大于4 μm的长波,均为人类肉眼不可看到的,相反可看到的可见光即短波的热效应差。远红外线只能穿透了原子分子的间隙中,而不能穿透到原子、分子的内部,会使原子、分子的振动加快、间距拉大,即增加热运动能量,从宏观上看,物质在融化、沸腾、汽化,但物质的本质(原子、分子本身)并没有发生改变,即远红外线的热效应。
同时,拥有特殊结构的超高效热传导金属材料,是陶瓷材料导热性的数十倍之多、兼具镜面反射的热量单向性,发热丝本体发热梯度极低,惯性小,温度控制精度高,寿命长;采用特效保温的材料,不需很厚层,可以保温节能,降低加热器表面温度,安全,防止烫伤;快速的升温效率、极低的升温和工作能耗,便利的安装结构和广泛的结构适应性,是目前最新技术的“机筒加热器”产品。
4 测试效果显示与分析
4.1 关于效率对比测试——升温时间及曲线
(1)测试条件
设定加热温度220℃,测试升温从50~200℃所用时间,见图6工艺温度设置图。
(2)测试结果
升温时间及比例,见图7升温能耗柱状图及比例图。
(3)升温曲线
石英超导节能加热器:用时 6 min;纳米远红外加热器:用时6.6 min;陶瓷加热器:用时8.1 min;陶瓷加热器+保温套:用时8.9 min。同样功率,石英超导节能加热器有效功率密度提高27%,热响应速度最快,加热升温效率最高,见图8。
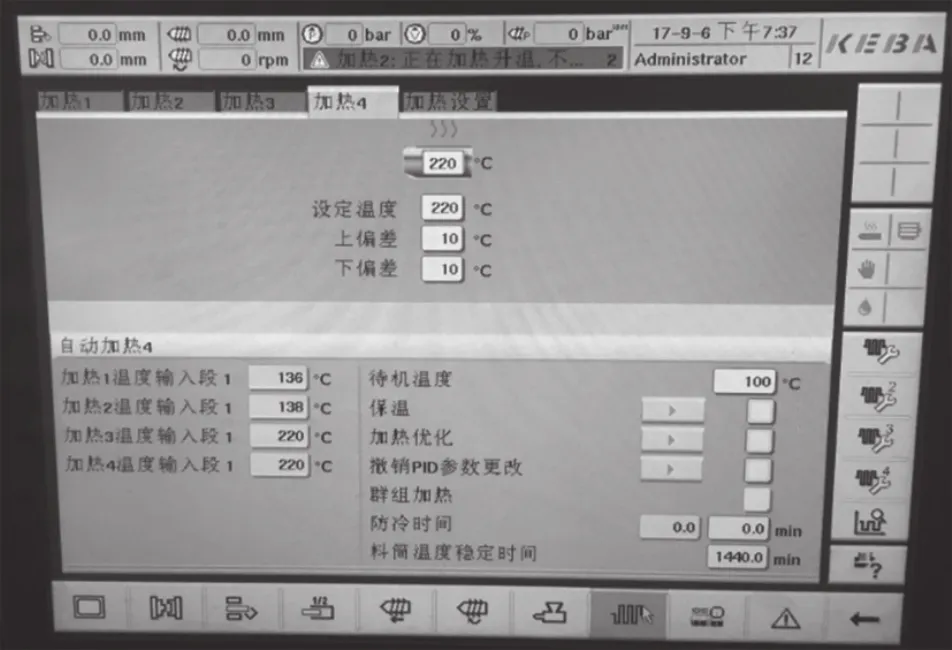
图6 工艺温度设置图
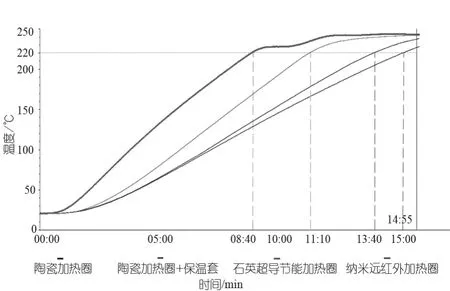
图8 升温曲线图
4.2 关于精度和工艺特性对比测试
(1)热辐射光波比较(目测)
图9红外光波中,波长1.6~4 μm左右的中波和波长大于4 μm的长波,均为人类肉眼不可看到的,热效应效果最佳,即对机筒的加热效果最好。石英超导加热器发热丝微暗红,可见光不多的红外发热,为远红外辐射热,热效率最高。
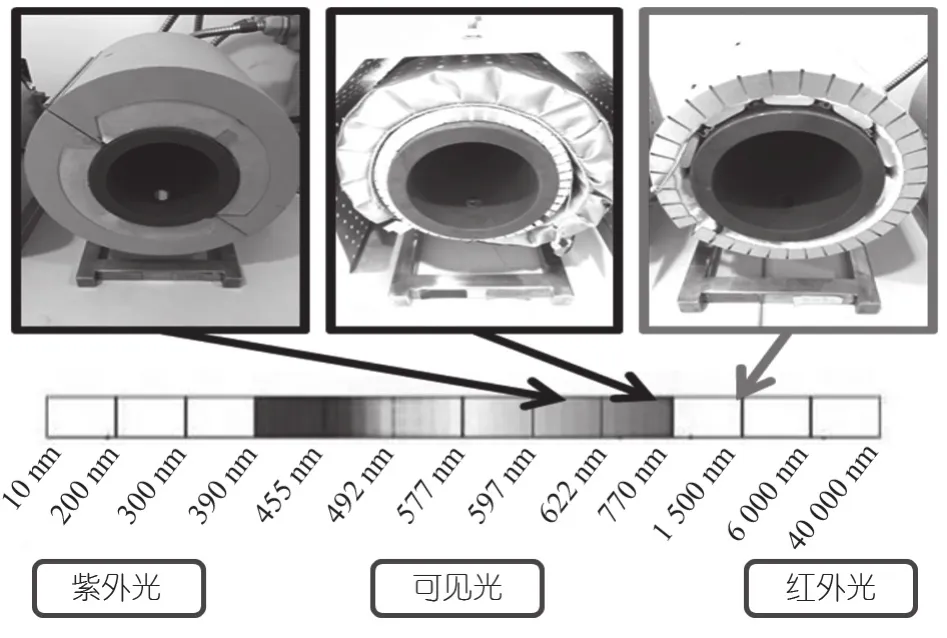
图9 红外辐射光波图
(2)可视的发热丝发光特性与发热丝本体温度(温度梯度)
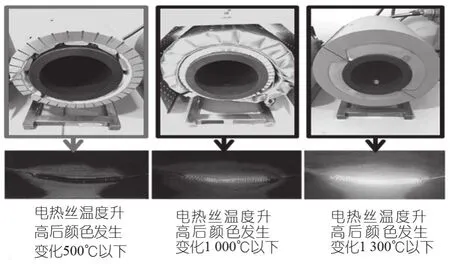
图10 发热丝状态温度图
图10发热丝可见发光越明显,温度越高,容易老化、失效,寿命短;反之,发热丝本体温度低,暗光、寿命长。
(3)外壳表面温度和保温层厚度(安全性)
为了确定测试外壳表面温度梯度变化和保温层厚度,在每种加热器的夹心层内,安装了同型号规格的热电偶,测试实际温度,见图11夹心层温度测试图,同等条件设置加热温度240℃下,测试结果:石英超导节能加热器:夹层表面温度约200℃ ;纳米远红外加热器:夹层表面温度约370℃ ;陶瓷加热器:夹层表面温度约270℃ ;陶瓷加热器+保温套:夹层表面温度约270℃,见图12夹层温度曲线图。我们知道,发热丝温度越高,易老化,寿命短,故障率高,石英超导节能加热器温度梯度最小,纳米远红外节能加热器最大。
关于保温层厚度,见图13石英超导节能加热器保温层。
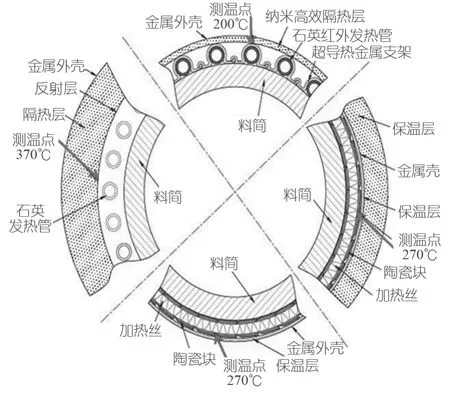
图11 夹心层温度测试图
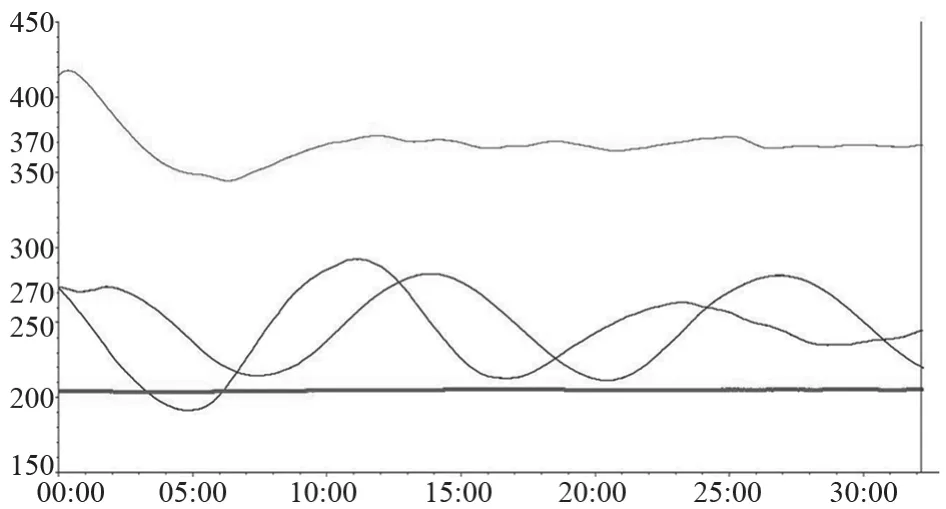
图12 夹层温度曲线图
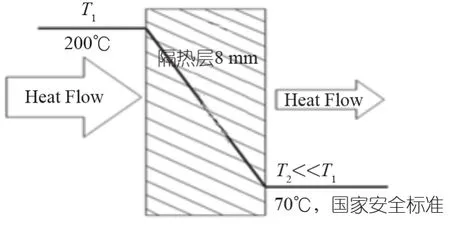
图13 石英超导节能加热器保温层
从上图可以判断,石英超导节能加热器:发热体表面温度约200℃,降低到符合注塑机的国标要求70℃以下,隔热保温层不需要很厚,一般在8 mm以内即可;而陶瓷加热圈器和陶瓷加热器+保温套:夹心层表面温度约270℃,要高出70℃,约35%,普通陶瓷加热器热量直接散发至空气中,不节能,通过耐高温的布质保温套节能,厚度也要30 mm以上;至于纳米远红外加热器:夹心层表面温度约370℃,尽管采用了一些纳米级的阻隔热量性材料,厚度也需30 mm,所以,石英超导节能加热器发热体表面温度低,不需要很厚的隔热层,实现散热快,精度高、效率快,不会干涉原主体塑机加热结构的设计风格的同时,满足国标安全标准更容易。
(4)精度(温度控制曲线)
塑机生产过程温度是非常重要的工艺参数,对于塑料材料的流动性、制品性能以及外观品质有直接的影响,精度控制越稳定,偏差越小,设备的级别越高,制品品质越好。为此,各种加热器在相同条件下,如工艺温度设置240℃,工作时间15 min,测试结果见图14温度控制曲线图,石英超导节能加热器:上下偏差 ± 1℃ ,精度最高;纳米远红外加热器:上下偏差± 5℃ ;陶瓷加热器 +保温套 :上下偏差 ± 11℃ ;陶瓷加热器:上下偏差 ± 13℃,精度偏差最大。
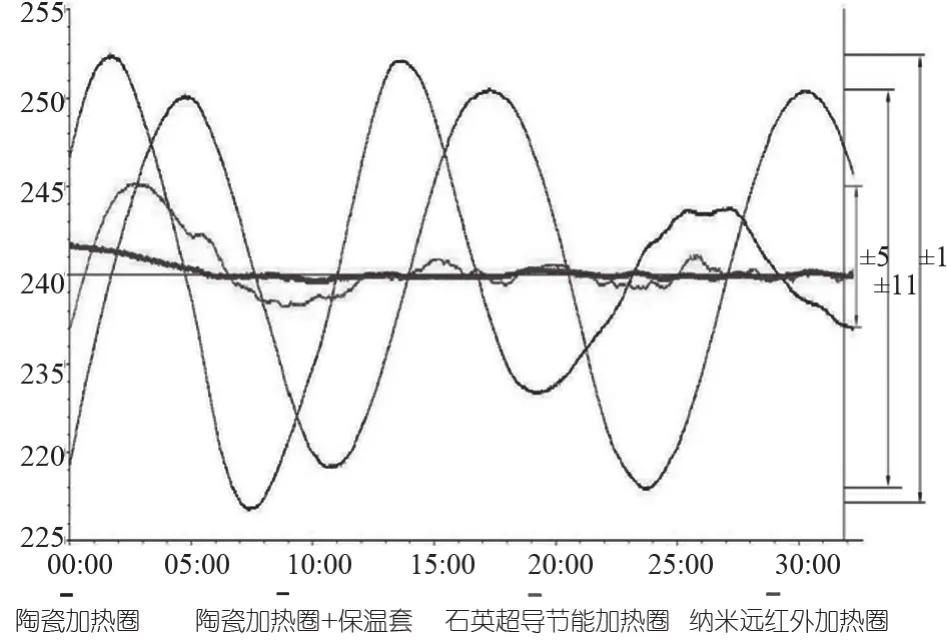
图14 温度控制曲线图
4.3 关于能耗对比测试
升温能耗与工作能耗测试与对比,同等测试工艺条件,其中升温能耗,温度设置为240℃,工作能耗测试15 min,按比例开启风扇;工作能耗级计算从50~200℃,见图15工作能耗对比图及节能比例,可以看出:
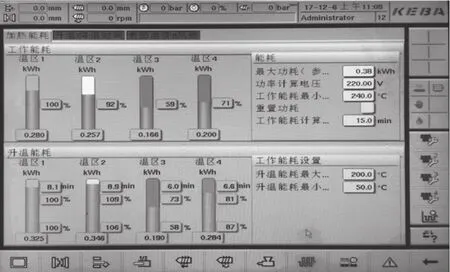
图15 工作能耗对比图及节能比例
(1)升温能耗
石英超导节能加热器能耗最低,升温速度最快;快于陶瓷加热器27%,节约能耗42%;纳米远红外加热器:次之 。
(2)工作能耗
石英超导节能加热器能耗最低,节能41%;纳米远红外加热器:次之,节能29% ;陶瓷加热器+保温套比陶瓷加热器节能还要好些。
(3)综合性能对比图
根据测试结构,统计升温时间、精度、效率、能耗安全性度、保温层厚度、使用寿命、性价比综合比较,见图16综合性能比较图。
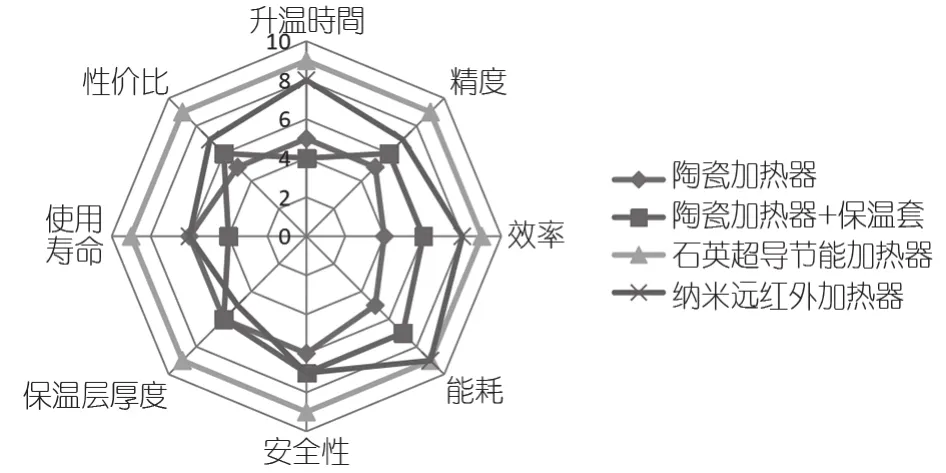
图16 综合性能比较图
5 综述及市场应用前景预测
通过特制的“机筒加热器”测试装置的测试结果虽然在量性方面与实际塑机的真实状态和效果,有一定的误差,但在定性方面,完全可以判断:“石英超导节能加热器”综合性能最佳,符合塑料加工领域的节能减排、绿色发展是当今世界的主旋律,特别对注塑机的重要组成部份塑化装置的电加热技术也获得了一个发展的重大契机,拥有综合性能最佳的“石英超导节能加热器”必将凭借其高效、高精度、安全、高节能等特点,逐步成为市场的热点产品。
已经被国家认可,列为塑料加工行业的“国家发改委重点推荐节能产品”目录。
我们预测,见图17注塑加工节能趋势图,未来5年内,在塑料加工节能方面,从动力伺服节能系统升级为含加热节能的双重节能系统,将实现塑料加工全面节能,塑机的加热节能技术和产品,会迎来快速发展的新机遇!
图17 注塑加工节能趋势图
参考文献:
[1]王兴天.注塑技术与注塑机.化学工业出版社 .
[2]张友根.注塑机机筒加热功率设计.宁波海航塑料机械制造有限公司.
[3]熊定生.深度解析注塑机加热圈.伟川环保科技有限公司.
[4]陈明华,毕宏伟.注塑加工节能技术发展的过去、现在、未来.
