基于MCGS技术的T68镗床电气控制系统设计
2018-05-17郭改琴
郭改琴
(杨凌职业技术学院,陕西 杨凌 712100)
0 引言
MCGS(Monitor and Control Generated System)是快速生成和构成计算机监控系统的组态软件.它具有灵活的可视化操作界面、良好的并行处理性能、丰富生动的多媒体画面、完善的安全机制、强大的网络功能以及多样化的报警信息,在自动化领域中已广泛使用[1]55-67.
目前T68镗床是我国机械工厂中使用最为普遍的一种镗床,已广泛应用于机修、单件或小批量生产车间中,但其传统电气系统仍采用继电器-接触器控制,这种控制方式存在接触触点多、运行中容易发生故障、维护检修工作量大等缺点[2]31-32,[3]49.目前大多数机床采用变频器和PLC组成的交流变频调速系统,虽然这种控制方式具有响应速度快、操作方便、节约电能、节省投资和运行可靠等优点,但其运行操作人员的劳动量大且操作不安全、设备维护费用偏高、设备的实时运行状态不能显示等缺点不可避免.因此本文提出一种基于昆仑通态MCGS技术的T68镗床操作监控系统设计,达到操作简单安全、设备状态实时显示、故障少且易于排除、线路简单方便维修的设计目的[4]203-205.
1 系统方案设计

图1 系统方案
用PLC和变频器代替传统的继电器控制方式在机床改造和自动化生产线中经常使用.本设计方案主要由昆仑通态MCGS、三菱FX2N-48MT型PLC、三菱FR-E740-0.75K-CHR变频器和三相异步电动机组成.MCGS用于监控和数据处理,PLC是完成具体动作的末端控制器.MCGS发出的命令通过PLC运算处理转换成变频器可以识别的控制指令,变频器根据输入的开关量或者模拟量信号调整主电路的电压频率来驱动电动机,从而完成转速调整的任务[5]103-108,[6]112-152.系统设计方案如图1所示.
2 控制硬件组成
主回路由两台异步电动机组成,其中一台是主拖动双速异步电动机,用来带动主轴的进给运动和旋转.该电动机具有正转、反转和点动控制以及三角形联结时低速启动和双星型联结时高速运转的运行方式.另一台是快速移动电动机,能实现主轴的轴向进给、主轴箱的垂直进给、工作台的纵向和横向进给等的快速移动.
用PLC控制机床时,保持原电气元件操作方法不变,元件的安装位置和作用不变,控制回路电压为交流110V.用变频器和PLC控制的主轴变频电机替代原双速异步电动机.PLC内部有存储编程指令的存储器,它通过输入单元接受主命令及反馈信号,然后通过输入单元控制机床的运行,从而实现对整机的逻辑自动控制.
通过对要实现的功能分析可知,PLC需要16个输入端口和8个输出端口.考虑到后期加装信号和功能扩展,PLC模块选用三菱公司生产的FX2n-48MT,变频器选用三菱公司生产的FR-E740-0.75K-CHT.I/O地址分配如表1所示(M0~M17是MCGS组态界面对应的按钮或开关),主回路和PLC模块的外部接线如图2所示.
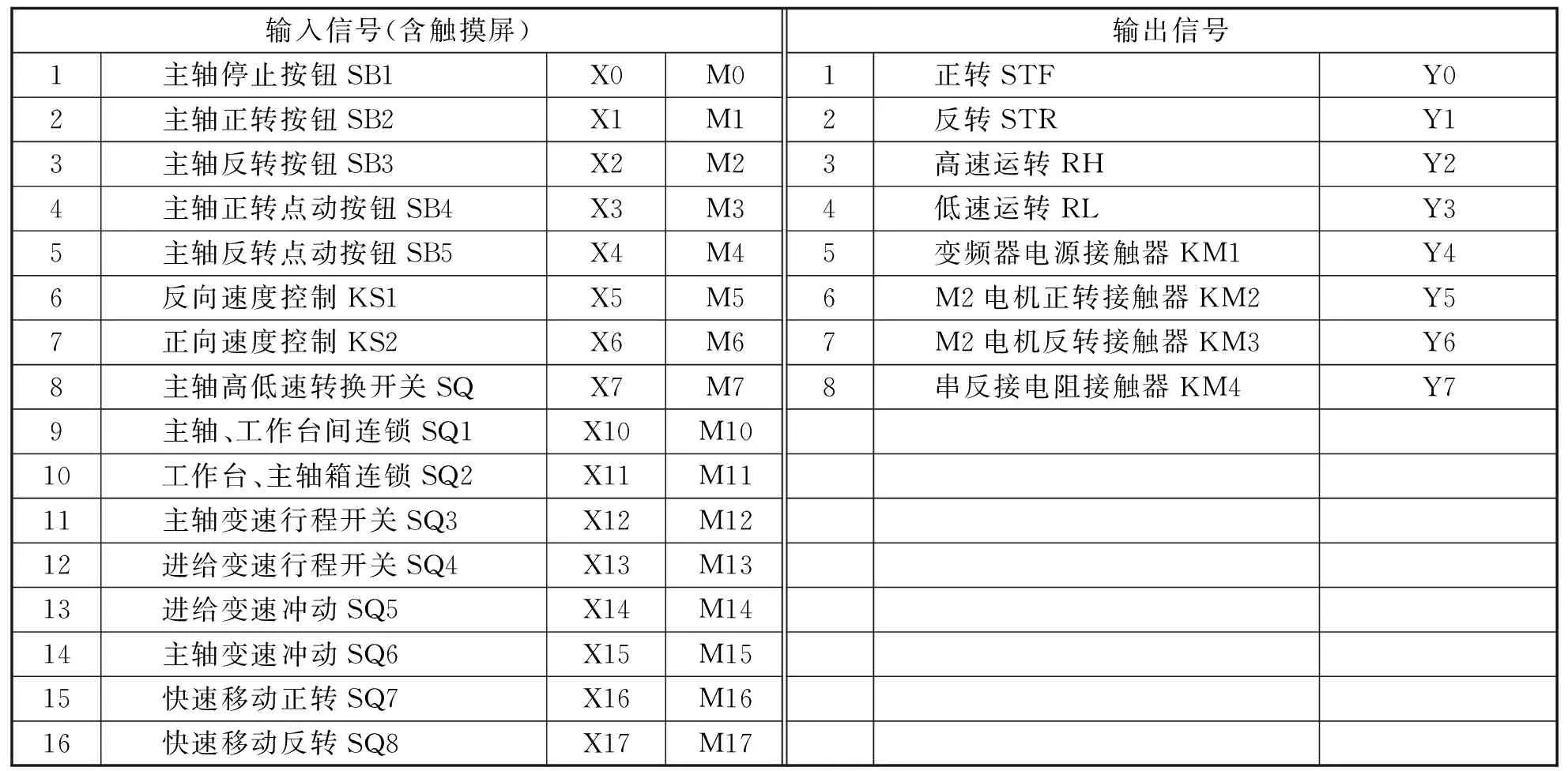
表1 I/O地址分配表

图2 主回路及PLC外部接线
向PLC的两个输入端L和N提供110V交流电源,输出端Y4、Y5、Y6、Y7和COM2之间也提供110V交流电源控制主轴电动机M1和快速移动电动机M2.快速移动电动机控制过程中,在接触器KM2下方串入接触器KM3的常闭触点,在接触器KM3下方串入接触器KM2的常闭触点,可实现电动机运行过程中的互锁,以防止两个线圈同时上电时造成主回路三相短路的严重事故[7]144-153.
为了防止工作台或者主轴箱自动快速进给时主轴进给手柄扳到自动快速的误操作,采用了行程开关实现机械互锁,当上述现象发生时就会自动停车,从而达到连锁保护的目的[8]48-55.
变频器的L1、L2、L3分别接三相交流电源的A、B、C相,输出端子U、V、W分别接阻值相同的限流电阻和热继电器,最后连接到主轴电动机的U1、V1、W1端子.变频器的STF(正转)端子和PLC的Y0相连,SFR(反转)端子和Y1相连,RH(高速)端子和Y2相连,RL(低速)端子和Y2相连.
3 MCGS组态设计
MCGS嵌入版由主控窗口、设备窗口、用户窗口、实时数据库窗口和运行策略窗口5部分组成.其中实时数据库是各部分及各种功能性构件的公共数据区,是整个系统的数据处理中心.对T68镗床电动机的变频调速系统用北京昆仑通态MCGS人机界面控制时发出的主控信号包括:主轴停止、正转启动、反转启动、正转点动、反转点动、正反向速度控制、主轴高低速转换、连锁、变速行程开关、变速冲动、快速移动、主轴电动机的4个运行指示灯和进给电动机2个运行指示灯等共计22个信号.
3.1 人机界面设计
用MCGS软件制作成的T68镗床电气控制系统监控画面如图3所示,在人机界面上可以清楚的看到2个电动机的实时运行状态,通过按钮和转换开关可以实现对设备的操作和控制[9]33-43.人机界面制作方法如下:
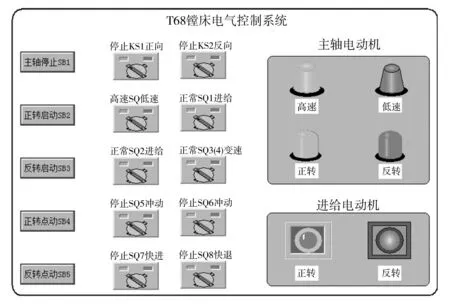
图3 T68镗床电气控制系统
1)打开昆仑通态MCGS组态软件,单击“文件”,选择“新建工程”;
2)双击进入“设备窗口”,选择“设备工具箱”,查找并添加“通用串口父设备”和“三菱FX系列编程口”;
3)在“用户窗口”更改窗口名为“T68镗床电气控制系统”,并设置为启动窗口;
4)添加按钮和开关并进行数据关联.
3.2 数据对象关联
数据库是数据对象的集合,也是应用系统的数据处理中心.由图2的PLC输入和输出端口可知,16个输入量全是开关型,8个输出量中4个是数值型4个是开关型.在组态画面设置完成后,将数据库中定义的开关型和数值型变量与人机界面对应的按钮、指示灯、转换开关、仪表等一一对应关联,才能实现预定的动画效果.对一些特殊的难以实现的控制,要通过编写脚本语言程序才能实现.
4 MCGS和PLC通讯
4.1 MCGS设置
MCGS的“设备组态”方法是先在“设备管理”中调用“通用串口父设备”,再找到三菱FX系列编程口构件,并使“通用串口父设备”在上,下面挂接“三菱FX系列编程口”子设备驱动.对串口父设备需要设置设备名称、初始工作状态、最小采样周期、串口端口号、通讯波特率、数据位位数、数据采集方式、停止位数等[10]34-37.
4.2 PLC程序处理
对于三菱FX系列编程口子设备,需先在“属性窗口”中设置好设备名称、初始工作状态,最小采集周期.如果使用Read和Write与PLC之间的直接通讯方式,不需要进一步设置;如果使用循环采样方式自动周期访问PLC,则还需要增加设备通道并建立相应通道连接,把有关继电器和寄存器与MCGS数据库变量一一对应关联,然后确定操作方式(只读、只写、读写)完成设置[11]15-18.
MCGS和PLC之间的两种通信方式对应不同的PLC程序处理方法.如果使用Write与PLC之间通讯方式,MCGS把数据写入PLC后,该数据在短时间内就会置零,所以写入PLC的数据在程序中需要“锁存”保持,也就是相应的继电器和寄存器要自锁,避免数据丢失;如果使用自动循环通讯方式,写入PLC的数据直到下一个循环周期被写入前不会发生变化.如果更改FX系列PLC的默认通讯参数,就要修改特殊寄存器D8120的相关参数,并且使MCGS的参数与PLC参数保持一致,才能实现两者之间的正确通讯[12]30-33.
5 结语
通过对T6镗床的PLC和交流变频控制方式的特点分析,提出利用昆仑通态MCGS作为上位机的控制方式和控制系统的总体设计方案.对控制硬件的组成和功能分析后编写了PLC控制的I/O地址分配表, 依据控制要求对MCGS人机界面进行设计并完成MCGS和PLC之间的通讯.新的系统设计具有人机界面信息丰富、操作安全可靠等优点,减轻了运行维护和安装检修人员的劳动强度,控制系统的自动化水平得到了较大提高,具有一定的使用和推广价值.
