一种聚酯纤维纺丝装置的设计改进方法
2018-05-15
北京中丽制机工程技术有限公司 北京 101111
1 前言
聚酯纤维是目前市场上使用最为广泛的合成纤维。用于生产聚酯纤维的纺丝设备生产技术也逐渐成熟,品类繁多,但互换性差,节能效果仍有待提高。特别在中国化纤产业已经进入了以质量求发展,以差异化新品种出效益阶段的今天,开发出多功能聚酯纤维的新型节能纺丝装置尤为重要。
聚酯纤维的生产工艺有两种:直接纺丝和切片纺丝。直接纺丝流程是:熔体PET—纺丝箱—组件—丝束冷却—牵伸卷绕装置。
切片纺丝流程是:熔体PET—切片—挤压机—纺丝箱—组件—丝束冷却—牵伸卷绕装置。
其中纺丝箱、组件、丝束冷却部分称为纺丝装置。可见,纺丝装置在聚酯纤维的生产中是非常重要的部分,是决定丝的品质好坏的关键因素。
2 聚酯纤维纺丝装置的设计改进
2.1 纺丝箱的优化设计
纺丝箱的作用是保持由挤压机送至箱体的熔体经各部件到每个纺丝位都有相同的温度和压力降,保证熔体均匀地分配到每个纺丝部位上。目前,聚酯纤维的纺丝箱设计大多采用矩形截面。通过对纺丝箱进行改进设计,采用圆形截面,可提升纺丝效果,如图1所示,壁厚是矩形的1/2,箱体质量是矩形的1/2,所需的加热能源是矩形的2/3,并且焊缝数量减少1/2[1]。
2.2 组件的优化设计
纺丝组件的主要作用是进一步过滤掉熔体中的机械杂质和凝胶粒子,以防堵塞喷丝板中的微孔,避免造成毛丝或断头。把熔体均匀分配到每个喷丝孔中,并且使其充分混合,使整个喷丝板面上熔体的温度、黏度和分子量的均匀性得到提高,使熔体最终通过喷丝孔喷射成均匀的丝条。
如图2左图所示,目前国内双胞胎纺丝组件采用的安装方式是上装式,需要两人操作,而且更换组件复杂。特别是组件上方拧完螺丝之后,纺丝计量泵的位置需要错开,纺丝熔体经过计量泵之后只能从侧方进入组件座后流入纺丝组件,使得纺丝箱体加宽,增加了纺丝生产成本。
图2右图是新型的下装旋转式双胞胎组件。该结构操作方便,整个安装拆卸过程可由一人完成,节约了人力、物力,同时使纺丝箱体内部结构更加紧凑。其内部采用了碟簧结构,在高温下更加安全可靠。此外,新结构使纺丝熔体可以从正上方进入纺丝箱组件座,也可以从侧方进入纺丝箱组件座,减少纺丝箱体尺寸,节约纺丝生产成本。
2.3 丝束冷却装置的优化设计
熔融纺丝时,熔体从喷丝板的毛细孔喷出,经吹风冷却、拉伸,最后凝固成丝条[2]。丝束冷却装置分为侧吹风和环吹风两种。目前环吹风冷却装置根据组件大小不同,已形成系列化、标准化。
侧吹风装置通过优化,拆分为几个大结合件,并将其归类形成系列化,可根据不同项目需求进行组合,其主要尺寸形成优选数列,使侧吹风装置在一定的纺丝品种范围内互换使用。(见图3)
具体如下:侧板进行结构升级,油剂导轨增加刻度标尺,为现场上油高度提供方便准确性;侧吹风风窗门改为整板铆接式,采用铝板打孔保证风顺利沿水平吹出,使用效果好;与位距相关的零部件进行编号,使其系列化,方便搜索;水平抽屉边框不再与抽屉面板固定连接,面板起到压紧密封作用即可,抽屉边框上开长孔可伸入手轻轻拽出,完成定期风网清洗及无纺布过滤层的更换。
通过优化设计改进后,环吹风冷却装置和侧吹风冷却装置可以互换应用。
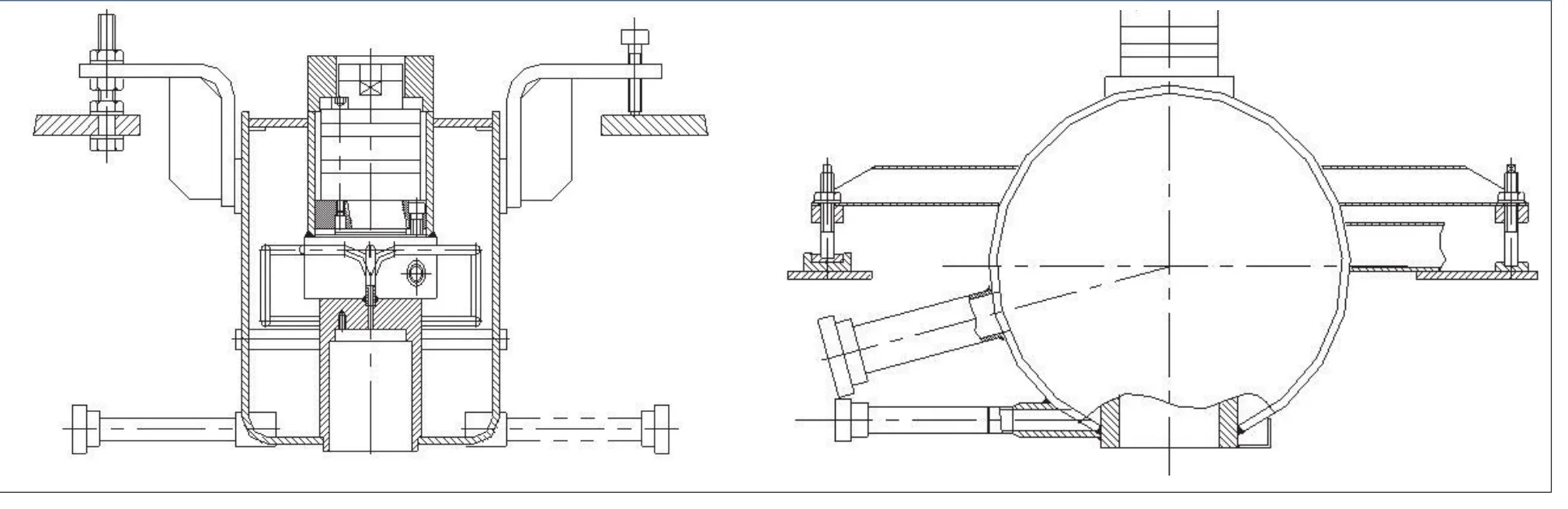
图1 矩形截面和圆形截面纺丝箱结构
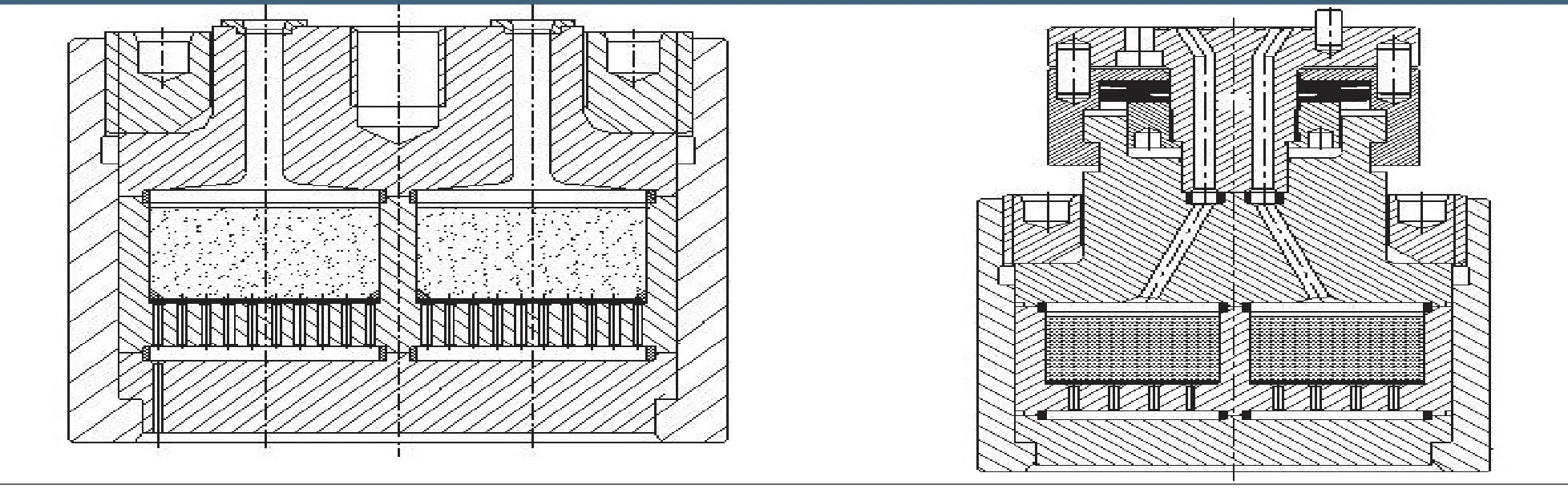
图2 双胞胎纺丝组件结构

图3 侧吹风冷却装置
3 结语
通过对纺丝箱、组件、丝束冷却装置进行优化设计后,可以对聚酯纤维纺丝装置进行模块化设计,以简化设计时间,缩短供货周期,为客户和企业带来利润。因此,纺丝箱采用圆形截面,组件采用下装旋转式双胞胎组件是设计聚酯纤维纺丝装置的最优方案,同时根据不同纤维品种特性以及生产工艺要求,组合相应的丝束冷却装置,从而实现多品种小批量柔性化生产,满足不同的市场需求。
【参考文献】
[1]朱进梅.浅析多功能纺牵联合机柔性化设计[J].中国设备工程,2018,(02):32.
[2]薛金秋.化纤机械[M].北京:中国纺织出版社,1999.