分银渣中铅的回收及硫酸铅的制备
2018-05-13简志超汪秋雨韩亚丽胡意文
简志超,汪秋雨,王 日,韩亚丽,胡意文
(江西铜业技术研究院有限公司,江西 南昌 330096)
1 引言
本文研究的分银渣是采用“预处理脱杂-硫酸化焙烧-水浸分铜-碱浸分碲-氯化分金-亚钠分银”工艺处理铜阳极泥最后剩下的尾渣,分银渣的主要成分为BaSO4和PbSO4,其中铅的含量高达15%以上,由于没有合适的处理工艺,长期以来分银渣返回铜冶炼主系统处理。分银渣在火法冶炼过程中存在两方面问题,一方面是87%左右的铅会进入冶炼炉渣中,从而无经济回收价值,造成资源的浪费;另一方面是铅不但会恶化炉况,而且影响主金属铜的品质。因此,从分银渣中的回收铅具有重要意义。
目前,湿法回收含铅物料中铅方法主要有氯盐法[1-4]、碱法[5-6]和碳酸盐转化 - 酸浸法[7-8]。氯盐法是在NaCl-HCl-MCln的酸性氯盐体系下,将难溶铅盐转化成可溶性[PbCln+2]n-络合阴离子,实现铅的高效浸出,该工艺需在80℃以上进行过滤,否则PbCl2会析出返回渣相,导致铅浸出率偏低,而且实际生产过程中很容易出现氯化钠结晶导致过滤困难、管道堵塞等问题。碱法是在高浓度的NaOH溶液条件下,将难溶铅盐转化成可溶性的铅酸钠,实现铅的高效浸出,该工艺存在碱使用量大、生产成本高、实际操作困难等问题;碳酸盐转化-酸浸法是用碳酸盐将难溶铅盐转化成碳酸铅,碳酸铅用酸溶解,含铅浸出液可用于电解铅或加沉淀剂沉淀铅,该方法在弱碱性介质中浸出,对设备要求低,且可以按市场需求产出不同的铅化工产品。本文采用碳酸盐转化-酸浸法来回收分银渣中铅,研究了碳酸钠浓度、温度、液固比、反应时间对铅浸出率的影响,获得了最佳的浸铅工艺条件,在最佳工艺条件下实现了分银渣中铅的高效提取,并制备出可外售的硫酸铅产品。
2 实验
2.1 原料
以某铜冶炼厂分银渣为原料,对其进行化学成分及物相分析。表1和图1分别为分银渣的XRF和XRD检测结果,结果显示分银渣中铅含量为16.69%,主要以PbSO4的物相存在。
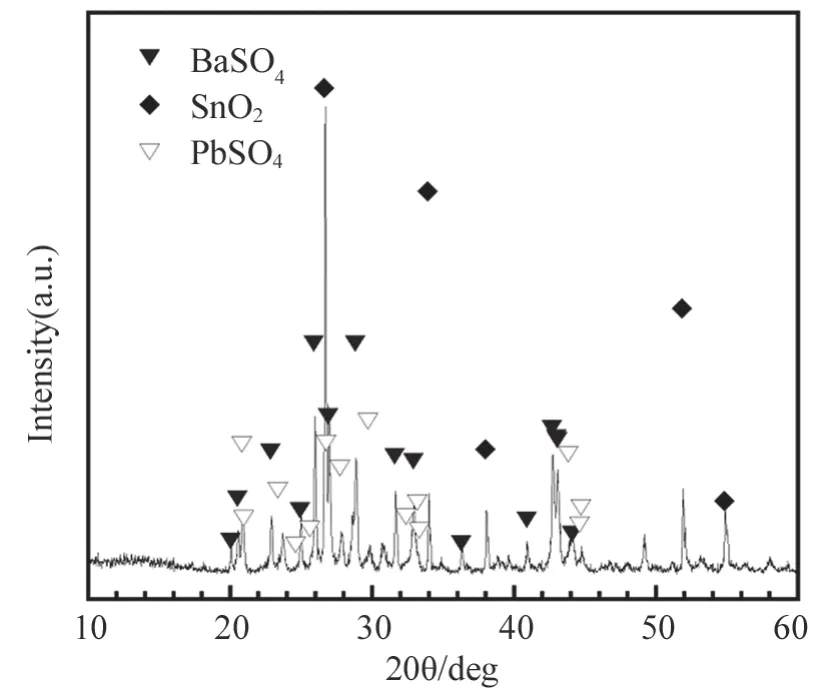
图1 分银渣的XRD图谱
2.2 主要设备
电感耦合等离子光谱分析仪(5100 ICP-OES),X射线衍射光谱仪(XRD, Rigaku, D/max-RB),实验室用烘箱(DHG-9023A),电动搅拌机(JB-90D),恒温水浴锅(HH-S1),真空泵等。
2.3 试验方法
图2为碳酸钠转化-酸浸脱铅工艺流程,碳酸钠与分银渣中硫酸铅反应转化;转化渣用醋酸溶解;醋酸铅与浓硫酸反应生产硫酸铅沉淀,并再生醋酸循环使用。
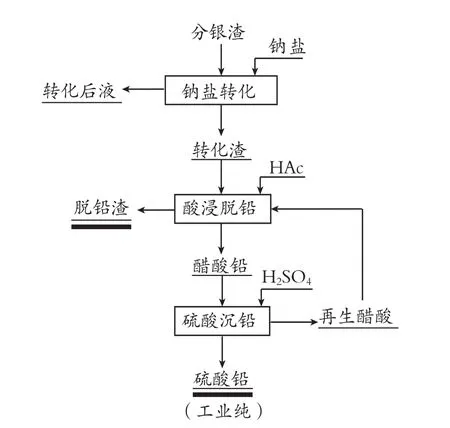
图2 碳酸钠转化酸浸脱铅工艺
3 结果与讨论
3.1 条件试验
以分银渣为原料,开展不同碳酸钠浓度、液固比、反应温度、反应时间等条件下的碳酸钠转化-酸浸出铅实验,研究最佳铅浸出工艺参数。控制醋酸浸出条件为,液固比6∶1、反应温度70℃、反应时间为2h,醋酸的加入量为理论加入量的150%。
在温度75℃、液固比10∶1、时间2h的反应条件下,研究不同碳酸钠浓度对铅浸出率的影响,其实验结果如图3所示。研究结果表明,铅的浸出率随着钠盐浓度的增加而增大,当钠盐浓度为20g/L以后铅的浸出率趋于稳定。在保证铅浸出率的同时,应尽可能降低碳酸钠浓度来降低成本,因此确定最佳碳酸钠浓度为20 g/L。
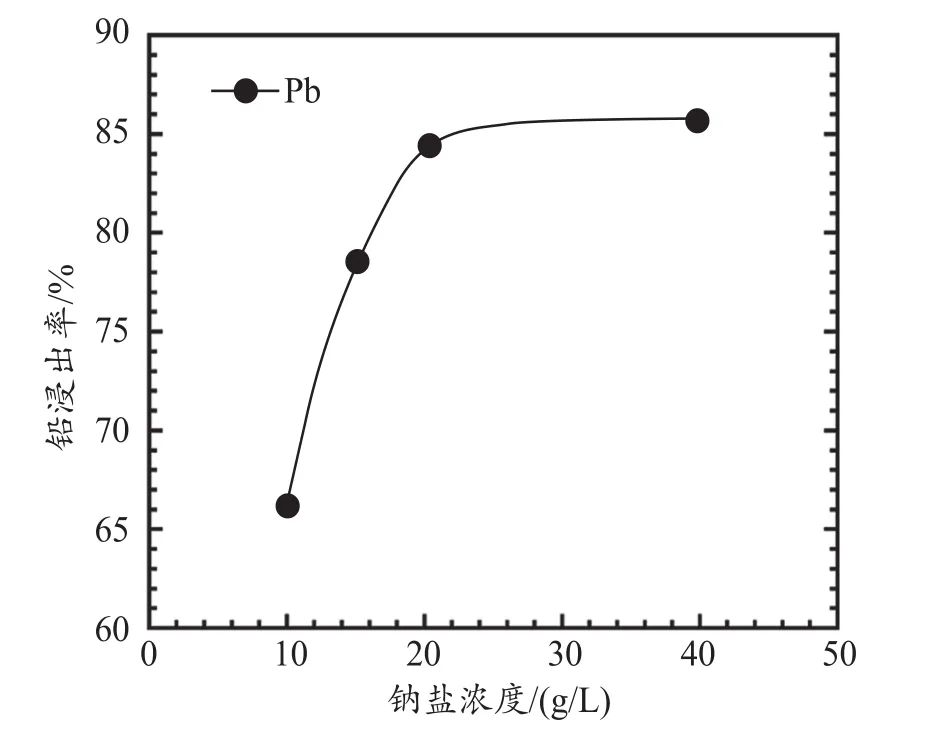
图3 钠盐浓度对铅转化脱除效果的影响
在碳酸钠浓度为20g/L、反应温度75℃、反应时间2h的条件下,研究不同液固比对铅转化浸出率的影响,其实验结果如图4所示。研究结果表明,液固比对铅浸出率影响不大,从降低废水量的角度考虑,应该尽可能的降低液固比,而从便于生产操作考虑控制液固比为6∶1较为合理,因此确定最佳的液固比为6∶1。
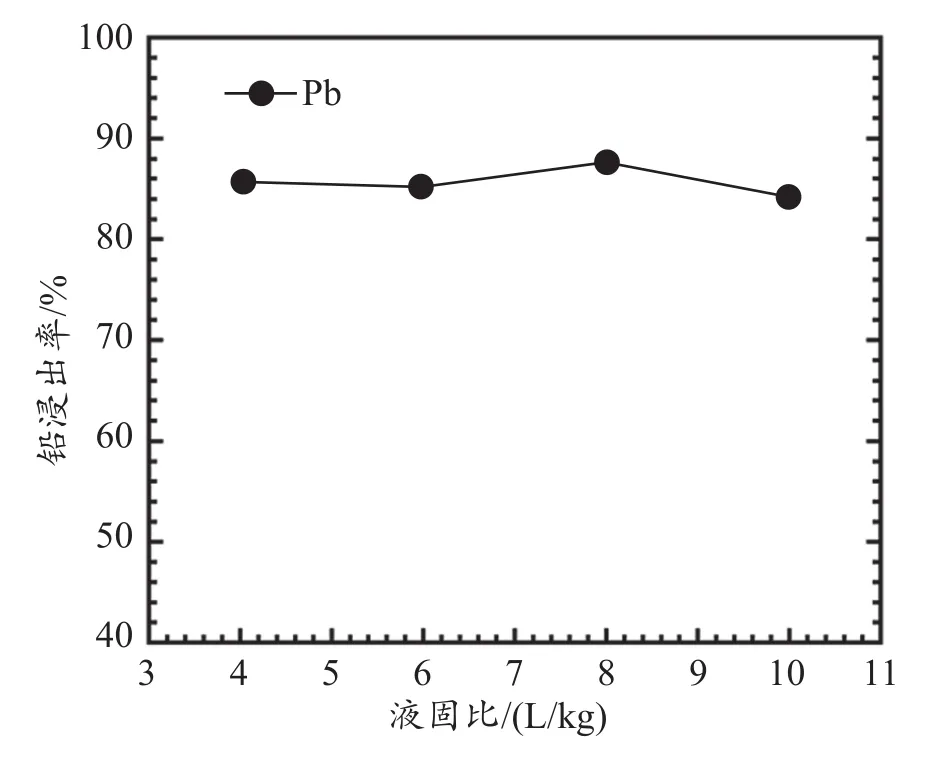
图4 液固比对铅转化脱除效果的影响
在碳酸钠浓度为20g/L、液固比6∶1、反应温度75℃的反应条件下,研究不同反应时间对铅转化浸出率的影响,实验结果如图5所示。研究结果表明,硫酸铅转化反应在0.5h左右时间就基本完成,但考虑实际生产的搅拌强度达不到实验室强度,为了保证铅的浸出率,确定最佳的反应时间为1.0h。
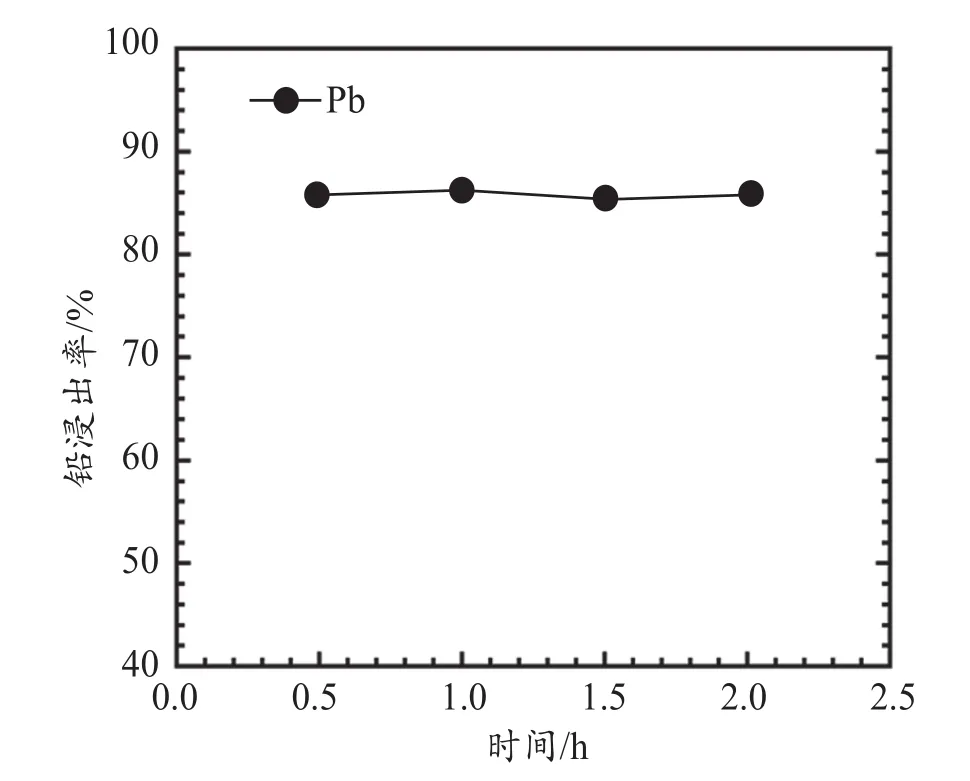
图5 反应时间对铅转化脱除效果的影响
在碳酸钠浓度为20g/L、液固比6∶1、反应时间1.0h的反应条件下,研究不同反应温度对铅转化浸出率的影响,实验结果如图6所示。研究结果表明,温度对铅浸出率影响不明显,从降低能耗考虑,确定最佳的反应温度为常温。
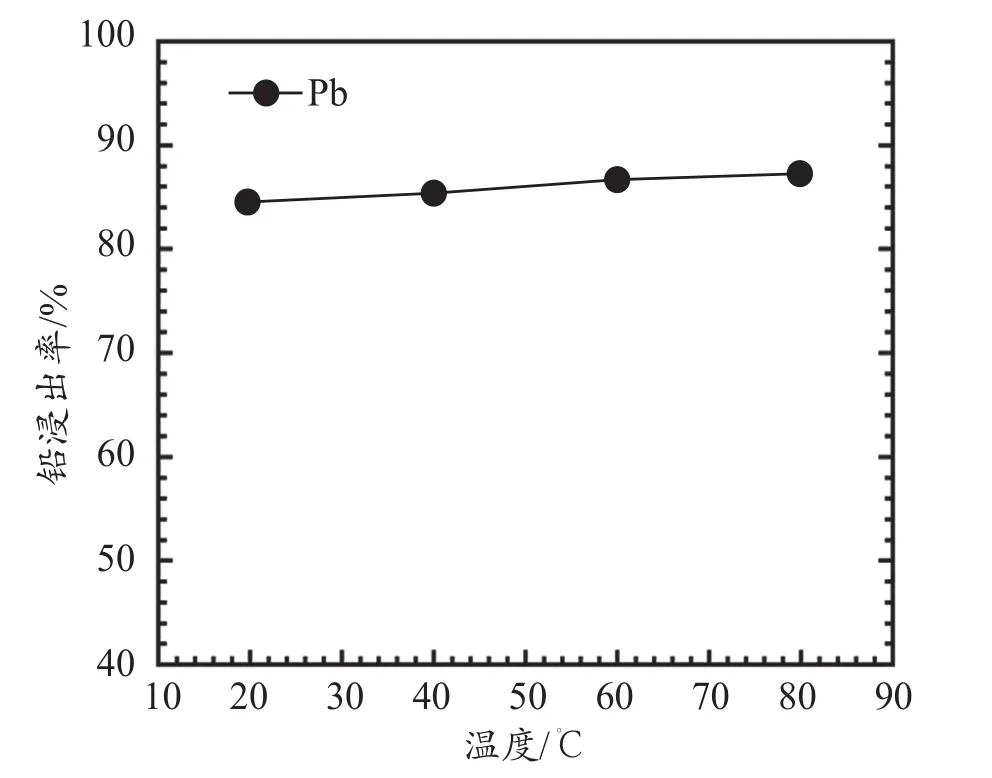
图6 反应温度对铅转化脱除效果的影响
碳酸钠转化酸浸脱铅最佳工艺参数为:碳酸钠浓度为20g/L、液固比6∶1、反应时间1.0h、反应温度为常温。
3.2 验证试验
开展4组验证试验,在碳酸钠浓度20g/L、液固比6∶1、常温反应,反应时间为1.0 h的条件下,进行分银渣的钠盐转化反应;钠盐转化后的转化渣采用醋酸浸铅,醋酸加入量为理论加入量的150%,液固比为6∶1、反应温度为70℃、反应时间为2h。
表2为碳酸钠转化后液的化学成分。碳酸钠转化后液中各元素含量都相对较低,说明钠盐转化过程分银渣中元素基本不被浸出。
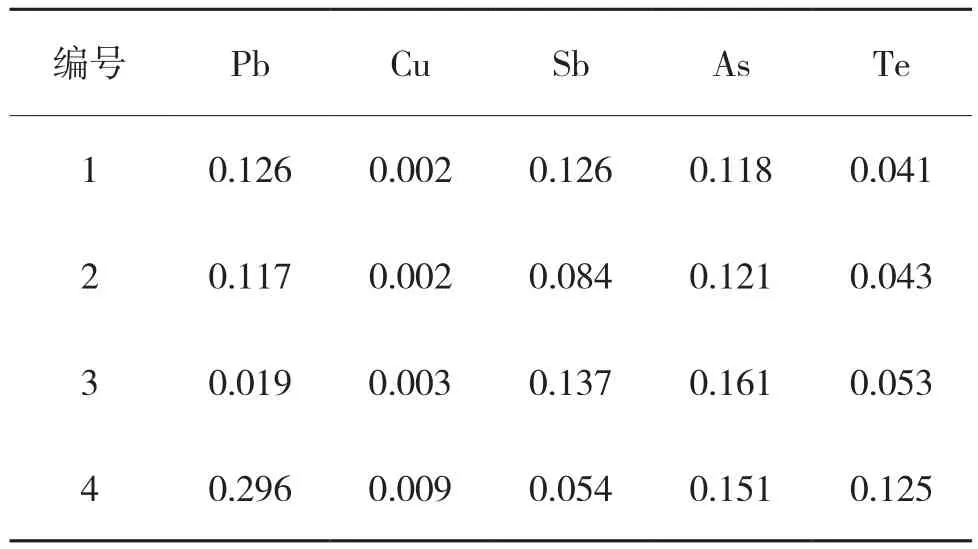
表2 碳酸钠转化后液的主要化学成分 g·L-1
用醋酸溶解铅转化渣,表3为醋酸浸出液的化学成分。醋酸浸出液主要含量为Pb,其它元素含量都较低,说明转化渣中的铅被选择性浸出,而Au、Ag、Sn、Sb等元素富集在渣中。
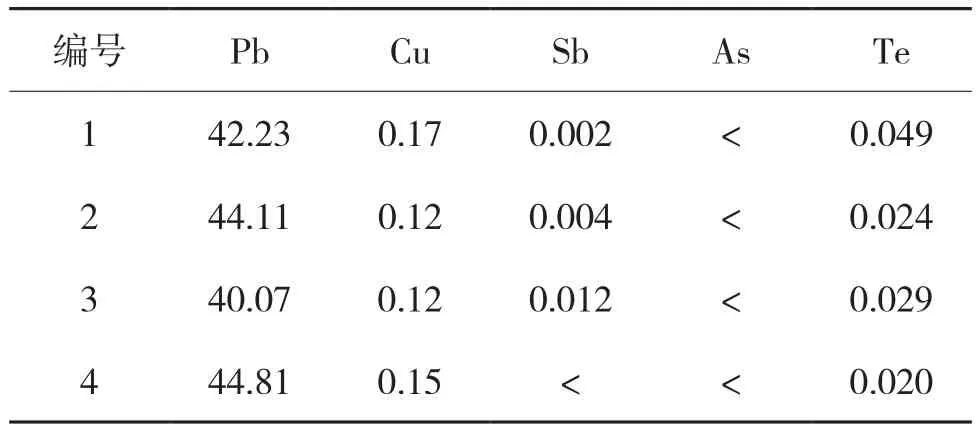
表3 醋酸浸出液的主要化学成分 g·L-1
表4为脱铅渣的化学成分。
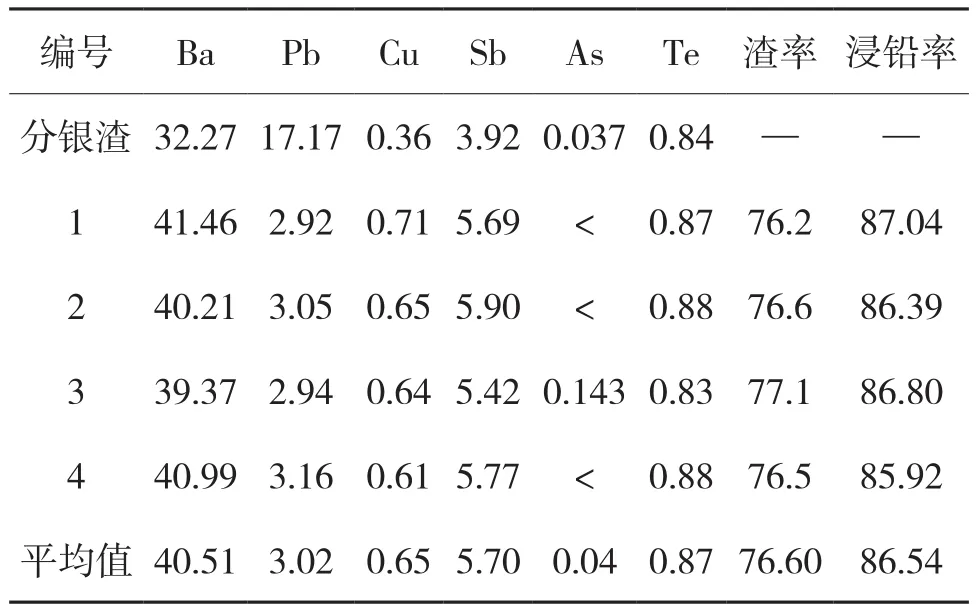
表4 脱铅渣的主要化学成分 %
研究结果表明,采用碳酸钠转化-醋酸浸脱铅工艺,能有效从分银渣中选择性回收铅,而锡、锑、金、银不分散富集在脱铅渣中。铅含量由分银渣中的17.17%降低至3.02%,铅的平均浸出率为86.54%,平均渣率为76.6%。
3.3 硫酸铅制备
以表3.2醋酸浸出液液为原料,采用硫酸沉铅制备硫酸铅,反应终点判断为加入硫酸不再产生白色沉淀,常温反应30min,制备出的硫酸铅纯度为99.5% 以上, Cu、Sb、Ag、Au、As、Te的含量都低于ICP检测下限。硫酸沉铅的优点,沉铅试剂为价格低廉的硫酸,而且再生醋酸可循环使用。
4 结论
(1)采用碳酸钠转化-醋酸浸脱铅工艺,能有效从分银渣中选择性分离出铅,解决分银渣直接返回铜冶炼处理系统处理,影响主金属铜品质以及铅资源浪费的问题。
(2)碳酸钠转化-醋酸浸脱铅最佳工艺参数为:碳酸钠浓度为20g/L、液固比6:1、反应时间1.0h、反应温度为常温。在最佳工艺条件下,分银渣中铅含量由17.17%降低至3.02%,铅的平均浸出率为86.54%,平均渣率为76.6%。
(3)醋酸浸出液采用硫酸沉铅可制备出纯度99.5%以上硫酸铅产品。