壳牌煤气化磨煤单元存在的问题及改造方案
2018-05-11郭建伟
郭建伟
(同煤广发化学工业有限公司,山西 大同 037000)
壳牌煤气化磨煤是煤炭生产中的重要环节,对煤化工行业的发展有着良好的促进作用。磨煤机适用于电厂、化工厂等诸多化工行业,对我国经济发展有着至关重要的影响,褐煤等品种的煤炭经磨煤处理后能为气化系统提供质量优越的煤粉,与整个气化系统的安全运行息息相关,直接影响着生产质量与效率。随着壳牌煤气化磨煤单元的运行,其存在的问题也逐渐显现,应加强对这些问题的研究,及时制定出科学合理的改造方案,确保壳牌煤气化磨煤工作的顺利进行。
1 壳牌煤气化磨煤概述
1.1 壳牌煤气化磨煤系统分析
壳牌煤气化系统在煤化工行业中有着重要作用,该系统可将原料煤磨成粒径90μm以下的煤粉,同时还可以降低煤粉的含水量,极大的提高了煤炭利用率。壳牌煤气化系统主要由磨煤机、热风炉、煤粉过滤器等设备组成,依靠石灰石粉量控制系统及温度控制等系统完成磨煤等一系列操作。壳牌煤气化系统在实际运行中易受诸多因素的影响而出现质量问题,例如原料煤的相关特性就对其影响较大。如果原料煤的水分过大,会增加干燥工作的负担。原料煤的可磨性也是影响磨煤效率的关键因素,太过易碎的煤种会在磨制过程中压成片状颗粒,不利于接下来的传输工作,太难磨的煤种则会加大能量损耗、缩短设备的使用寿命,无形之中提高了企业的生产成本。另外,煤的挥发性也是影响壳牌煤气化系统运转的要素之一。
1.2 壳牌煤气化磨煤单元改造的目的
现阶段,褐煤产量在国煤炭总产量中占有很大比例,该煤种的磨煤气化工作是煤化工企业的重点与难点,其磨煤工艺直接影响企业的经营效益。一般情况下,在褐煤的磨煤工程中,一台气化炉需要配备三个磨煤系列,其中有一个作为备用。褐煤需要经过干燥系统的干燥工序后才能进行磨煤等后续工作,但我国很多煤化工企业忽视了褐煤的特性,导致磨煤单元经常出现故障问题,不仅降低了煤粉质量,更为企业的经营发展埋下了隐患。干燥后的煤粉流动性良好,经常使磨煤系统发生堵煤、跨煤及磨煤机异常震动等问题,容易给企业带来不必要的经济损失与人员伤亡,因此进行壳牌煤气化磨煤单元改造升级的重要性与必要性不言而喻。企业应安排专业人员设计改造磨煤单元,从而为自身发展提供有效助力[1]。
1.3 壳牌煤气化磨煤单元的工作原理
研究壳牌煤气化磨煤单元的工作原理能帮助技术人员更加了解系统的运行,可以为改造升级工作奠定基础。原煤需经由称重给煤机严格控制磨煤重量后才能进行后续工作,以此确保机械设备的正常运行,原煤经传输系统运至磨煤机的煤环上,通过液压加载系统产生的机械力将原煤磨成煤粉。在磨粉的同时还进行着干燥工序,燃气与空气在热风炉内燃烧会产生大量的热,该热量可用于煤粉的烘干。随后煤粉需要经过分离工序,细煤粉在循坏风机的作用下进入特定的收集装置,粒径不合格的煤粉则需要进行重新磨制。干燥、分离等操作需要运用大量的惰性气体,操作过程的温度越高,惰性气体的干燥效果也越好,企业一般将温度控制在150℃上下。
2 壳牌煤气化磨煤单元存在的问题及改造方案
2.1 磨煤设备异常震动
磨煤机是壳牌煤气化磨煤单元的重要设备,其运行稳定性与磨煤效率密切相关。磨煤机异常震动是日常工作中遇见最多的问题,导致该问题的出现原因主要可分为以下几类。其一是煤粉分布不均匀,工作人员处理这一问题时可将重点放在循环风量的调整上,同时需将落煤管长度纳入改造范围,增加其长度可使煤粉尽快落在磨盘上,降低了循环风量的不利影响[2]。其二是煤层厚度存在差异,干燥后的煤粉流动性大,容易发生堵煤、跨煤等问题,导致磨盘上的煤层厚度不均,具体改造方式是增设底部吹扫氮气管道,并在碎煤仓底部设置旋转给料阀,以此合理调控给煤量,避免出现堵煤、跨煤的问题。其三是磨煤的加载力过大,超出了机械设备的承受范围,导致机械出现了不正常震动。工作人员需要经过合理计算确定磨煤的重量,并在实验的基础上将加载力控制在1MPa~1.5MPa,该范围的加载力能最大程度的提高磨煤质量与效率。
2.2 磨煤机拉杆漏粉
拉杆是磨煤机正常运行中传递碾压力的重要工具,如果拉杆出现漏粉问题既降低了工作效率,同时又给周围环境造成了不良影响。漏粉问题具体是指一部分研磨不完全的煤粉从拉杆处漏出,导致该问题的原因可能是拉杆密封件的损坏,在磨煤机工作阶段,在研磨煤料时由于磨辊会发生振动,会导致三角架沿磨盘转动方向出现图1所示的偏转角α。机壳辅助导向板会由于其接触处受到一定的摩擦和冲击,而被磨损,致使非工作面间隙超过最大允许值。另一方面拉杆装置不正常运行会导致其密封效果降低,部分煤粉渗漏。还有可能是拉杆密封环的安装存在问题,导致煤粉进行环内,降低了密封风量,致使拉杆漏粉问题的出现。针对以上问题,可通过以下三种措施进行解决。首先需要升级拉杆的密封技术,防止杂质进入密封环与拉杆之间的缝隙,进而确保拉杆的传递作用。其次需要定期清洗密封风机入口处的过滤网,保证其清洁无异物。最后需要增设氮气密封流程,一旦密封气压低于正常值就采取氮气保护措施,及时通入氮气提高其压力值,为拉杆的正常运行提供有力条件,降低漏粉事故的发生概率。
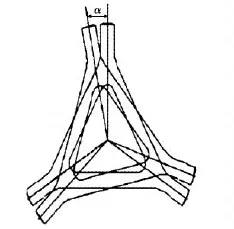
图1 三角架偏转模拟图
2.3 煤粉收集器故障
煤粉收集器能有效解决环境污染问题,通过外滤方式确保煤粉全部被收集。煤粉收集器的故障问题主要包括三类,其一是进出口差值过大,其二是出口处的煤粉含量超标,其三是排气口的空气呈黑色。故障原因可能是布袋在高温环境中出现了老化现象,也可能是反吹氮气的压力不足,或者同一时间需要收集的煤粉含量过大。工作人员需要及时更换老化的布袋,并实时监控煤粉收集器的运行温度,并增设氮气备用流程,给予系统充足的氮气。还需在煤粉收集器内部设置挡板,加速煤粉的沉降。实践证明,圆形的收集器运行效果更好,能有效阻止煤粉的沉积与附着[3]。
2.4 称重给煤机故障
企业在实际工作中为了提高生产效率,一般会让称重给煤机在密封状态下连续输煤,需要准确记录与计算煤炭的瞬时值与积累值。长时间超负荷的工作极易使机械出现故障问题,导致整个磨煤流程处于瘫痪状态。称重给煤机的故障问题一般为给煤量控制不准、机械温度过高、给煤机完全停运等,导致这些问题的原因涉及方方面面。可能是仪表出现故障,无法准确显示煤量数值,可能是原料煤中混入了大块的金属块,卡住了煤机皮条,还有可能是机械的减速器或变频器出现了问题,工作人员需要找准原因对症下药。可以定期校正仪表,检查仪表接线是否良好、参数设置是否准确。还可以在原料煤洗选时严格控制煤块粒径,以免损坏皮带等元件。还需要对称重给煤机进行定期维修养护,避免使机械设备处于超负荷运行状态,确保其在零负荷或低负荷时才能启动。
3 结论
近年来,煤化工行业的发展形势越来越严峻,能源化工企业要想在激烈的市场竞争中占据有利地位就需解决好壳牌煤气化磨煤单元中存在的问题,确保磨煤工作不受影响及气化系统的高效运行。煤粉质量对气化系统相关设备的稳定性影响颇大,针对磨煤单元中存在的异常震动、拉杆漏粉、堵煤、跨煤、称重给煤机故障等问题,需仔细分析故障原因,从源头上杜绝隐患,进而提高本企业的经济竞争力与社会竞争力,促进企业向着更好的方向发展。
参考文献:
[1] 张宗飞,唐凤金,王光友,等.环境友好的煤气化技术——壳牌煤气化[J].化肥设计,2015,53(6):1-4.
[2] 高宇.壳牌煤气化技术及其在工厂安全稳定中应用[J].化工设计通讯,2016,42(5):7,10.
[3] 黄守斌.浅谈壳牌煤气化生产的特点及安全管理对策[J].内蒙古石油化工,2015(10):52-54.