化工压力表计量检定常见问题及解决对策
2018-05-11买佳丽
买佳丽
(山西正诚矿山安全技术研究所(有限公司),山西 晋城 048000)
引 言
随着我国工业的快速发展,压力表在化工业与石油工业中得到了广泛使用。在压力容器以及锅炉设备中,压力表属于安全生产的重要控制工具,且其计量检定工作也受到了广泛重视。但在压力表制造行业中缺乏统一可行的计量检定标准,降低了检测工作的准确性,部分压力表使用期间极易出现读数不准确等问题,严重影响了化工企业的经济效益,降低了其生产的安全性。为了做好压力表的计量检定工作,最大程度地满足计量要求,检定人员应在结合实际工作情况的基础上,对压力表进行规范化、标准化的校准,促进化工企业的安全生产。本文分析了压力表的计量检定方法,结合出现的问题进行了详细说明。
1 压力表结构与安装
在化工企业中,最常使用的则是弹簧式压力表,且主要由接头、度盘、指针、称圈、传动机构等组成,具体如图1所示[1]。
工作运行期间主要依据弹簧管变形会导致表内机芯转换结构发生变化,使得弹簧管变形转变为旋转运动的原理,且利用指示针判定测定压力值。在安装压力表时应做好以下几方面的工作,一是在安装前确定具体的安装位置,以便随时观察、清理、检修,减少热辐射作用;二是在垂直安装压力表时,若其安装位置较高则应稍微向前倾斜,以便观察,但其倾斜角最大不得超过30°;三是在利用压力表测量高温、高压介质时,表头前部应设置缓冲管,以免高温蒸汽直接进入损坏压力表;四是为了便于排污与拆卸,压力表的缓冲弯管中还应设置三个通阀门。
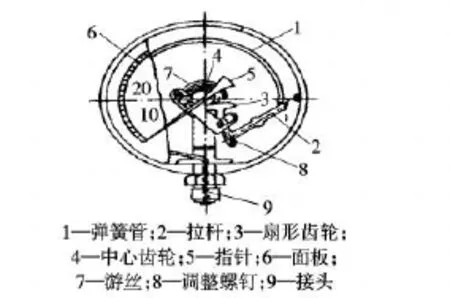
图1 弹簧式压力表结构图
2 化工压力表的计量检定
2.1 检定与校准区别
在校准压力表时应采用自下而上的量值溯源方法,且此种方法无需判定压力表的安全性与规范性,仅检测显示数值误差即可,且最后应形成具备法律效力的校准报告。对于不需要强行检定的压力表,化工企业应在遵照国家与行业规定的基础上,自行测定压力表计量数值的准确性。同时,也可以根据实际情况,利用自校与外校相结合的方法对压力表进行校准。根据计量部门的统一规定,压力表需要根据检定周期强制进行检定,且还应判断其误差是否符合安全标准,对于合格的压力表还应颁发合格证书[2]。
2.2 压力表检定方法
作为测量压力最直观的仪表,压力表制造工艺较为简单,且成本低廉,但化工企业也应选择正确的型号,并定期进行保养,这样才可以保证使用寿命的同时确保其精确性。在选型方面,其量程应为测量压力的2~3倍。若表盘直径大于100mm时,还应在表盘上设置最高压力的红线刻度,以进行警示。在计量检定之前,首先应观察工作室内的温度与湿度,确保环境的适宜性,且保证空气内不存在腐蚀性气体。同时,还应在带有橡皮垫的工作台中放置检测器,确保压力表远离振动源。期间应做好校验器的清洗工作,并检查油路的联通情况,观察压力表接头以及垫片的完整性。而在安装校准压力表时,表盘中心应垂直水平面,并指示面保持在同一水平线。
在校准被测压力表时,首先应检查外观,观察压力表标识、指针表盘及数据等,做好详细记录,判定其是否满足检定标准。而检查零值时,无论压力表是否存在止销,其均应符合检定标准。其次还应检定指示值误差,利用升压或降压的方式,检定刻度线读值,检定误差范围。且检定期间应确保升压与降压的平稳性,直至表盘指针稳定在刻度线上方后则可以记录数据。最后应检定真空,在符合规程标准的前提下,将被检验压力表与真空压力表同时放置于真空环境进行检验,并详细记录检测结果。综上,被检表示值误差δ=P1±(△Pt+△Pg+△Pb+△Px+△Ph)-P0=P1±(kP△t+△Pg+△Pb+△Px+ρgh)-P0,其中k为被检表温度的影响系数,取值为0.000 4;P是被检表的量程;△t为环境温度标准;ρ为介质密度;g为当地的加速度;h为被检表指针轴与标准表取压口的高度差。
2.3 压力表计量检定的发展方向
当前,压力表检定主要存在两个发展方向,一是应提升检定的精确度,扩大使用范围。压力表检定不仅局限于生产期间的常压测量工作,还应逐步发展至高压、超压方向。二是应实现自动化压力检定,当前化工企业的各个生产线中都开始引入自动化技术,压力表检定工作也不例外,应实现全面自动化管理。对此,企业应在压力表计量检定过程中引入计算机,通过数字技术输出压力信号。压力表检定在化工企业发展期间占据十分重要的地位,压力表检定不但属于企业生产产品的重要指标,也是确保企业顺利发展的重要依据。只有明确并找准正确的计量检定方向,企业才可以提升自身价值,获得更大的经济效益。
3 压力表计量检定问题及解决措施
3.1 液注差影响
根据液体静力学的平衡方程式可以发现,压力值与介质的重力加速度、密度以及液注差呈正比例关系,在测量被检表与检测器的液注差时往往存在0.5cm的误差。而国家规定,当压力表与校准仪器使用的传压介质为液体时,应保持受压点位于同一水平方向,这样才可以彻底消除液注差产生的压力误差。对此,在计量检定过程中,工作人员应为压力表加装接头,从而有效修正测试误差[3]。
3.2 选择标准器
根据相关标准规定,标准器误差的绝对值应小于被检压力表误差绝对值的四分之一,对此,精密数字压力表与活塞压力表不会存在误差问题,但标准器为弹簧式的精密压力表时,则还应做好误差绝对值的控制工作。
3.3 压力表指针不动或弱动
当压力表接头处与弹簧管、油杯等处出现漏油问题,或者检验期阀门处于全开或者半开模式时,压力表的传压介质很难将压力有效传递至表内,以致压力表指针出现不动或者弱动问题。居于此,当压力表出现此种问题时,应针对上述原因对仪表进行逐一排查。
3.4 压力表指针停滞或跳针
当压力表的齿牙出现腐蚀问题,或者存在异物磨损时,则压力表很可能会出现停滞或者跳针问题。同时,转动轴与孔壁因碰撞被卡住、轴孔严重磨损或者机芯上下夹板过紧时,压力表的机芯均无法正常运行,以致其指针出现异常问题,对此,工作人员应针对以上原因进行检查,并针对性的采取处理措施。
3.5 指针不归零位或无法达到满刻度
压力表使用时间的延长,其游丝的刚性会逐渐降低,尤其当指针归零或者达到满刻度时,由于弹性缺损,以致无法伸大或盘紧,不能有效控制指针,从而出现止真不归零以及无法达到满刻度等问题。当压力表出现此种问题时,应考虑更换新的压力表。
3.6 调整弹簧压力表示值超差
针对弹簧压力表出现的示值超差问题,工作人员应采用以下方法解决。当每个检定点的示值超差数值相同时,在加压后,应重新安装第一个检定点,并校准示值,但不包括零点[4]。当超差值呈线性规律时,差值逐渐增大则应利用增大臂长的方法解决,向外调节螺钉,反之则减小臂长,向内调节螺钉。当仅出现几个超差点时,应检查机芯的配合性,当差值为正差时则应检查齿轮啮合处是否存在异物,当差值为负差时则检查齿牙是否出现磨损问题。若在多次调整压力表但依然存在超值问题时,且指针不回零位,则考虑弹簧变形原因,及时更换弹簧管。
4 结语
目前,我国化工企业压力表计量检定工作中存在着诸多待解决问题,对此,相关工作人员应充分重视,并针对存在的问题进行妥善解决,从而确保机械工业的正常运转。同时,相关法律也应针对压力表计量检定工作出台更多的资格审查制度,加大监督力度,从而确保计量检定的顺利进行。
参考文献:
[1] 季学国.压力表的计量检定相关问题探究[J].工程技术研究,2017(4):134,193.
[2] 刘瑞利.简要分析压力表计量检定常见不确定性因素[J].城市建设理论研究(电子版),2017(8).
[3] 罗涛.活塞式压力计检定弹性元件式精密压力表注意的问题[J].信息化建设,2016(3).
[4] 殷金梅.谈压力表计量检定中的一些问题[J].电子技术与软件工程,2014,17(3):140-141.