焊接工艺对CHE607QR熔敷金属力学性能的影响
2018-05-09黄义芳张晓柏唐小华
黄义芳,张晓柏,蒋 勇,唐小华,罗 宏
(1.四川大西洋焊接材料股份有限公司,四川 自贡 643000;2.四川理工学院 材料科学与工程学院,四川 自贡 643000)
在工程机械产品中,焊接结构件约占整机重量的 50%~70%,液压支架主体几乎完全采用焊接结构[1]。我国目前主要制造行业的骨干企业,气保护实心焊丝、药芯焊丝、埋弧焊丝等各类焊丝的使用比例,约占焊材总使用量的 70% ,与发达国家相近。在今后五年左右,我国焊条占焊材总产量的比例可能下降到 40%左右,使用焊材的各工业制造行业和工程建设行业都在转型升级,不断对焊接材料提出更高要求[2-3]。近年来,大型乙烯、丙烯等球罐建造用钢板已实现国产化,但其配套的焊接材料仍依赖进口(如-50℃ 07MnNiMoDR配套焊条长期由国外公司垄断)[4],研究开发与国内以07MnNiMoDR-50℃钢制球罐配套用CHE607QR等球形容器用焊接材料,以期打破国外公司垄断控制,实现国内自主化。焊接填充材料的工艺性是其重要的性能, 尤其是在当前市场经济的条件下, 焊接材料工艺性往往成为该种产品是否具有竞争力的决定性因素[5]。球形容器焊接质量不仅关系球形容器建造的成本,更是涉及球形容器运行的安全性[6-7]。国内外大量球形容器破坏事故统计表明,焊接质量缺陷产生的裂纹造成的破坏性事故占41%[8]。焊接电流、道间温度、热处理工艺参数等对焊缝的性能都有重要的影响[9-11],本文主要分析不同条件下回火后焊接工艺参数对熔敷金属的力学性能的影响。
1 实验方法
采用其Q345板厚20mm,尺寸为300×300mm,采用V形坡口,采用CO2气体保护焊。焊接前采用CHE607QR堆边,堆边厚度大于3mm。试验焊条选择定型试验产品牌号CHE607QR,规格:φ4.0,批号31454。试验焊条进行380℃烘焙1h。试板组对要求见图1,熔敷金属化学成分见表1,焊接试验条件见表2。

表1 熔敷金属化学成分
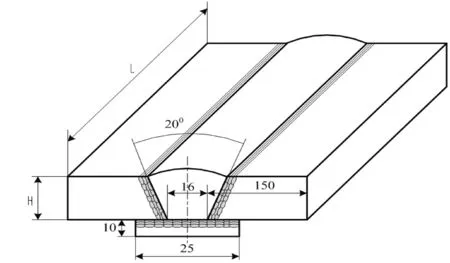
图1 熔敷试板拼接图
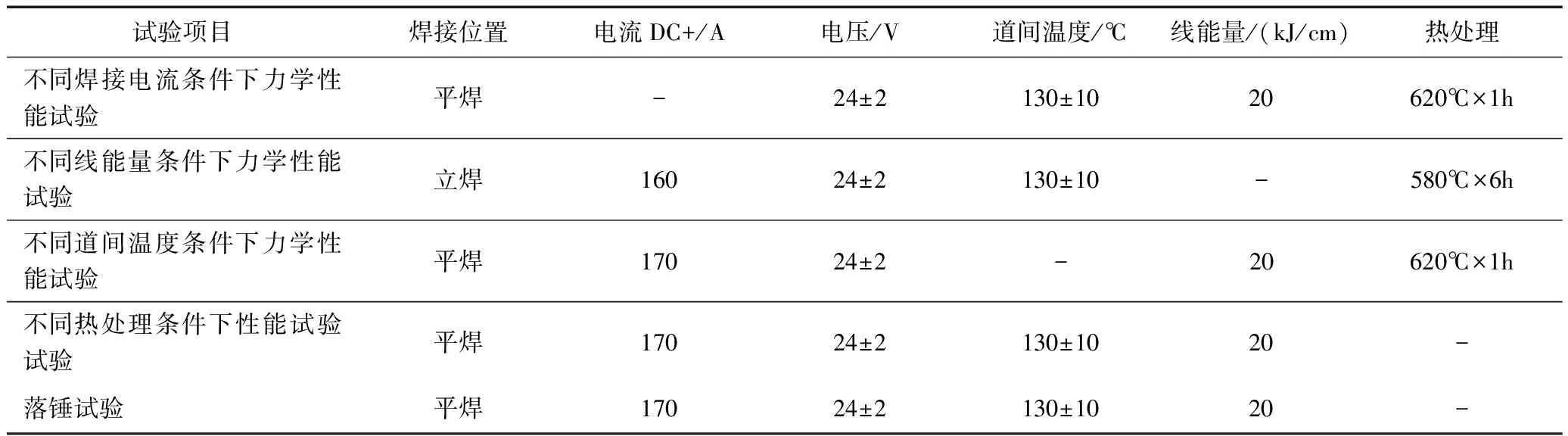
表2 焊接工艺参数
2 试验结果与分析
2.1 焊接电流对熔敷金属力学性能的影响
不同焊接电流条件下熔敷金属力学性能(620℃×1h)见图2。从图2可看出:620℃×1h热处理条件下,在焊接电流在140~200A时,各项指标均满足要求;随着焊接电流的增加,抗拉强度、屈服强度下降明显,当焊接电流为200A时,拉伸强度大幅降低,但仍然保持良好的塑性。当焊接电流为180A时,仍能保持较好的综合性能,表明焊条耐大电流焊接,焊接电流可选择范围为140~180A。
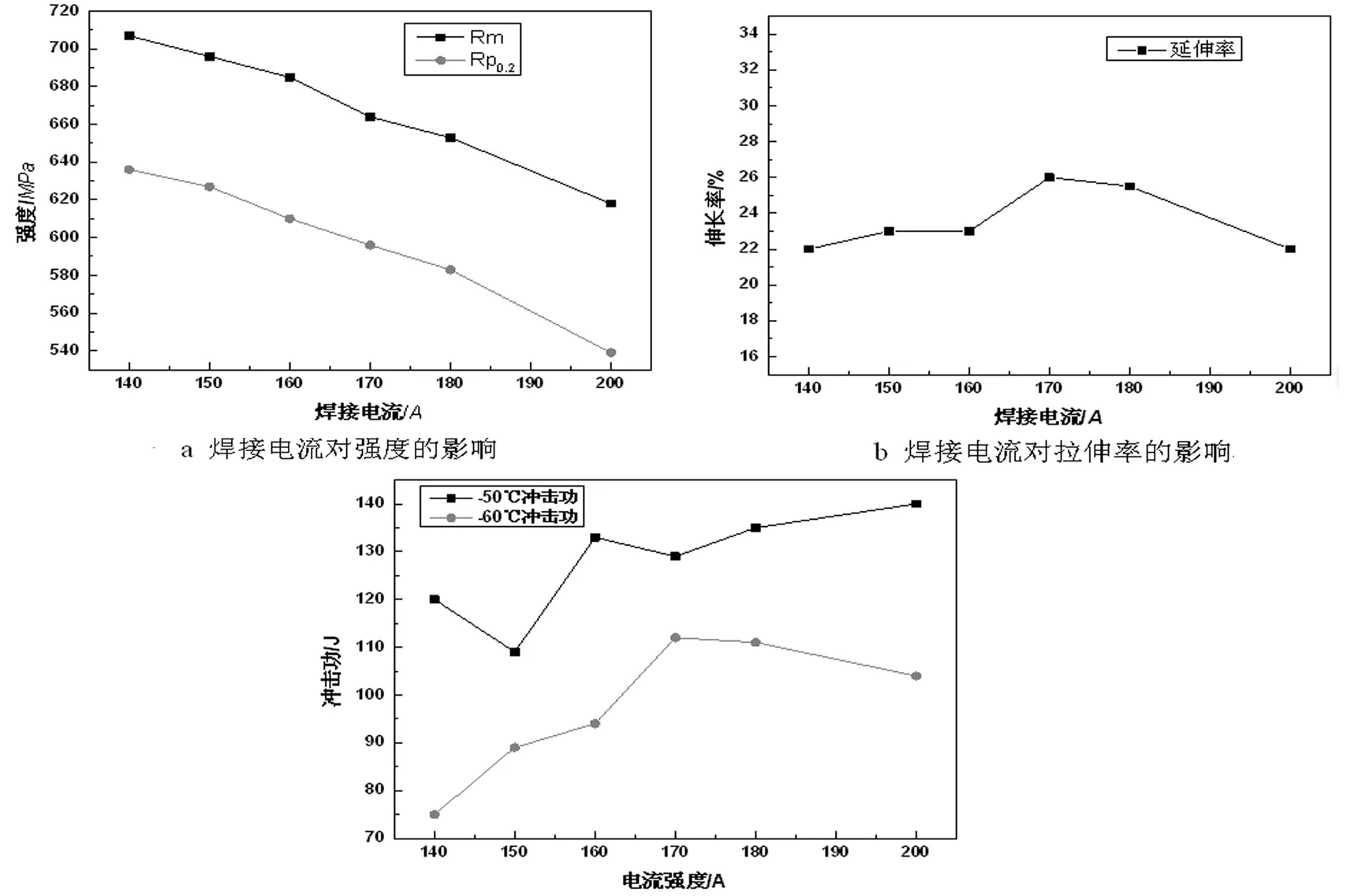
图2 焊接电流对熔敷金属力学性能的影响
2.2 焊接线能量对焊缝熔敷金属力学性能的影响
立焊条件下不同线能量焊缝熔敷金属力学性能,见图3。从图3可看出:在580℃×6h热处理条件下,随着线能量的增加,抗拉强度、屈服强度冲击韧性均降低,断后伸长率变化不大,当线能量大于45 kJ/cm时,抗拉强度、屈服强度低于技术指标要求,主要是线能量过大会造成晶粒粗大和扩大热影响区范围。当线能量小于40.2 kJ/cm时,可以获得较好的力学性能。
图3 焊接线能量对焊缝熔敷金属力学性能的影响
2.3 焊接线能量对焊缝熔敷金属化学成分的影响
不同焊接线能量条件下焊缝熔敷金属化学成分影响见图4。
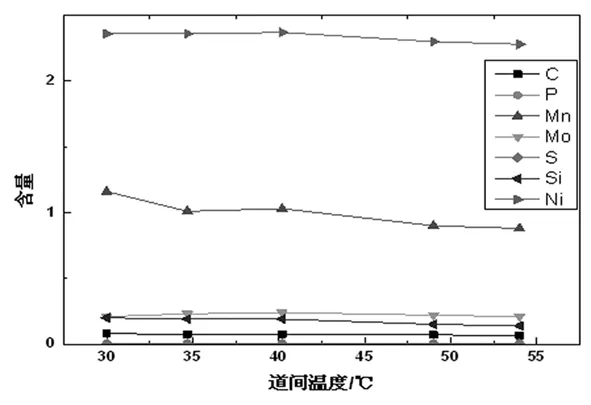
图4 焊接线能量对焊缝熔敷金属化学成分的影响
从表6试验结果可看出:随着线能量的增加,熔敷金属中C、Si、Mn降低,其余元素变化不大,说明线能量的增加,增大了脱氧及强化元素的烧损,使强度下降,与不同线能量对力学性能影响的结果有一致性。
2.4 道间温度对焊缝熔敷金属力学性能的影响
不同道间温度条件下焊缝熔敷金属力学性能(620℃×1h)见图5。从图5可看出,在试验条件下,各项指标在技术要求范围内;还可以看出,随着道间温度的增加,抗拉强度、屈服强度、冲击韧性均降低,但道间温度在100~170℃时,熔敷金属均保持较好的冲击韧性。
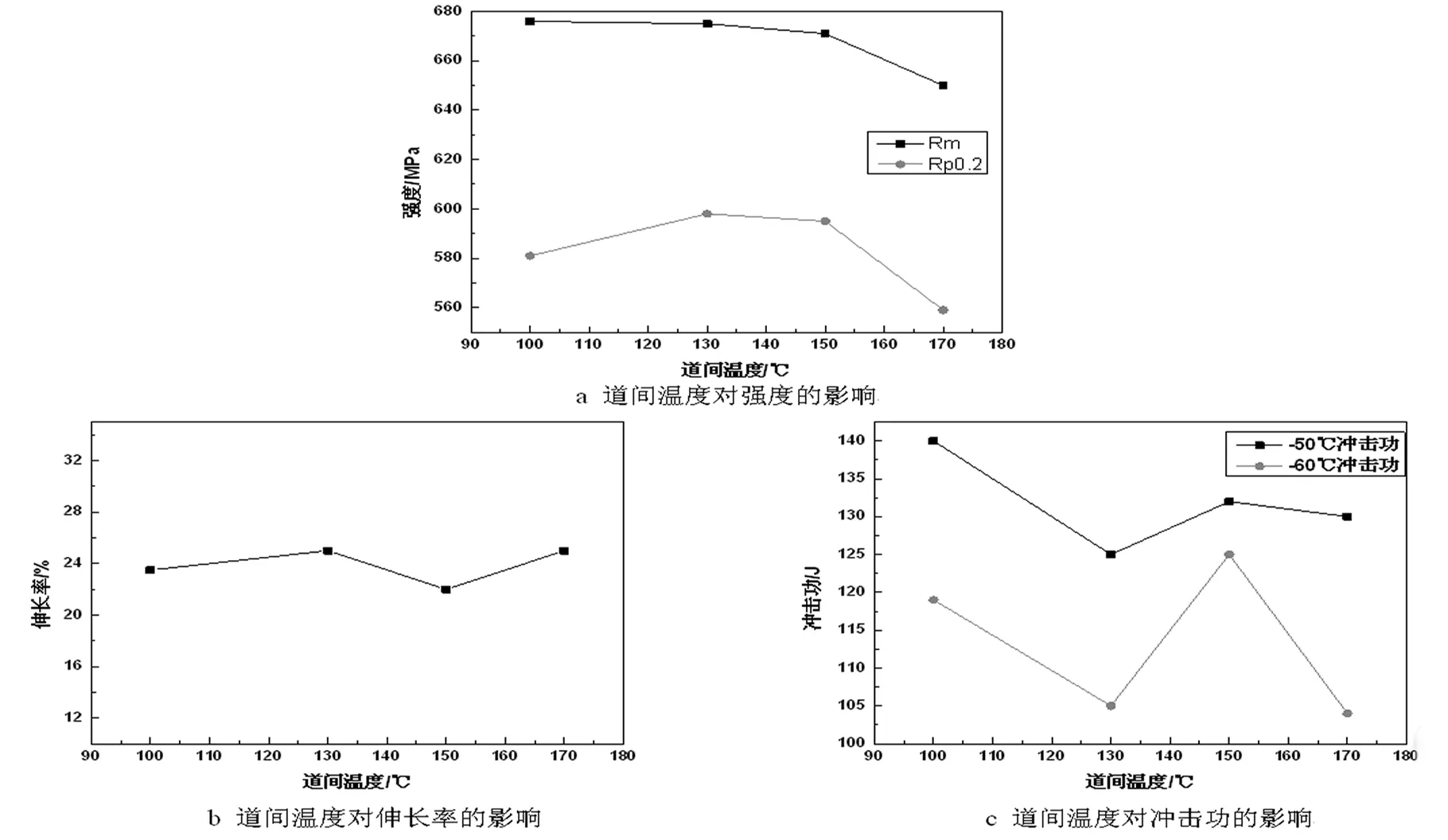
图5 道间温度对焊条熔敷金属力学性能的影响
2.5 热处理条件对焊缝熔敷金属力学性能的影响
不同热处理条件下焊缝熔敷金属力学性能见图6。

c 热处理对冲击功的影响
图6 热处理工艺对焊缝熔敷金属力学性能的影响
从图6试验结果可看出:在试验条件下,随着回火时间以及温度的增加,抗拉强度、屈服强度、断后伸长率均降低,冲击韧性降低更为明显。
2.6 落锤试验(NDT)
落锤试验(NDT) 熔敷金属无塑性转变温度见表3。
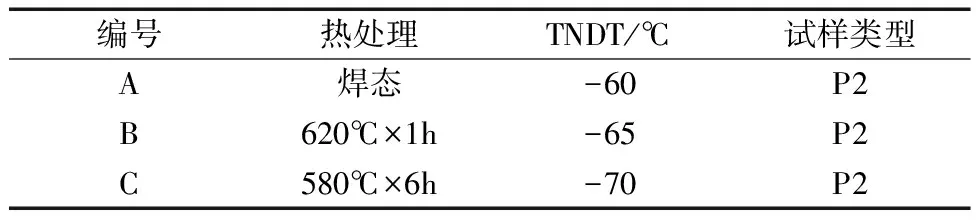
表3 熔敷金属无塑性转变温度
从表3试验结果可看出:焊后580℃×6h热处理状态具有-70℃无塑性转变温度(NDT),说明熔敷金属具有较好的止裂性能。
2.7 熔敷金属金相组织
不同热处理条件下焊缝中心金相组织形态见图7。经焊后热处理组织形态由焊态的针状铁素体+M-A岛转变为针状铁素体+细颗粒碳化物,其组织特征与性能试验结果有较好的一致性。
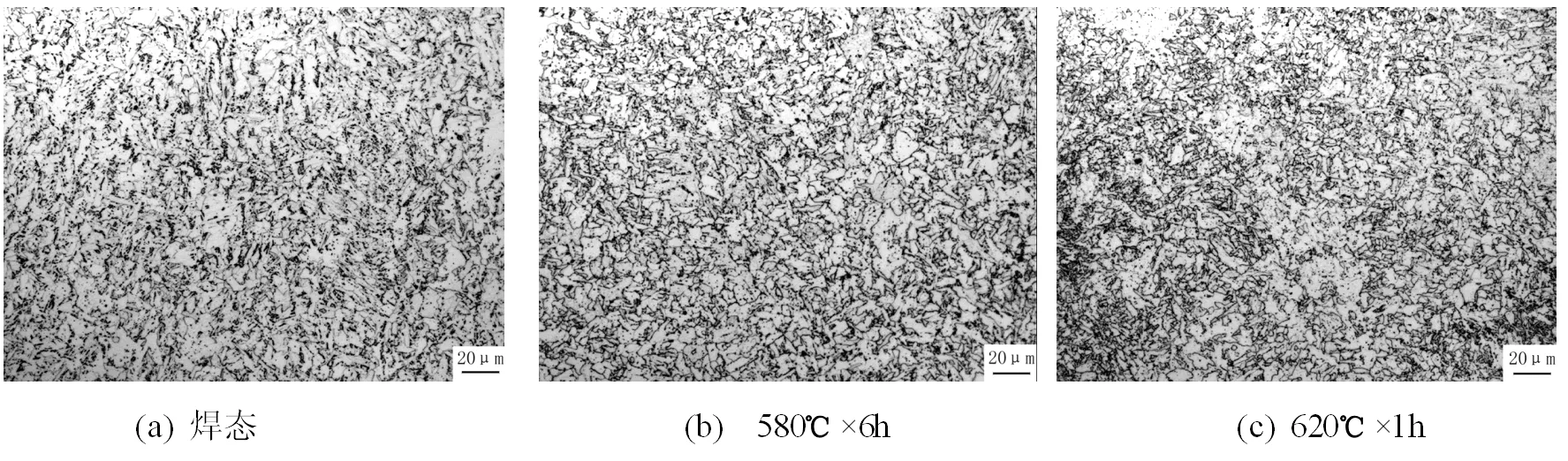
图7 焊缝中心金相组织
3 结论
(1)620℃×1h热处理条件下,随着焊接电流的增加,抗拉强度、屈服强度下降明显,在焊接电流为200A时,拉伸强度大幅降低,焊接电流在180A时,仍能保持较好的综合性能,表明焊条耐大电流焊接,焊接电流可选择范围为140~180A。
(2)在580℃×6h热处理条件下,随着线能量的增加,抗拉强度、屈服强度均降低,断后伸长率变化不大,当线能量大于45 kJ/cm时,抗拉强度、屈服强度低于技术指标要求,当线能量小于40.2 kJ/cm时,可以获得较好的力学性能。
(3)随着线能量的增加,熔敷金属中C、Si、Mn降低,其余元素变化不大,增大了脱氧及强化元素的烧损,使强度下降。
(4)随着道间温度的增加,抗拉强度、屈服强度、冲击韧性均降低,道间温度在100~170℃时,熔敷金属均保持较好的冲击韧性。随着温度的提高和回火时间增加,抗拉强度、屈服强度、断后伸长率均降低,冲击韧性降低更为明显。
(5)焊后580℃×6h热处理状态具有-70℃无塑性转变温度(NDT),熔敷金属具有较好的止裂性能。
(6)经焊后热处理组织形态由焊态的针状铁素体+M-A组元转变为针状铁素体+细颗粒碳化物。
[1] 沈孝芹,李欢欢,于复生,等.工程机械用高强钢及其焊接研究现状[J].热加工工艺,2017,46(01):18-22.
[2] 唐伯钢.今后五年我国焊接材料的发展趋势和问题[J].电焊机,2006(11):1-4,38.
[3] 姚润钢.我国焊接材料的发展趋势[J].材料开发与应用,2014,29(05):1-6.
[4] 步 琼.15000m3大型球罐设计与支柱应力分析[D].大庆:东北石油大学,2012.
[5] 王 宝,宋永伦,Rehfeldt D.焊接材料工艺性的分析与评价[J].电焊机,2006(11):11-13,19.
[6] Perl M,Bernshtein V.Three-dimensional stress intensity factors for ring cracks and arrays of coplanar cracks emanating from the inner surface of a spherical pressure vessel[J].Engineering Fracture Mechanics,2012,94(1):71-84.
[7] Pandey R K.Analysis of cracking in LPG Horton spherical vessel[J].Engineering Failure Analysis,2005 ,12(3):376-386.
[8] 仲 波.球罐焊缝缺陷与焊接残余应力的数值模拟[D].福州:福州大学,2006.
[9] 齐新瑞,郝 辞,冷昊凯.2205双相不锈钢焊接接头显微组织与力学性能研究[J].热加工工艺,2017,46(21):165-167,172.
[10] 陆建卫.浅谈CO2气体保护焊板对接单面焊双面成形技术[J].热加工工艺,2018(01):236-237,244.
[11] 施瀚超,秦仁耀,郑 涛.AerMet100焊丝焊接的30CrMnSiNi2A接头组织和力学性能研究[J].热加工工艺,2018(01):214-216,219.
