日本江户小纹的技艺分析
2018-05-04罗怡然王宏付
罗怡然, 王宏付
(江南大学 纺织服装学院,江苏 无锡 214122)
江户小纹属于日本传统手工型染艺术,是一种用纸型印染碎小花样的印染手工艺技法。1950年被日本文化部认定为无形文化遗产,同年,由日本文科部对传承与保护此文化遗产的匠人——小宫康助,授予“人间国宝”称号。江户小纹起源于日本江户(即东京),其主要风格特点在于远看不见任何花纹,如同素色织物,而近看则有着令人惊叹的细腻纹路。这种藏有无数玄机的“华丽”小纹,无浓艳色彩,亦不主张大面积花纹,自古以来就是江户人的最爱。而穿着带有江户小纹的服饰,会非常自然地显现出高贵典雅的气质。江户时代,小纹的制作工艺达到了一个质的飞跃[1],技艺的提升使它愈发美丽与神秘。文中通过对江户小纹制作原料、型纸版制作技艺、印染工序的深入研究,详细解析其精湛独特的技艺风格和背后的文化审美内涵,以期在一定程度上为江户小纹在现代设计中提供思路。
1 江户小纹的文化渊源
江户小纹的起源可追溯到日本的室町时代[2],由家纹发展而来。江户初期,江户小纹主要用于制作武家的上下身礼服——裃,其带有一定等级属性,穿着者等级越高,穿着的小纹越为细腻精致。小纹中最为高贵的小纹有鲛、角通和行仪,在日本有“江户小纹三役”之称,具体如图1所示。武士阶层穿着定制图案的“御定小纹”,其图案往往与家徽图案相同,用以区分各籓,以加深归属、等级、秩序等社会权利信息的渗透[3]。如德川家的松叶、武田家的竹田菱等;而平民阶层多穿着吉祥寓意性小纹,体现了他们的生活情趣和对美好生活的向往。江户中期,统治阶层注重运用儒家伦理来劝导人们崇尚朴素节俭的生活,对“士农工商”各个阶层的衣食住行以及日常生活等方面制定严格标准,江户幕府当时颁布了一旨“禁止奢侈令”,明令禁止人们穿着色彩艳丽、花纹华丽的“着物”(日本对衣服的叫法)。在这种封建环境下,工匠们通过不断研究,以更隐蔽的方式表达“着物”花纹,于是看似低调、实则无限玄机的江户小纹在此阶段得到了极大发展。

图1 江户小纹“三役”Fig.1 Three represents of edo komon
内敛中透出华丽的江户小纹,深得江户人的喜爱,巨大的需求量,使得匠人技艺不断提升。由于江户小纹的印染技法为纸型印染,即在纸型镂空处涂好防染糊以留白,然后印染底色以衬托出花样。因此,纸型雕刻的工艺水平直接决定了花型的种类与精细程度[4]。纸型的“雕刻”技术、以及纸型印花配合而形成的“染色”技术要求极高,“纸张穿孔”、“模版透汁”作为印染江户小纹最为关键的两个步骤,均对操作的精密性有着严苛要求。在今天看来,这种古老的印染方法似乎太笨拙,耗时耗力,对工匠们的技艺和经验要求极高,且难以大规模生产。但在这种笨拙的细致和执着里,江户小纹始终透露出日本的匠人精神。也许正是由于这种内蕴情怀和悠久历史,才让许许多多的无名工匠,默默将这一传统手艺代代相传,将江户小纹的优雅和执着延续至今。
2 江户小纹的技艺分析
江户小纹的染色技艺与型染染色技艺基本一致,即以手工雕刻的纸型对防染糊进行刮浆漏印,再将染布浸染染料,去除防染糊后图底出现明显的印花图案。江户小纹的雕刻技术与染色技术完美地融合,其关键在于对型纸版的雕刻和手工染色技术的掌握,文中从雕刻和印染两个维度探究江户小纹的制作过程,主要包括前期原料准备、江户小纹型纸版的概况与制作、以及江户小纹的印染过程。
2.1 前期原料准备
准备印染江户小纹所需要的工具和材料,具体见表1。
2.2 江户小纹型纸版的概况与制作
2.2.1伊势型纸的历史来源 型纸版的制作是印染江户小纹的第一步,也是极为关键的一步,直接决定了花型的种类与精细程度。印染江户小纹采用的是一种叫做伊势型纸的纸样,这种纸型起源于日本的三重县铃鹿市,至今约有千余年的历史,从江户时代起,日本使用的99%的纸样,都来自于这个区域(即伊势古国)中的白子村、寺家村(现在的铃鹿市白子、铃鹿市寺家)。江户时代,这里曾是伊势最繁荣的港口和商业文化都市,“伊势商人”就在此兴起。由于受到德川将军直系三家中的纪州一家统辖,这里的纸样产业得到藩的大力支持,于是逐渐成为了伊势纸样的最大产地。江户时代中期,町人文化极度繁荣,江户人对纸样的需求日益加大,使得伊势纸样得到极速发展。即便是现在,铃鹿市依然有无数的人从事原纸生产、雕刻以及纸样的贩卖。
关于伊势型纸的来源有一个古老传说,在今天的铃鹿市寺家的三丁目处,有一座“子安观音寺”,这是座祈祷生育平安的寺庙。数百年前在寺庙附近住了一位久太夫老爷爷,有天早晨老人在寺庙里散步,看到了被虫子蚕食后的不断樱(一种树的名字)的树叶,惊讶于树叶上美丽的花纹,便把树叶带回了家;而后把树叶放在纸上雕刻出来,并将纸样用于印染,此后众人效仿,便逐渐发展成了伊势型纸。
2.2.2伊势型纸的制作技法 首先,需要在数张轻薄的美浓和纸上刷上柿漆使其紧密堆叠(柿漆具有防水防腐作用),经过干燥和熏烤后,使得纸张质地变得强韧;然后再使用独特的道具配上精湛的雕刻技法,小心细致地雕刻出精致的花纹,便形成了伊势纸样。伊势纸样的雕刻技法分为“锥雕”“刺式雕”“道具雕”和“条纹雕”[5],不同技法选用的刀具与雕刻出的花型均有不同,具体见表2。雕刻时需要一次性将6~8张纸样叠放在一起,然后依照纸张下面的花纹进行雕刻,这需要匠人极大的耐心和坚定的意志,一套纸样雕刻下来,熟练的工匠也要需要花费半个月到一个月的时间,足可见雕刻一张型纸的复杂。
表1江户小纹的制作工具与材料及其用途
Tab.1Productiontoolsandmaterialsofedokomon
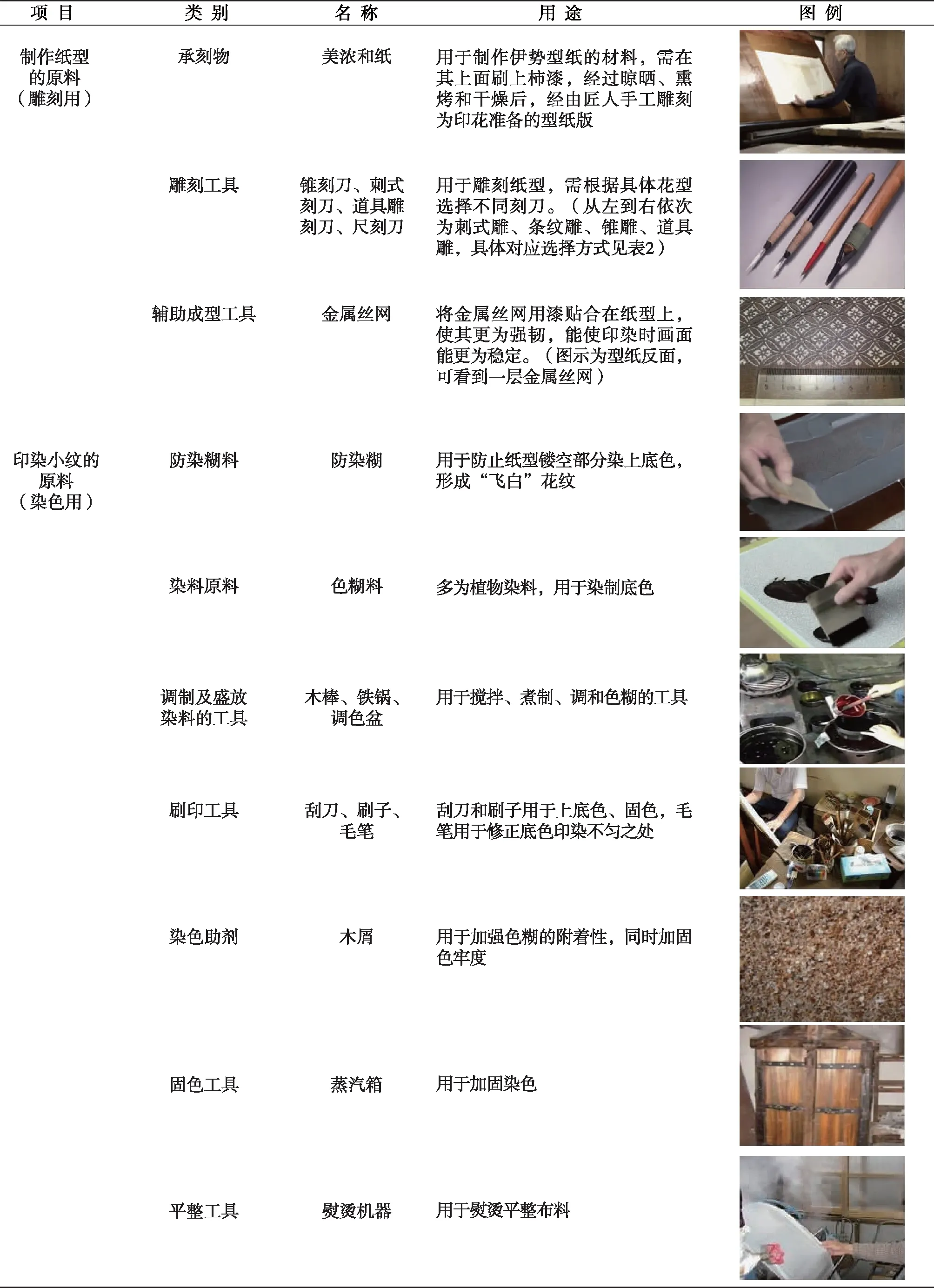
表2 伊势型纸制作技法与图形种类

2.2.3伊势型纸的发展 江户时代经济极繁荣[6],伊势纸样曾在江户时代大放异彩,到了明治时代,由于废藩置县,使伊势纸样失去了纪州藩的保护。明治30年,白子町成立了纸样职业联合组织,创办了白子町立白子工业学徒学校,为培育传人打下了坚实的基础。然而,之后由于中日战争和太平洋海战的爆发,纸样行业迅速衰退。战争结束后,经济高速发展,纸样行业在昭和40年逐渐恢复盛况,但是受到之后的石油冲击以及去和服化运动的影响,最终导致纸样行业衰败。江户中期的雕刻师数量曾超过200人,而现在加上传统工匠9人在内也就只有50人。国家传统文化保护委员会为了保护这种濒临失传的手工艺,于昭和27年将其认定为非物质文化遗产。
伊势型纸样虽然属于日本传统技术领域,但其在“设计”方面也别有趣味,有着极强的艺术审美价值。纸样在设计上变化万千,既可以是传统的几何图案,又可以是花鸟风月图案,还可以是反映江户人现实情感的图案。从设计方面可以发现,型纸充满了历经岁月洗练的感性,但型纸不同于单纯的设计,要想使设计真正应用到印染上,还需要经历一系列复杂环节。工匠们在长期实践的基础上培养出来的身体感觉,早已超越了知识的领域,成为了一种“技”,存在于纸样之中。尽管纸样雕刻和纸样印染这两种技术的文化价值不相上下,但是由于伊势纸样的雕刻师们制造的并非最终成品,所以在很长一段时间里,雕刻师们都隐藏在印染师的盛名下籍籍无名。当江户小纹印染工匠小宮康助被评定为人间国宝时,他呼吁“应该选雕刻师”。和小宮康助在同一时期内(1955年)有6名雕刻师被选定为人间国宝,分别是南部芳松(突雕)、六谷纪久男(锥雕)、中岛秀吉(道具雕)、儿玉博(条纹雕)、中村勇二郎(道具雕)、城之口みゑ(糸入れ)。
在日本政府和民众不断努力下,伊势型纸获得了很高的声誉,出现了许多的纸型美术展览艺术馆和工艺品(见图2),很多人将其作为一种业余爱好。由雕刻师组成的团队“伊势纸样技术保存会”致力于培育传承人继承这门传统技术,由纸样商人组成的“伊势纸样协同组织”则致力于将伊势纸样在不同生活领域创新发展,以融入到现代人的生活中,大家都在努力探索如何将这一传统技术传承下去。

图2 2008年伊势型纸东京展Fig.2 Ise paper Tokyo exhibition in 2008
2.3 江户小纹的印染过程
江户小纹的印花过程可以分为铺平待染织物、利用纸型印花、染底色、蒸、水洗、干燥、修补7个步骤。
2.3.1铺平待染织物 将大约半反(反为日本的长度单位,一反面料约宽34 cm,长10.2 m)的布料铺盖在木板架上,然后拉平待染布料,拉伸时需要注意拉伸的张力,以免起皱或者有空气进入,具体如图3所示。
2.3.2利用纸型印花 将型纸放置水中一整夜以预先伸展,之后放置在布料上面,在型纸上用刮刀均匀涂抹防染糊,具体如图4所示。
由于纸型镂空部分将作为成品的白色花纹,所以,刷上防糊浆是为了避免该部分染上底色。具体花样不同,纸型大小也不同,长度约为20~30 cm,而待染的反物(日本对布料的叫法)长度通常为12~13 m,因此,染一反织物需要反复移动数十次型纸。每一次都要小心地对好纸型之间的接缝,不能有丝毫错位,这样才能使花纹精确吻合。这个步骤完成的难度极高,通常需熟练的工匠操作。如何在每一次揭开纸型,把它重叠到未染色部分,并与已染色部分做到“无缝衔接”,是最考验匠人手艺的地方。为了达到细小纹样的“无缝衔接”,匠人在制作型纸时,会在其接缝的边线上刻制2~4个不同于其他纹样的点,俗称“星”,具体如图5所示。在拼接纸型时,只有将纸型最前端(日语学名为“天”)的“星”与已染色部分最尾端(日语中的学名 “地”)的“星”分毫不差地重叠,就能实现花纹无缝拼接,而纸型天和地的花纹正好构成连续的纹样。

图4 利用纸型印花 Fig.4 Using Ise paper to printing
图5 手指指向圆点为“星”Fig.5 Coincident point "star"
2.3.3染底色 染底色就是染花纹以外的颜色,在涂了防糊浆的布料上开始用色糊料染底色。调制底色十分关键,调制色糊的季节和天气不同,产生的颜色也会有微妙差别。调制中需要参考以前的色料数据,另外,匠人的经验和感觉也非常重要,每染一个颜色都需要进行数次实验,根据颜色的不同,调剂混合所需的染料一般为4~6种。
在调好色糊之后,需将色糊放置在刷了防染糊的布料上面,用刮刀将色糊均匀地刮平。在这个过程中需同时在布料表面撒上木屑,以加固色糊的附着性,具体如图6所示。

图6 染底色Fig.6 Dyeing background color
2.3.4蒸 将布料卷成筒状,趁底糊未干之前,将卷起来的布料放入蒸汽箱,在90~100 ℃的环境下,蒸15~30 min左右,期间需注意布料受热均匀,具体如图7所示。

图7 蒸Fig.7 Steam process
2.3.5水洗 布蒸完后,用水洗掉多余的染料和浆糊,具体如图8所示。防染剂脱落,之前涂上防染糊的部分呈现白色,而底色则被色糊染色,呈现出美丽精致的江户小纹。
图8 水洗Fig.8 Washing
2.3.6晾干熨烫 将水洗的布料晾晒干,用鼓型熨烫机将其熨烫平整,具体如图9所示。

图9 晾干熨烫Fig.9 Dry and iron
2.3.7底色修正 布料加工完毕后,仔细检查,修整染色斑点不匀之处。如出现染色不匀情况,工匠需在染色工作室用笔和小刷子进行底色修正。底色修正是工匠们制作江户小纹的最后一个步骤,在笔法的熟练程度和颜色的饱和度上都十分讲究,具体如图10所示。

图10 底色修正Fig.10 Background correction
3 江户小纹的技艺之美
作为日本经典传统手工型染,江户小纹技艺得以延续至今,其蕴藏的文化审美内涵,是江户小纹表现出其强大的艺术生命力的主要原因。
3.1 精密之美
无论是型纸版的刻制还是印染过程,均对于其精密性有着严苛要求。雕刻印染“极鲛”型纸版时,匠人需要在3 cm见方伊势纸型上,雕刻900多个细致的图案。每一次旋转锥子挖出的小孔,其力度掌握、角度旋转都需要熟练和精细的手工,才能保证成品花纹细致美观、均匀整洁。而在其印染过程中,每一次移动型纸均需要精密对准纸型之间的接缝,利用所做的标记(“天”“地”重合)达到无缝衔接。印制单色的江户小纹是一次性的博弈,精密之美浸润在每一个过程之中,而正是因为这种谨慎细致,才使得成品小纹呈现出整洁无暇、高贵典雅的美感。
3.2 执著之美
从纸版花样重复刻制、印染型纸反复移动、染色来回刷蘸色料直至最后的底色反复修正,均需要匠人投入足够的耐心和坚持,它拉近了“物与心”的距离[7]。匠人们带着执著的“匠人精神”投入创作,看似固执、缓慢、少量,而这背后却隐蕴着专注、坚持、以及对完美的追求,从而让江户小纹这种古老的技艺,跨越千百年历史,在今天仍熠熠生辉。正如印染江户小纹的手工匠人永六輔さん在《手艺人》一书中所言:拥有自豪感的手艺人不会在任何作品上留下残缺。
3.3 静谧之美
受禅宗文化影响[8],日本文化中对于美的追求,向来是带着一种纤细寂静的特征,透出“物哀美”的基因。偏爱素雅色调是日本的特点[9],深涩素朴的植物染料造就了江户小纹雅致清丽的色彩,一纸“禁止奢侈令”造就了其内敛低调、似有若无的花纹。不同于明亮跳跃的色彩图案,江户小纹在色彩纹样上传递出日本传统文化中的温润静谧之美。匠人在印染时始终保持着平和安定的心态,这种祥和、平静的感觉细细流淌在江户小纹之中。而穿着江户小纹,自然而然就受到这种温和静谧的氛围感染,使穿着者显现出高雅、玄远、幽静独特气质。
4 结语
悠久的历史和精湛的手艺,使得江户小纹的气质神秘而又高贵,充分反映出东方美学观和设计观[10]。追求极致的工艺,内敛中透有华美的独特美感。江户小纹同时凝聚了型纸制作的“雕刻技艺”与印染花样的“染色技艺”。匠人在无数次的精密雕刻与准确对接染色中,将其“匠心”注入江户小纹,使其带有特殊文化内涵,一生只做一件事,做到极致就是“匠人精神”的精髓,这种“匠人精神”,不仅是日本社会走向郁勃的重要支撑,也是一份厚重的历史文化沉淀。今天的江户小纹,不仅仅应用在服装上,同时,更涉及到家居、建筑等诸多领域,它早已超越本身的“功用性”,更多的是以一种充满灵性的艺术品形式存在,给人带来美的感受和深切情怀。江户小纹这种对技艺的极致追求和“匠心”,对今天的工业产品有着深远启示和借鉴。
参考文献:
[1] 周燕佩, 李广志.日本和服纹样起源的探究[J]. 黑龙江教育学院学报, 2011,30(9):128-131.
ZHOU Yanpei, Li Guangzhi. An exploration of the origins of Japanese Kimono patterns[J].Journal of Heilongjiang College of Education, 2011,30(9): 128-131.(in Chinese)
[2] 崔岩,刘元凤, 郑嵘. 日本传统染织艺术之旅——以东京、冲绳两地为例[J]. 服饰艺术研究, 2016(4):21-26.
CUI Yan, LIU Yuanfeng, ZHENG Rong. The traditional Japanese textile art journey—a case study of Tokyo and Okinawa[J].Art and Design Research, 2016(4):21-26.(in Chinese)
[3] 钱磊,任小红.家纹与日本文化[J].包装工程,2016,37(18):153-157.
QIAN Lei, REN Xiaohong.Kamon and Japanese culture[J].Packaging Engineering, 2016,37(18):153-157.(in Chinese)
[4] 陈枫.日本传统型染与中国蓝印花布制版工艺比较研究[J]. 装饰, 2017(7): 136-137.
CHEN Feng.A comparison of the stencil craft between Japan's traditional katazome and China's blue calico[J].Art and Design, 2017(7): 136-137.(in Chinese)
[5] 包铭新. 中国的传统染织纹样及其对日本染织纹样的影响[J]. 东华大学学报(自然科学版), 1992,18(3):25-35.
BAO Mingxin.Traditional motifs of Chinese textiles and its influence on Japanese tertile motifs[J]. Journal of Donghua University(Natural Sciences), 1992,18(3): 25-35.(in Chinese)
[6] 徐金凤.江户时代"粹"的审美意识形成的社会背景[J]. 日本问题研究, 2016,30(5): 32- 40.
XU Jinfeng.Social background of aesthetic consciousness of "Iki" in Edo period[J].Japanese Research, 2016,30(5): 32- 40.(in Chinese)
[7] 李艳芹,姜苏原. 探讨新常态背景下传统手工艺——工匠精神[J]. 美与时代(城市版),2015(12):107-108.
LI Yanqin, JIANG Suyuan.Investigation on traditional handicrafts under the new normal background—the spirit of craftsman[J].Beauty and Times(City),2015(12):107-108.(in Chinese)
[8] 辛维金, 吴铭. 日本传统染织纹样与其文化内涵[J]. 纺织科技进展,2005(1): 30-32.
XIN Weijin, WU Ming. The Japanese traditional yarn-dyed pattern and its culture[J]. Progress in Textile Science and Technology, 2005(1): 30-32. (in Chinese)
[9] 王志惠. 中、日传统染织工艺及其纹样的传承与保护研究[J]. 艺术设计研究, 2015(2): 54-60,69-70.
WANG Zhihui. Protection of heritage and China, Japan and the patterns of the traditional dyeing process[J]. Art and Design Research, 2015(2): 54-60,69-70.(in Chinese)
[10] 陈健. 论和服纹样的审美情趣[J]. 丝绸, 1998(2): 36-40.
CHEN Jian.Discussion on the aesthetic interest of the kimono pattern[J]. Journal of Silk, 1998(2): 36-40.(in Chinese)
