扭矩扳子测量结果的不确定度评定
2018-04-26高倩
高倩
摘要:本文對扭矩扳子测量结果的不确定度进行了评定,建立了数学模型,分别分析了A类评定分量和B类评定分量,最后合成了标准不确定度,并最后表述了结果报告。
关键词:不确定度;测量方法;误差;分量;扭矩;重复性
1测量过程简述
1.1测量依据
依据JJG707-2014《扭矩扳子检定规程》。
1.2环境条件
温度(10~30)℃,相对湿度不大于85%。
1.3测量标准
0.3级扭矩扳子标准检定装置。
1.4被测对象
扭矩板子,测量范围为(20-100)N·m。
1.5测量方法
在规定的环境条件下,对20N·m、60N·m、100N·m的扭矩扳子检定点进行不确定度分析,连续测量10次。
1.6评定结果的使用
凡符合上述条件的测量,一般可以直接使用本不确定度的评估方法。测量范围为(0-100)N·m的1级及以下的扭矩扳子的检定结果可以使用本不确定度的测量结果。
2数学模型
此输入量的不确定度来源包括被测对象的报响动作时扭矩值不确定性,测量过程中被测对象的温度特性、标准器的示值重复性及其零位调整、示值分辨力、标准器与被测对象连接过程的附加响应等,以及测量人员读数过程的影响,综合体现于对该扳子测量示值的测量重复性中。
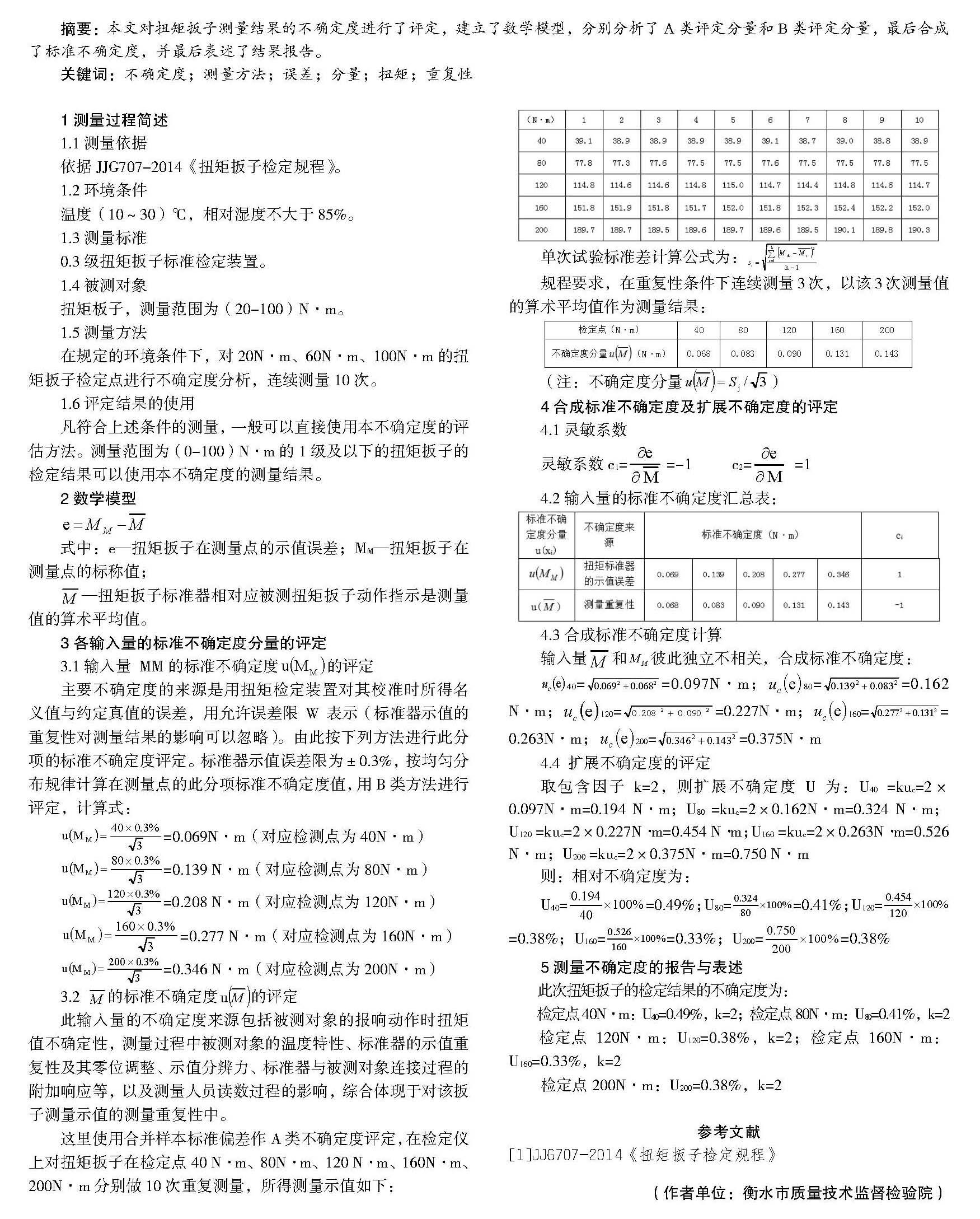
这里使用合并样本标准偏差作A类不确定度评定,在检定仪上对扭矩扳子在检定点40 N·m、80N·m、120 N·m、160N·m、200N·m分别做10次重复测量,所得测量示值如下:
此次扭矩扳子的检定结果的不确定度为:
检定点40N·m:U40=0.49%,k=2;检定点80N·m:U80=0.41%,k=2
检定点120N·m:U120=0.38%,k=2;检定点160N·m:U160=0.33%,k=2
检定点200N·m:U200=0.38%,k=2
参考文献
[1]JJG707-2014《扭矩扳子检定规程》
(作者单位:衡水市质量技术监督检验院)
