罩式退火炉炉台承重板裂纹分析与修复
2018-04-25供稿严升陆兆刚周茂涛杨华代永贵YANShengLUZhaogangZHOUMaotaoYANGHuaDAIYonggui
供稿|严升,陆兆刚,周茂涛,杨华,代永贵 / YAN Sheng, LU Zhao-gang, ZHOU Mao-tao, YANG Hua, DAI Yong-gui
内容导读
炉台承重板作为罩式退火炉的重要设备,它的稳定运行对生产安全有着重大的影响。文章从工作环境、受力情况、安装精度及位置、材质等方面入手,运用有限元法,分析了承重板出现裂纹的原因,探讨了设备修复方法及注意事项,提高了设备的使用寿命,降低了设备维护成本。承重板裂纹修复方案确定后,共完成8件承重板的修复工作。修复后使用时间最长的承重板已使用一年以上,使用效果良好,承重板板面平整无变形,无裂纹再继续产生。承重板裂纹修复方案对类似工况及结构工件的维护方法、检查方式都有借鉴作用,为维修人员能更迅速、高效地查找出现故障的原因提供了参考。
罩式退火炉一般采用炉群化生产,而炉台承重板是罩式退火炉的关键设备。受退火生产工艺的影响,炉台承重板在生产周期内将承受反复交变的热应力[1],如果出现问题将对生产稳定和机组运行安全造成重大影响。某钢铁公司冷轧厂在罩式退火炉群承重板投用1~2年后,部分承重板开始出现裂纹,并且裂纹长度随生产次数增加而不断增长。当承重板的裂纹长度增长到一定程度时,承重板将可能出现局部严重变形、塌陷等故障,属于安全生产的严重隐患,因此应该强制报废。但是,由于炉台承重板备件成本较高且数量较多,如果全部更换将导致退火炉芯轴报废,从而造成较大的浪费。因此,需要对炉台承重板断裂部分的原因进行分析,制定修复方案,并针对后续炉台承重板全新备件的结构及材质提出改造方案,才能更有效且低成本地解决该问题。
裂纹原因分析
在整个退火生产周期过程中,承重板主要在高低温不断交变的工作环境下承受钢卷的压力,经检测判断产生裂纹的原因为:承重板结构设计的缺陷和承重板选用材质耐热性偏低。
承重 板结构形状影响
炉台承重板裂纹出现位置均处于同一位置并均布,同时裂纹在出现后往中部扩展过程中,均经过承重板上安装定位孔位置。安装定位孔为沉孔结构,并处于悬空状态,底板未支撑该部位,在90~100 t钢卷压力下,易产生应力集中,形成薄弱点。从出现的初始位置来看,裂纹均从承重板悬空处边缘出现,见图1。
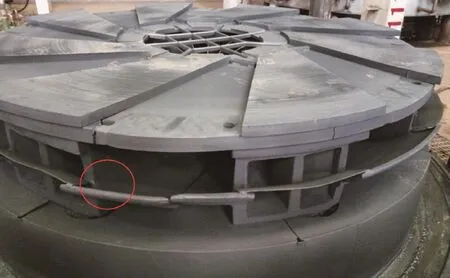
图1 承重板裂纹位置
另外,承重板在工作过程同时承受30~700℃反复交变的温度变化,特别是在升温阶段,炉底板边缘和中央部分存在温差,因此边缘和中央部分的受热后热膨胀速率不一样,边缘膨胀得快,中央膨胀得慢,承重板不断遭受周期性的交变热应力作用,在承重板悬空的薄弱点——安装定位孔位置,受到反复变化应力的作用,容易产生应力集中,导致边缘首先出现裂纹并沿着定位孔位置逐渐向中央扩展,裂纹不断扩大,直至承重板报废[2]。
承重 板材质影响
为分析承重板制造材料对裂纹产生的影响,对承重板取样后进行了金相分析。结果表明,材质中Ni含量极少,不足0.5%,导致承重板在高温下耐热能力、塑性和韧性相比不锈钢材质大幅降低,在≥700℃的高温中,承重板结构的薄弱区域易产生龟裂现象。
从对承重板产生裂纹的原因分析可知,承重板结构设计的缺陷及选用材质成分高温耐热性偏低,是导致承重板产生裂纹的主要原因。
修复方案及改进措施
为避免出现裂纹的承重板报废,尝试对承重板进行修复,同时针对承重板原有结构缺陷进行改进,使其满足生产工艺的要求。此次对承重板改进主要是有效利用原有旧件,材质的影响不可改变,因此以改进承重板结构,降低热变形及热应力为主要方向。
修复 方案的确定与实施
从裂纹集中出现在承重板定位孔处可知,定位孔处截面积变化较大,属于应力集中部位,反复加热过程产生的热应力使冷却较慢的厚壁处受拉伸,冷却较快的薄壁处受压缩,导致受热应力后裂纹产生。通过加工改变承重板的结构,去除裂纹,同时降低承重板所受的热应力及变形量,达到消除裂纹影响,提高承重板寿命的目的,修复方案按以下几方面进行:
1) 对承重板中间板进行加热后初步校平,要求校平完成后承重板平面最高点与最低点的高度差<5 mm。
2) 沿承重板中间板裂纹方向,加工完全贯穿承重板的止裂槽,将存在裂纹的区域全部切除以后,在止裂槽的末端,加工应力孔,使工件加工止裂槽后在受热状态下,起到形成伸缩缝并释放应力的作用,有效阻断裂纹延伸[3]。
3) 重新定位承重板安装位置。在止裂槽加工完成后,承重板装配后止裂槽边缘仍处于悬空状态,受力较差,为改善承重板的受力状况,将承重板以原设计安装位置为基准,顺时针旋转约8°~9°进行安装(见图2)。使止裂槽及定位孔均在底板支撑范围内,以便能在生产过程中,对止裂槽周围区域提供有效支撑,同时避免受热后限制承重板的热膨胀方向,使其沿承重板径向进行收缩,改善承重板薄弱区域的受力状况,有效消除应力集中。
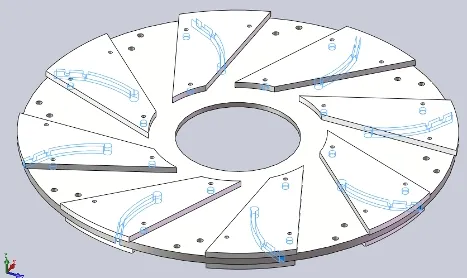
图2 承重板修复完成后的装配图
承重 板修复方案的有限元分析
根据承重板裂纹产生的原因分析及对应的修复方案,采用有限元分析软件对承重板修复前受力及变形量,修复后调整安装位置前后的受力及变形量进行分析,验证裂纹产生原因及调整承重板安装位置是否合理。
1) 承重板的预备模型工作。
利用三维软件分别建立承重板修复前、修复后的三维模型(见图3),根据对承重板材质的合金成分分析,材料较为接近40Cro钢,设置材料的机械性能为:σb=757 MPa,σs=540 MPa,E=206 GPa。
已知承重板承受的最大钢卷重量为1 MN,受力集中在承重板上的垫板处,并受底板支撑,按照实际的工作情况,选用强迫位置约束选项,设置承重板法向禁止移动,同时依据承重板支撑底板结构约束的面积进行校正,同时考虑在实际应用中的安全性,所加载荷均取实际工作中的最大值,用于判断处于最危险时候的情况。
2) 承重板修复前受力情况分析。
在对修复前承重板模型进行网格划分后,应用ANSYS有限元受力分析软件进行分析验证,受力薄弱处(见图4)与实际产生裂纹处部位吻合,变形方向与实际裂纹延伸方向吻合。其中定位销孔处变形量最大,产生裂纹的原因为销孔薄弱处承受预应力。在实际工况中承重板同时承受重力及热膨胀力,叠加导致应力变形加剧,验证了此前关于裂纹产生原因的分析[4]。
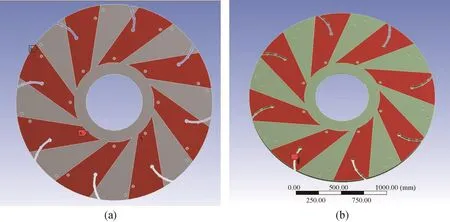
图3 承重板修复完成安装位置调整前后示意图
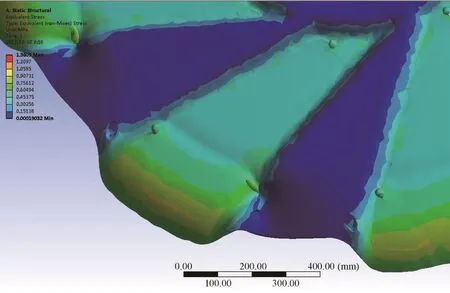
图4 修复前承重板受力分析图
3)承重板修复后安装位置调整的受力情况分析。
对承重板修复后的有限元计算主要针对承重板的变形量及应力进行分析。分别针对承重板在工作位置调整前后的状态进行分析,在对修复后承重板模型进行网格划分后,应用ANSYS有限元受力分析软件对承重板在调整按照位置前后所受应力、变形量情况进行计算,结果如图5所示。
从有限元法计算结果可知,承重板所受应力主要集中在承重板边部,其中应力最大的地方是在承重板底部支撑接触的边缘处;变形量主要为与钢卷边部接触位置,其中最大变形量在承重板最外侧。
根据计算结果,在进行承重板按照位置调整后,承重板在承受100 t钢卷时,最大变形量降低14.2%,最大应力值降低21.34%,说明承重板修复完成后,调整原有安装位置,可以改善增加应力释放槽后的承重板强度,降低变形量及应力,达到改进承重板的受力状况,提高承重板使用寿命的目的[5]。
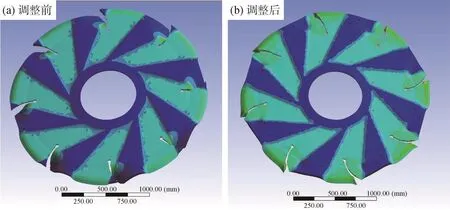
图5 修复后承重板调整安装位置前后受力分析图
结束语
1) 承重板裂纹修复方案确定后,共完成8件承重板的修复工作,修复后的承重板使用时间最长已达一年以上,目前使用效果良好,承重板板面平整无变形,无裂纹再继续产生。因此,继续按该修复方案加工修复剩余变形的承重板。
2) 采用此修复方案对承重板进行修复,修复成本仅为全新件的10%,既保证生产持续稳定进行,又大幅降低了设备维护成本。
3) 承重板裂纹问题的解决,使得对今后类似工况及结构工件的维护方法、检查方式都有了借鉴,为维修人员能更迅速、高效地查找出现故障的原因提供了参考。

摄影 方 胜
[1] 张景进. 板带冷轧生产. 北京:冶金工业出版社,2006
[2] 宋庭新,罗元文,朱若燕. 提高退火炉用圆盘构建热疲劳寿命的研究. 北工学院学报,2003(8):14
[3] 成大先. 机械设计手册.北京:化学工业出版社,2009
[4] 曹华军,舒林森,许磊,等. 复杂机械零件的六面体有限元网格生成方法. 机械工程学报,2014(15):114
[5] 房庆华. 基于ANSYS的开卷机主轴结构研究. 科技创新与生产力,2013(9):107